Inconel 600
Аналогичные марки Inconel 600
UNS NO6600, W.Nr.2.4816, alloy600, NA14
Описание
Inconel 600 — это никель-хромовый сплав, известный своей превосходной стойкостью к коррозии и высоким температурам, что делает его высокопригодным для различных промышленных применений. Этот суперсплав содержит значительное количество никеля (до 75%) в сочетании с хромом и небольшими количествами железа, что способствует его способности выдерживать экстремальные условия. В порошкообразной форме Inconel 600 часто используется в аддитивном производстве (AM) и порошковой металлургии, предлагая уникальные преимущества при изготовлении компонентов со сложной геометрией и высокими эксплуатационными требованиями.
Применение
Аэрокосмическая промышленность
Порошки Inconel 600 используются для производства таких компонентов, как лопатки турбин, камеры сгорания и выхлопные системы в авиационных двигателях. Эти детали получают выгоду от стойкости сплава к окислению и способности работать под высоким термическим напряжением.
Энергетика
В ядерных реакторах и печах термообработки компоненты из Inconel 600 выдерживают коррозионное воздействие высокотемпературных газов и радиации. Его превосходные механические свойства обеспечивают долговечность и надежность деталей в условиях энергетического производства.
Химическая переработка
Благодаря стойкости к различным химическим веществам, Inconel 600 используется для производства реакторов, теплообменников и клапанов в химической промышленности. Он выдерживает воздействие агрессивных веществ, сохраняя целостность в течение длительных периодов.
Автомобилестроение
Высокопроизводительные автомобильные детали, такие как выхлопные системы и компоненты турбокомпрессоров, получают выгоду от термической стабильности и коррозионной стойкости Inconel 600. Это способствует долговечности и эффективности автомобильных двигателей, работающих под высоким напряжением и температурой.

Состав и свойства
Inconel 600 преимущественно состоит из никеля (до 75%), хрома (примерно 15-17%) и железа (6-10%), с небольшими количествами марганца, кремния, углерода и серы. Этот состав обеспечивает исключительную стойкость к окислению и коррозии, особенно в высокотемпературных применениях, сохраняя при этом высокую прочность и ударную вязкость.
Inconel 600 Типичные значения (мас.%) | |||||||||||
C | Si | Mn | P | S | Cr | Ti | Fe | Nb+Ta | Al | Ni+Co | Cu |
≤0.15 | ≤0.50 | ≤1.00 | ≤0.040 | ≤0.015 | 14.0-17.0 | ≤0.50 | 6.00-10.0 | ≤1.00 | ≤0.35 | ≥72 | ≤0.50 |
Характеристики порошка
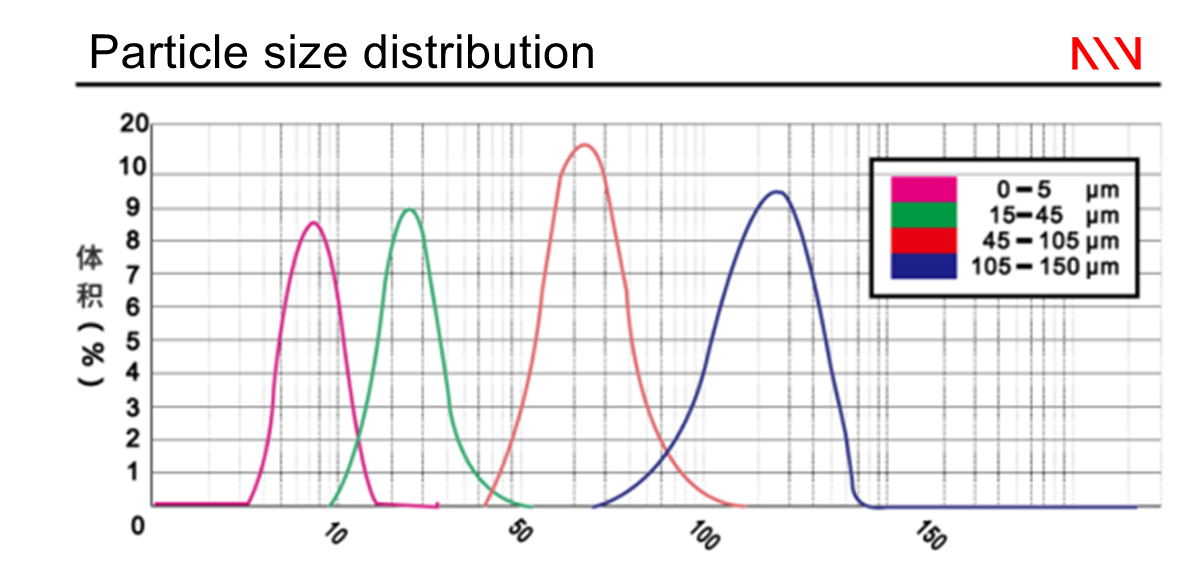
Распределение размера частиц, морфология и чистота порошков Inconel 600 имеют решающее значение для их производительности в аддитивном производстве и порошковой металлургии. Порошки обычно характеризуются сферической формой, способствующей лучшей текучести и плотности упаковки, что критически важно для достижения однородных и беспористых микроструктур.
Механические свойства готового изделия | Состояние порошка | ||||||||||||||||
Предел текучести | Предел прочности на разрыв | Удлинение | Размер | 0- 15μm | 15-45μm | 45-75μm | 45- 150μm | ||||||||||
R p0.2/MPa | R m/MPa | δ5 /% | |||||||||||||||
Горизонтально | ≥ 240 | ≥ 550 | ≥30 | Форма | сферическая | сферическая | сферическая | сферическая | |||||||||
Физические свойства
Плотность: Примерно 8.47 г/см³
Удельная площадь поверхности: Зависит от размера частиц и метода обработки, обычно в диапазоне 0.1-1 м²/г.
Сферичность: ≥98%, обеспечивающая отличную текучесть и плотность упаковки.
Насыпная плотность: 4.4-5.0 г/см³, указывающая на хорошую текучесть.
Скорость истечения по Холлу: 12-18 секунд/50 г, демонстрирующая хорошую текучесть порошка.
Точка плавления: Около 1354-1413°C (2470-2575°F), подходит для высокотемпературных применений.
Относительная плотность: Близка к 100%, достижима в деталях, изготовленных методами аддитивного производства.
Рекомендуемая толщина слоя: 20-50 мкм для процессов аддитивного производства, в зависимости от машины и требований к детали.
Технический стандарт: Техническая спецификация порошка Inconel600 для 3D-печати, ASTM B446, AMS 5666, AMS 5663, AMS 5599
Технологии производства
1. Аддитивное производство (AM)
Аддитивное производство с использованием порошков Inconel 600 представляет собой значительный прогресс в производстве сложных компонентов. Выделяются два ключевых метода:
Селективное лазерное плавление (SLM): Этот процесс включает использование высокоинтенсивного лазерного луча для выборочного плавления и сплавления частиц порошка слой за слоем в соответствии с 3D-моделью. SLM особенно полезен для создания компонентов со сложной геометрией, внутренними каналами и тонкими стенками, типичными для аэрокосмической и медицинской отраслей. Точный контроль процесса плавления позволяет получать детали высокой плотности с отличными механическими свойствами.
Электронно-лучевое плавление (EBM): EBM использует электронный луч в качестве источника энергии для плавления металлического порошка. Этот процесс происходит в вакууме, что снижает окисление и повышает чистоту конечного продукта. EBM подходит для производства деталей, требующих исключительной механической прочности и усталостной стойкости, что делает его идеальным для критических компонентов в аэрокосмической и автомобильной отраслях.
2. Порошковая металлургия
Технологии порошковой металлургии (PM) имеют решающее значение для производства высокопрочных, однородных компонентов из порошков Inconel 600:
Горячее изостатическое прессование (HIP): HIP включает применение высокого давления и температуры к порошку в герметичном контейнере. Этот процесс устраняет пористость и достигает полной плотности, результатом чего являются детали с однородной микроструктурой и улучшенными механическими свойствами. HIP используется для компонентов, требующих высокой прочности и надежности, таких как те, что применяются в энергетике и аэрокосмической отрасли.
Литье металла под давлением (MIM): MIM сочетает гибкость литья пластмасс под давлением с прочностью и долговечностью металла. Порошок Inconel 600 смешивается с полимерным связующим и впрыскивается в форму. После формования связующее удаляется, и деталь спекается для достижения полной плотности. MIM отлично подходит для производства мелких сложных деталей с жесткими допусками, таких как хирургические инструменты и аэрокосмические компоненты.
3. Напыление
Техники напыления, такие как высокоскоростное газопламенное напыление (HVOF) и плазменное напыление, наносят порошки Inconel 600 на поверхности, требующие повышенной износостойкости, коррозионной стойкости и термостойкости. Эти покрытия играют важную роль в продлении срока службы деталей, подвергающихся экстремальным условиям:
Напыление HVOF (высокоскоростное газопламенное): Напыление HVOF создает плотные, прочные покрытия с отличной адгезией. Процесс включает ускорение и сжигание смеси топлива и кислорода для распыления порошка Inconel 600 на подложку. Этот метод широко используется для компонентов, требующих превосходных свойств поверхности, включая клапаны, валы и лопатки турбин.
Плазменное напыление: Плазменная струя нагревает порошок Inconel 600 до расплавленного состояния перед нанесением его на поверхность. Плазменное напыление позволяет наносить покрытия на материалы с очень высокими точками плавления. Оно используется для различных применений, включая износостойкие покрытия на промышленном оборудовании и теплозащитные покрытия в аэрокосмической отрасли.
4. Холодная и горячая обработка
Inconel 600 также может обрабатываться методами холодной и горячей деформации для формирования листов, прутков и других форм. Эти процессы включают механическую деформацию металла при различных температурах для достижения желаемой формы и механических свойств. Холодная обработка повышает прочность и твердость за счет наклепа, в то время как горячая обработка позволяет осуществлять более значительную деформацию с минимальной потерей прочности, что делает ее подходящей для крупных сложных компонентов.
Преимущества в производстве
Использование этих передовых технологий производства предлагает многочисленные преимущества, включая:
Кастомизация и сложность: Позволяет производить индивидуальные детали со сложной геометрией, отвечающие конкретным требованиям применения.
Экономия материала: Минимизирует отходы, используя материалы более эффективно по сравнению с традиционными субтрактивными методами.
Улучшенные свойства: Достигает превосходных механических и физических свойств благодаря контролируемым производственным процессам, обеспечивая работу компонентов в экстремальных условиях.
Скорость выхода на рынок: Сокращает время разработки и производства, позволяя быстрее итерировать и кастомизировать конструкции.
Производство с использованием суперсплавов Inconel 600
Основные производственные процессы:
Никелевые жаропрочные сплавы обычно используются для обеспечения коррозионной стойкости, термостойкости и работы в других экстремальных условиях, таких как рабочие колеса, насосные клапаны, автозапчасти и т.д. Neway располагает различными технологиями обработки для изготовления деталей из никелевых жаропрочных сплавов и решения связанных с ними проблем, таких как деформация, растрескивание и пористость.
Литье металла под давлением (MIM)
Горячее изостатическое прессование (HIP)
ПОЛУЧИТЕ БЕСПЛАТНУЮ УСЛУГУ ПРОТОТИПИРОВАНИЯ ПРЯМО СЕЙЧАС!: Консультационные услуги по проектированию в Neway
Изучить связанные блоги



