Металлоинжекционное формование: плюсы, минусы и важные аспекты | Neway
Процесс литья порошкового металла под давлением (MIM) — это метод изготовления, сочетающий универсальность литья под давлением пластика с прочностью и стойкостью порошковой металлургии. MIM предлагает уникальное решение для массового производства, позволяя создавать сложные прецизионные детали для различных отраслей. В этом блоге подробно рассматриваются этапы процесса MIM, его преимущества и недостатки, а также ключевые аспекты для массового производства.

Что такое литьё порошкового металла под давлением
Литьё порошкового металла под давлением (MIM) — это прогрессивная технология изготовления, которая уже десятилетиями формирует промышленность. Но что такое MIM и как он развивался? Рассмотрим определение, историю и роль MIM в различных секторах.
Определение и история
MIM объединяет возможность массового производства методом литья под давлением с преимуществами металлических материалов. Процесс включает смешение металлического порошка с связывающим веществом для формирования исходного материала (фидстока), который затем впрыскивается в форму для получения «зелёного» изделия. После удаления связки проводится спекание для придания детали окончательных свойств.
Корни MIM уходят в 1970-е годы, когда стал расти спрос на сложные металлические детали в больших объёмах. За годы развития материаловедения и управления процессами возможности MIM значительно расширились, и сегодня это один из ведущих методов производства точных металлических изделий.
Роль в промышленности
MIM критически важен в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, медицина, электроника и потребительские товары. Способность производить сложные детали с высокой точностью и отличными механическими характеристиками делает его идеальным для применения, где важны надёжность и производительность. MIM используется для хирургических инструментов, автомобильных компонентов, аэрокосмических деталей и электронных устройств.

Этапы процесса MIM
Процесс литья порошкового металла под давлением включает несколько стадий, преобразующих металлический порошок в плотные цельные компоненты. Каждая стадия критична для качества и свойств конечного изделия. Подробно рассмотрим шаги ниже.
Смешение фидстока
Процесс начинается с подготовки фидстока — смеси металлического порошка и связующего. Порошок обеспечивает материальные свойства, а связка облегчает формование. Смесь должна быть однородной для равномерного распределения порошка.
Литьё под давлением
Нагретый фидсток под давлением впрыскивается в форму, аналогично пластическому литью под давлением. Форма спроектирована с учётом компенсации усадки во время спекания.
Удаление связки и спекание
После извлечения «зелёного» изделия связующее удаляется в процессе дегидрирования, образуя пористую «коричневую» заготовку. Эта заготовка затем подвергается спеканию при высокой температуре в контролируемой атмосфере, что обеспечивает прочное соединение частиц и получение плотного изделия.
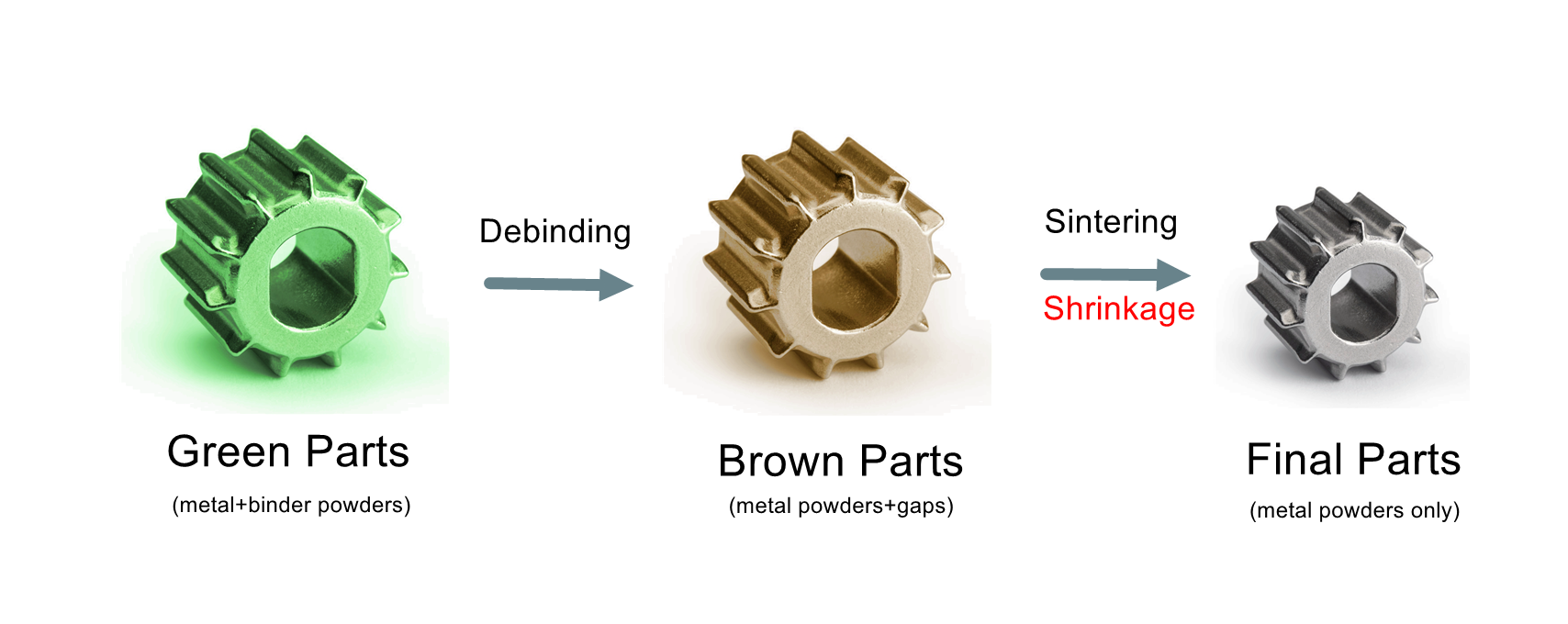
Корректировка формы
Из-за усадки при спекании размеры изделия могут не совпадать с размерами формы. Для достижения точных допусков и требуемой поверхности выполняют механическую обработку, например CNC-обработку или полировку.
Преимущества MIM
MIM предлагает ряд преимуществ, что делает его предпочтительным выбором для производства сложных металлических деталей в больших объёмах. Рассмотрим основные из них.
Высокая точность
MIM обеспечивает жёсткие допуски, обычно ±0,3 % от номинального размера, что важно для изделий с точными геометрическими требованиями.
Высокая сложность
MIM способен формовать сложные геометрии, тонкие стенки и мелкие детали, недоступные традиционными методами. Любая форма, возможная при пластическом литье, реализуема и в MIM.
Экономическая эффективность
При больших объёмах единичная стоимость изделия часто ниже, чем у альтернативных технологий, например у методов инвестиционного литья.
MIM vs. литьё по выплавляемым моделям
Рассмотрим пример изготовления кубика из нержавеющей стали 316L размером 10×10×10 мм:
Критерий сравнения | MIM | Инвестиционное литьё | |
Изделие: куб 10×10×10 мм SS316L | 7,85 г | 7,85 г | |
Стоимость формы | 2000 USD (высокая) | 1000 USD (средняя) | |
Стоимость материала | 0,06 USD/шт (средняя) | 0,04 USD/шт (низкая) | |
Стоимость литья | 0,20 USD/шт (низкая) | 0,35 USD/шт (высокая) | |
Прочие расходы | 0,10 USD/шт | 0,05 USD/шт | |
Допуск | высокий (0,3 %) ±0,03 мм | средний (0,5 %) ±0,05 мм | |
Производительность | 4000 шт/день | 0,36 USD/шт | 0,44 USD/шт |
Широкий выбор материалов для MIM
MIM поддерживает разнообразные материалы, от стали и нержавеющей стали до карбидов и титанових сплавов.
Формовка твёрдых и тугоплавких металлов
MIM позволяет обрабатывать высокоэффективные сплавы, такие как кобальтовые сплавы, вольфрамовые сплавы и инструментальные стали.
Недостатки MIM
Несмотря на многочисленные преимущества, MIM имеет и свои недостатки, главным образом высокий первоначальный расход, что может быть барьером для небольших объёмов или ограниченных бюджетов. Рассмотрим основные статьи затрат.
Высокие первоначальные расходы
Стоимость формы
Формы для MIM сложны и дороги в производстве, но их долговечность позволяет окупить затраты при больших тиражах.
Стоимость связующего
Связующие составы и металлический порошок могут стоить дороже, чем традиционные материалы, но дают преимущество near-net-shape, снижая отходы.
Расходы на удаление связки
Процесс дегидрирования требует специализированного оборудования и времени, особенно для сложных геометрий.
Стоимость спекания
Высокотемпературное спекание в контролируемой атмосфере требует энергии и специальной техники, однако стоимость на единицу уменьшается с увеличением партии.
Расходы на постобработку
Дополнительные операции, такие как CNC-обработка или полировка, могут повысить конечную цену.
Ограничения по размеру изделий
MIM оптимален для деталей размером до ~50 мм. Neway может изготавливать до 250 мм, но далее сложность и трудоёмкость растут.
Проблемы процесса MIM
Каждый этап — от смешения фидстока до параметров литья и условий спекания — требует высокой квалификации и строгого контроля качества.
Важные аспекты производства MIM
Выбор связующего
Связующее должно гарантировать хорошую текучесть и легко удаляться без остатков.
Размер частиц
Мелкие частицы улучшают прочность «зелёного» изделия и качество поверхности, но повышают вязкость смеси.
Дизайн формы
Оптимальный дизайн формы для MIM минимизирует дефекты и учитывает усадку.
Тонкие стенки
Рекомендуемая минимальная толщина стенки — 0,35 мм. Для 0,2 мм может потребоваться последующая CNC-обработка.
Наши услуги по MIM
Neway — производитель индивидуальных деталей с 30-летним опытом. В качестве поставщика MIM мы предлагаем полный цикл услуг от проектирования до производства:
1. Консультация по дизайну: наши инженеры по материалам и конструкции оказывают бесплатные консультации по выбору материалов, технологий и проектированию.
2. Механическое проектирование и копирование данных: подготовка производственных чертежей на основе ваших спецификаций или образцов.
3. Быстрое прототипирование: тестирование прототипов методом CNC-обработки, 3D-печати и быстрого формования.
4. Изготовление по требованию: без минимального заказа для снижения первоначальных затрат.
5. Сборка и простые испытания: пайка, крепление, сборка защёлками, а также измерительные, прочностные и ресурсные испытания.
