Häufige Fehler und Lösungen beim Aluminium-Druckguss
Welche Aluminium-Druckgussfehler sind bei der RFQ-Prüfung relevant?
Aluminium-Druckguss-Fehler können Gehäuse, Abdeckungen, Halterungen, Kühlkörper, Rahmen und druckbeaufschlagte Komponenten beeinträchtigen. Die Bewertung von Aluminium-Druckgussfehlern sollte jeden Fehler mit der Bauteileigenschaft, dem funktionalen Risiko, der Prozessursache und den Prüfnachweisen verknüpfen. Das praktische RFQ-Problem besteht darin zu entscheiden, welche Fehler kosmetischer Natur sind, welche die Bearbeitung oder Montage beeinträchtigen und welche Prüfungen wie KMM-Messung, Sichtprüfung, Röntgenprüfung, CT-Prüfung, Dichtheitsprüfung oder Druckprüfung erfordern.
Häufige Aluminium-Druckgussfehler sind Gasporosität, Lunkerporosität, Kaltläufer, Fehlfüllungen, Grat, Trennlinienversatz, Heißrisse, Oberflächenfehler und Freilegen innerer Hohlräume durch Bearbeitung. Die meisten Fehlerkontrollen beginnen vor der Werkzeugherstellung: Legierungsauswahl, Wandstärkenausgleich, Angusssystem- und Gießkanalauslegung, Entlüftung, Überlaufanordnung, Werkzeugtemperatur, Kühllayout, Schließkraftkontrolle und Bearbeitungszugabe beeinflussen alle die endgültige Teilequalität.
Wie wirkt sich Porosität auf Aluminium-Druckgussteile aus?
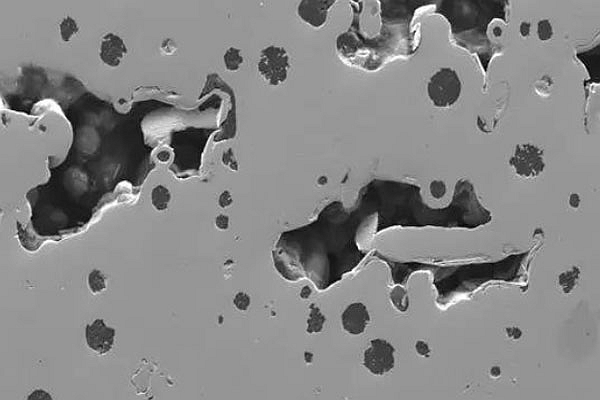
Porosität ist ein Hohlraum oder eine Pore in einem Aluminium-Druckgussteil und wird wichtig, wenn der Hohlraum die Festigkeit, Dichtleistung, Druckdichtheit, kosmetische Oberflächen oder bearbeitete Merkmale beeinträchtigt. Gasporosität kann durch Lufteinschluss, schlechte Entlüftung, turbulente Füllung, Feuchtigkeit, gelöste Gase oder ungeeignetes Anguss- und Gießkanaldesign entstehen.
Die Porositätskontrolle beginnt mit dem Metallfluss und der Luftabsaugung. Die RFQ sollte Druckflächen, Dichtflächen, bearbeitete Bohrungen, Leckagepfade und kosmetische Bereiche identifizieren, da verschiedene Bereiche unterschiedliche Akzeptanzkriterien erfordern können. Die Prüfung kann Trennverfahren, Röntgenprüfung, CT-Prüfung, Dichtheitsprüfung oder Druckprüfung umfassen, wenn die Teilefunktion eine interne Fehlerbewertung erfordert.
Wie entstehen Lunker und Mikroporosität in Druckgussabschnitten?
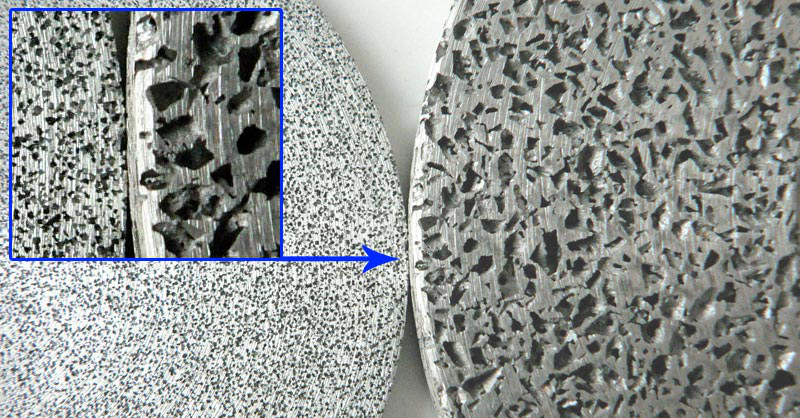
Lunker und Mikroporosität entstehen, wenn Aluminium während der Erstarrung schrumpft und die lokale Metallversorgung den Volumenverlust nicht ausgleichen kann. Dicke Abschnitte, ungleichmäßige Wandübergänge, isolierte Ansätze, schwere Rippen, schlechte Kühlbalance und ungeeignete Speisungsbedingungen können das Lunkerrisiko erhöhen.
Der Lösungsansatz besteht nicht nur in der Änderung einer Maschineneinstellung. Das Teiledesign erfordert möglicherweise einen Wandstärkenausgleich, glattere Übergänge, eine bessere Anordnung des Angusses, eine Überlaufanpassung, eine Überprüfung des Kühllayouts oder Änderungen der lokalen Bearbeitungszugabe. Der Käufer sollte lasttragende Abschnitte, Druckzonen und bearbeitete Oberflächen markieren, da Lunker in einem Bereich akzeptabel und in einem anderen inakzeptabel sein können.
Was verursacht Kaltläufer und Fehlfüllungen beim Aluminium-Druckguss?
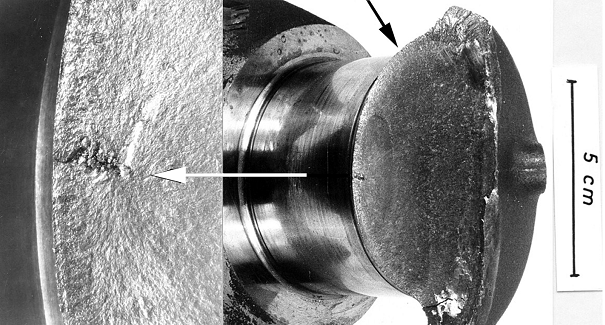
Kaltläufer und Fehlfüllungen treten auf, wenn geschmolzenes Aluminium vor der vollständigen Formfüllung nicht vollständig verschmilzt oder die Formkavität nicht füllt. Diese Fehler erscheinen oft als Fließlinien, unvollständige Kanten, Dünnwandunterbrechungen oder schwache Nähte, wo zwei Metallfronten ohne ordnungsgemäße Verschmelzung aufeinandertreffen.
Mögliche Ursachen sind eine niedrige effektive Schmelztemperatur, niedrige Formtemperatur, schlechte Entlüftung, ungeeignete Angussplatzierung, lange Fließwege, dünne Wände, Fließhindernisse oder vorzeitige Erstarrung. RFQ-Zeichnungen sollten dünne Wände, lange Rippen, tiefe Taschen, scharfe Übergänge und kosmetische Fließliniengrenzen ausweisen, damit der Druckgussprozess vor der Werkzeugherstellung überprüft werden kann.
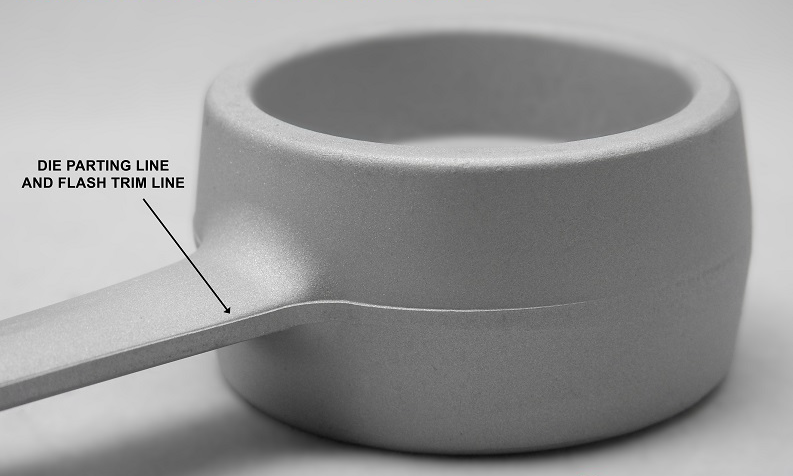
Warum treten Grat- und Trennlinienfehler auf?
Grat ist überschüssiges Aluminium, das an der Formtrennebene, Schiebergrenzfläche, Auswerferbereich oder Dichtfläche austritt. Grat und Trennlinienversatz sind wichtig, da sie die Entgratungskosten erhöhen, die Montage behindern, Dichtflächen beeinträchtigen oder Grate an handhabungs- oder sichtrelevanten Oberflächen erzeugen können.
Grat kann mit Werkzeugverschleiß, Schließkraftkontrolle, Werkzeugpassung, Wärmeausdehnung, Metalldruck, Verunreinigungen auf Dichtflächen oder unzureichender Wartung zusammenhängen. Die Zeichnung sollte die zulässige Grathöhe, gratfreie Kanten, kosmetische Oberflächen und Anforderungen an die Nachkontrolle nach dem Entgraten festlegen. Wenn eine Trennlinie eine Dicht- oder Gleitfläche kreuzt, sollte das Angebot eine Bearbeitung oder kontrollierte Nachbearbeitung nach dem Gießen vorsehen.
Wie sollten Heißrisse und -brüche bewertet werden?
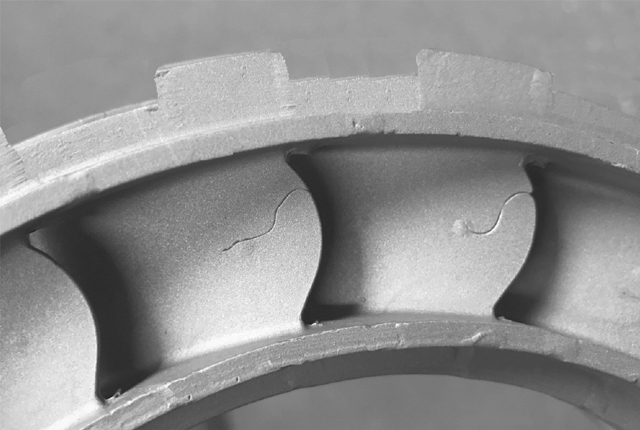
Heißrisse und Heißbrüche sind Trennungen, die während der Erstarrung des Gussstücks entstehen, wenn es durch das Werkzeug oder ungleichmäßige Abkühlung zurückgehalten wird. Diese Fehler sind schwerwiegend, wenn der Riss einen Lastpfad, eine Druckgrenze, eine bearbeitete Oberfläche oder ein Befestigungsmerkmal kreuzt.
Die Heißrissbewertung sollte das Legierungsverhalten, Wandstärkenübergänge, Ausrundungsradien, Rippendesign, behinderte Schrumpfung, Anordnung des Angusses, Kühlgleichgewicht und Auswerferspannung berücksichtigen. Die RFQ sollte strukturelle Merkmale, Druckzonen und Prüfanforderungen identifizieren. Eindringprüfung, Sichtprüfnormen, Trennverfahren, Röntgenprüfung oder CT-Prüfung können in Betracht gezogen werden, wenn das Rissrisiko die Akzeptanzkriterien beeinflusst.

Welche Prüfnachweise helfen, Aluminium-Druckgussfehler zu kontrollieren?
Prüfnachweise sollten dem Fehlerrisiko und der Teilefunktion entsprechen. Maßberichte und KMM-Prüfungen unterstützen die Toleranzkontrolle. Sichtprüfnormen unterstützen kosmetische Oberflächen, Grat, Kratzer und die Qualität der Angussentfernung. Röntgen- oder CT-Prüfungen unterstützen die interne Porositätsprüfung. Dichtheits- und Druckprüfungen unterstützen Dichtgehäuse, Pumpengehäuse, Ventile und druckbeaufschlagte Teile.
Käufer sollten die Akzeptanzkriterien vor der Angebotsabgabe festlegen. Bei sicherheitskritischen oder regulierten Anwendungen sollte das Zeichnungspaket Qualifikationsanforderungen, Dokumentationsanforderungen und die endgültige Validierungsverantwortung definieren. Der Druckgusslieferant kann die Herstellungs- und Prüfnachweise unterstützen, während die endgültige Validierung in der Verantwortung des Käufers bleibt.
Fehlerart | Wahrscheinliche Herstellungsursache | Zu prüfendes Bauteilrisiko | RFQ oder Prüfnachweis |
Gasporosität | Lufteinschluss, schlechte Entlüftung, turbulente Füllung, Feuchtigkeit oder gelöste Gase | Leckage, verringerte Druckdichtheit, freiliegende Hohlräume nach der Bearbeitung und Festigkeitsminderung | Dichtheitsprüfung, Druckprüfung, Röntgenprüfung, CT-Prüfung, Trennverfahren oder Porositätsakzeptanzkriterien |
Lunker und Mikroporosität | Ungleichmäßige Wandstärke, dicke Abschnitte, Kühlungsungleichgewicht oder unzureichende lokale Speisung | Schwache Lastpfade, Druckzonenfehler, Korrosionspfade und Hohlräume auf bearbeiteten Oberflächen | Wandprüfung, Kühlprüfung, Bearbeitungszugabe, Trennverfahren, Röntgen, CT oder Funktionstest |
Kaltläufer und Fehlfüllung | Unvollständige Füllung, lange Fließwege, schlechte Entlüftung, niedrige effektive Temperatur oder dünne Wandabschnitte | Schwache Nähte, unvollständige Kanten, kosmetische Fließmarkierungen und Montagebehinderung | Fließprüfung, Sichtprüfnorm, Maßkontrolle, Dünnwandprüfung und Musterfreigabe |
Grat und Trennlinienversatz | Werkzeugverschleiß, Schließkraftkontrolle, Verunreinigung der Dichtflächen, Wärmeausdehnung oder Schieberversatz | Grate, Entgratungskosten, Beeinträchtigung von Dichtflächen, kosmetische Fehler und Montagerisiko | Gratgrenze, Sichtprüfnorm, Entgratungsprozess, Bearbeitungsvermerk und Erstwohlingprüfung |
Heißrisse und -brüche | Schrumpfbehinderung, Legierungsempfindlichkeit, scharfe Übergänge, ungleichmäßige Abkühlung oder Auswerferspannung | Risswachstum, Lastpfadversagen, Druckleckage und Ausschussrisiko nach der Bearbeitung | Eindringprüfung, Sichtprüfnorm, Trennverfahren, Röntgenprüfung, CT-Prüfung und Akzeptanzkriterien |
Welche RFQ-Informationen reduzieren das Risiko von Aluminium-Druckgussfehlern?
Eine nützliche RFQ für Aluminium-Druckguss sollte die 2D-Zeichnung, das 3D-Modell, die Legierungsgüte, die Jahresmenge, das Prototypen- oder Produktionsstadium, die Wandstärke, kritische Maße, das Bezugssystem, kosmetische Oberflächen, Druck- oder Dichtheitsanforderungen, die Bearbeitungszugabe, Beschichtung oder Oberflächenbehandlung, gegebenenfalls Wärmebehandlung und die Prüfmethode enthalten.
Die Fehlerreduzierung hängt von einer frühzeitigen Design- und Prozessprüfung ab. Wenn Käufer funktionale Oberflächen, gratfreie Bereiche, Dichtflächen, Gewindebohrungen, Lagersitze und Druckgrenzen in der Angebotsphase identifizieren, kann der Druckgussweg mit einer realistischeren Planung von Werkzeug, Bearbeitung, Nachbearbeitung und Prüfung bewertet werden.
Häufig gestellte Fragen
Welche Materialien werden für Aluminium-Druckgussformen verwendet?
Welche üblichen Oberflächenbehandlungen gibt es für Aluminium-Druckgussteile?
Was ist die Trennlinie bei der Aluminium-Druckgussfertigung?
Dünnste Wand beim Aluminium-Druckguss: Wie dünn können wir gehen?
Zinkdruckguss vs. Aluminium-Druckguss: Was ist der Unterschied?



