Русский
Малые сложные металлические детали – литьё под давлением металла (MIM)
Литьё под давлением металла (MIM) сочетает порошок металла с вяжущим, впрыскивает в форму, затем нагревает для удаления вяжущего и спекания в прочную деталь. Идеально подходит для производства малых, сложных и высокоточных металлических изделий. Большой выбор материалов: железо (нержавеющая сталь), вольфрам, титан, инструментальная сталь, магнитные сплавы, кобальтовые сплавы и другие.

Начать расчёт стоимости MIM
Все загруженные файлы надежно защищены и конфиденциальны
Что такое сервис литья под давлением металла?
Наш сервис MIM превращает металлические порошки в сложные детали и компоненты. Мы предлагаем процессы для железа, вольфрама, титана, магнитных и кобальтовых сплавов. Изготавливаем высокоточнные и прочные заказные MIM-изделия.
MIM vs PCM
Литьё под давлением металла (MIM) и формование порошком под давлением (PCM) – разные технологии: MIM позволяет получать высокоточнные сложные детали из мелкого порошка, подходит для средних и больших тиражей; PCM прессует порошок в простые формы, экономичнее при малом и среднем объёме.
Процесс | Изображение | Метод формирования | Материалы | Плотность | Точность | Стоимость | Объём | Применение |
|---|---|---|---|---|---|---|---|---|
 | Выдавливание порошка с вяжущим | Нержавеющая сталь, титан, вольфрам и др. | 95–98 % теоретической плотности | Высокая | Высокая | Средний – высокий | Малые сложные детали (медицина, авто) | |
 | Прессование порошка в форму | Железо, сталь, керамика и др. | До 90 % теоретической плотности | Средняя – высокая | Низкая | Средний – высокий | Простые части (шестерни, подшипники) |
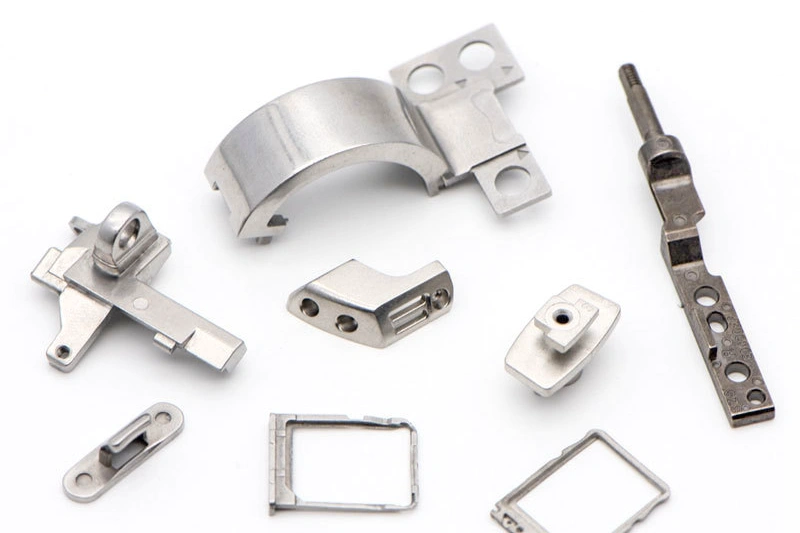
Применение MIM-изделий
Наш процесс MIM производит высококачественные детали с тонкой проработкой и высокой прочностью. Эти изделия широко применяются в различных отраслях, обеспечивая точность и универсальность для критически важных компонентов.

Металлическое литьё под давлением Materials
Смотрите, как работает MIM
MIM — это near-net-shape процесс, сочетающий преимущества литья под давлением пластика и порошковой металлургии для изготовления сложных металлических и суперсплавных деталей (нерж. сталь, титан, вольфрам и др.).
Доступна отделка поверхности
Наш сервис поверхностной обработки предлагает специализированные покрытия для изделий: электропокрытие, анодирование, порошковая окраска, термобарьерные покрытия для повышения коррозионной стойкости, износостойкости и эстетики.

Узнать больше
Механическая обработка

Узнать больше
Окраска

Узнать больше
PVD-покрытие

Узнать больше
Пескоструйная обработка

Узнать больше
Электрохимическое покрытие

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополировка

Узнать больше
IMD-процесс

Узнать больше
Шлифованный

Узнать больше
Чёрный оксид

Узнать больше
Термическая обработка

Узнать больше
Шлифовка бочечным способом

Узнать больше
Покрытие Alodine

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Гальванизация

Узнать больше
Лакировка

Узнать больше
Тефлоновое покрытие

Узнать больше
Теплостойкие покрытия

Узнать больше
Тепловые барьерные покрытия

Узнать больше
Пассивация
Галерея MIM-изделий
В нашей галерее каждый проект уникален. Мы работаем в тесном взаимодействии с клиентами, чтобы их изделия точно соответствовали спецификациям. Внимание к деталям и приверженность качеству превзойдут ваши ожидания.








Начните новый проект сегодня
Рекомендации по дизайну MIM-изделий
Узнайте ограничения процесса MIM: максимальные размеры, допуски, толщину стенок, оптимальные объёмы производства и т.д. Используйте эти рекомендации для оптимизации дизайна и снижения затрат.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.