Deutsch
Online-Service für Aluminium-Druckguss
Wir bieten kundenspezifischen Aluminium-Druckguss von der Konstruktion bis zum fertigen Gussteil und liefern hochwertige Aluminiumkomponenten kosteneffizient.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Was ist Aluminium-Druckguss-Service?
Unser Aluminium-Druckguss-Service liefert hochwertige, kosteneffiziente Metallkomponenten durch ein präzises Verfahren, das ausgezeichnete Maßhaltigkeit und Oberflächenqualität bietet. Ideal für Automobil-, Luftfahrt- und Industrieanwendungen.

Anwendungen von Aluminium-Druckgussteilen
Aluminium-Druckgussteile bieten leichte, hochfeste Komponenten, die in vielen Branchen eingesetzt werden. Entdecken Sie Anwendungen in Luftfahrt, Automobilbranche, Unterhaltungselektronik u. v. m.
Warmkammer- vs. Kaltkammer-Druckguss
Warmkammer- und Kaltkammer-Druckguss sind zwei Hauptverfahren in der Druckgussindustrie, jedes mit eigenen Vorteilen und Einschränkungen für unterschiedliche Materialien und Anwendungen.

Warmkammer-Druckguss
Beim Warmkammer-Druckguss (Gooseneck-Guss) befindet sich das geschmolzene Metall in einer beheizten Kammer nahe der Form. Ein in die Schmelze eingetauchter Kolben drückt das Metall durch einen gebogenen Kanal in die Form. Ideal für niedrigschmelzende Metalle wie Zink und Magnesiumlegierungen, zeichnet es sich durch sehr kurze Zykluszeiten aus, ist jedoch ungeeignet für hochschmelzende Legierungen.

Kaltkammer-Druckguss
Beim Kaltkammer-Druckguss wird das geschmolzene Metall in eine separate, nicht beheizte Kammer gefüllt und von einem hydraulischen oder mechanischen Kolben in die Form gepresst. Dieses Verfahren eignet sich für hochschmelzende Metalle wie Aluminium- und Kupferlegierungen, vermeidet Maschinenschäden durch Hitze, hat aber längere Zykluszeiten aufgrund des Umfüllschritts.
Aluminium-Druckguss Materials
Neways Druckgusskompetenzen für Aluminium
Neway ist spezialisiert auf Aluminium-Kokillenguss und bietet kundenspezifische Druckgussdienstleistungen mit vielfältigen Größen und Oberflächenbeschichtungen. Kontaktieren Sie uns und senden Sie Ihre Zeichnungen für einen Full-Service.
So funktioniert Druckguss bei Neway
Erfahren Sie die Grundlagen des Druckgussprozesses: wie geschmolzenes Metall unter hohem Druck in Stahlformen injiziert wird, um komplexe Bauteile herzustellen. Das Video zeigt typische Materialien wie Aluminium-, Zink- und Magnesiumlegierungen und erklärt, wie hohe Werkzeugkosten durch effiziente Serienproduktion ausgeglichen werden.
Verfügbare Oberflächenbehandlungen für kundenspezifische Teile
Unser Oberflächenbehandlungsservice bietet spezialisierte Beschichtungen zur Verbesserung von Haltbarkeit, Ästhetik und Leistung. Wir bieten Galvanisieren, Eloxieren, Pulverbeschichtung und Wärmeschutzschichten, um Korrosionsbeständigkeit, Verschleißfestigkeit und optische Wirkung zu optimieren.

Erfahren Sie mehr
Maschinell bearbeitet

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD-Beschichtung

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren


Erfahren Sie mehr
Gebürstete Oberfläche

Erfahren Sie mehr
Schwarzoxidierung

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Trommelentgratung

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinken

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung

Erfahren Sie mehr
Thermische Beschichtungen

Erfahren Sie mehr
Wärmebarrierebeschichtungen

Erfahren Sie mehr
Passivierung
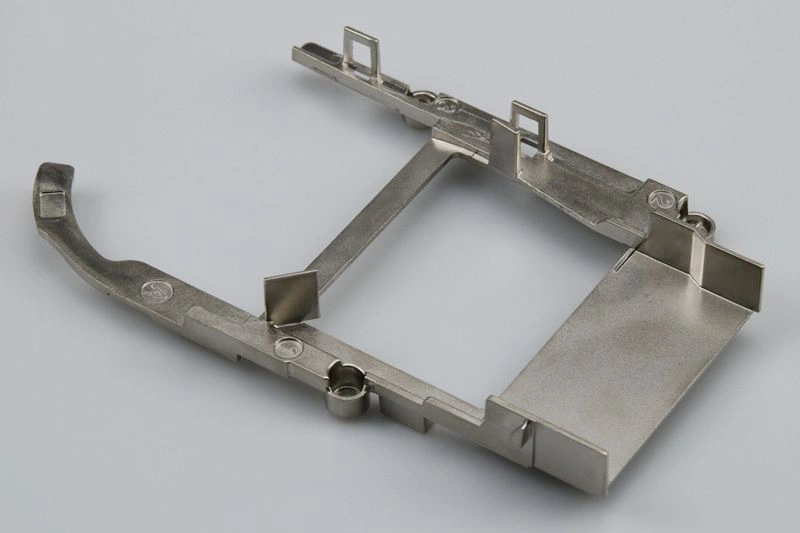
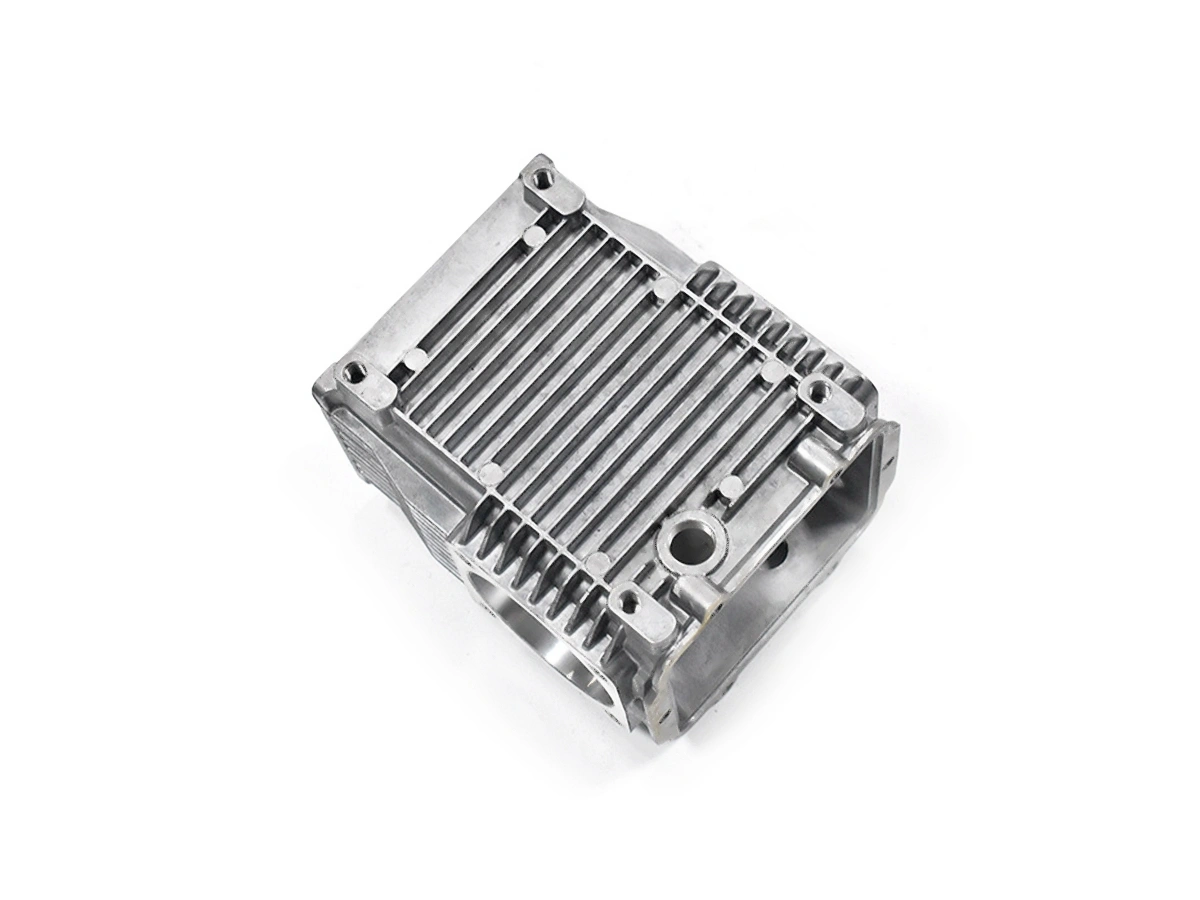
Galerie für Aluminium-Druckgussteile
Unsere Galerie zeigt eine beeindruckende Auswahl sorgfältig gefertigter Aluminiumgussteile. Entdecken Sie filigrane Details und exquisites Design – von Automobilkomponenten bis zur Luftfahrttechnik, gefertigt im temperaturkontrollierten Gussprozess für Präzision und Langlebigkeit.







Starten Sie noch heute ein neues Projekt
Gestaltungstipps für Aluminium-Druckgussteile
Lernen Sie unsere Gestaltungstipps für Aluminium-Druckgussteile kennen, um Ihre Fertigungseffizienz zu steigern, Fehler zu reduzieren und eine konsistente Produktqualität zu erreichen. Mit branchenüblichen Standards optimieren Sie Kühlung, minimieren Spannungskonzentrationen und vereinfachen Werkzeugprozesse.
Frequently Asked Questions
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.