Русский
Сервис быстрой CNC-обработки и прототипирования
С нашими индивидуальными услугами CNC-обработки вы получите только лучшее. Наша команда применяет новейшие технологии и методы, чтобы превзойти ваши ожидания.

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Сервис CNC-обработки на заказ
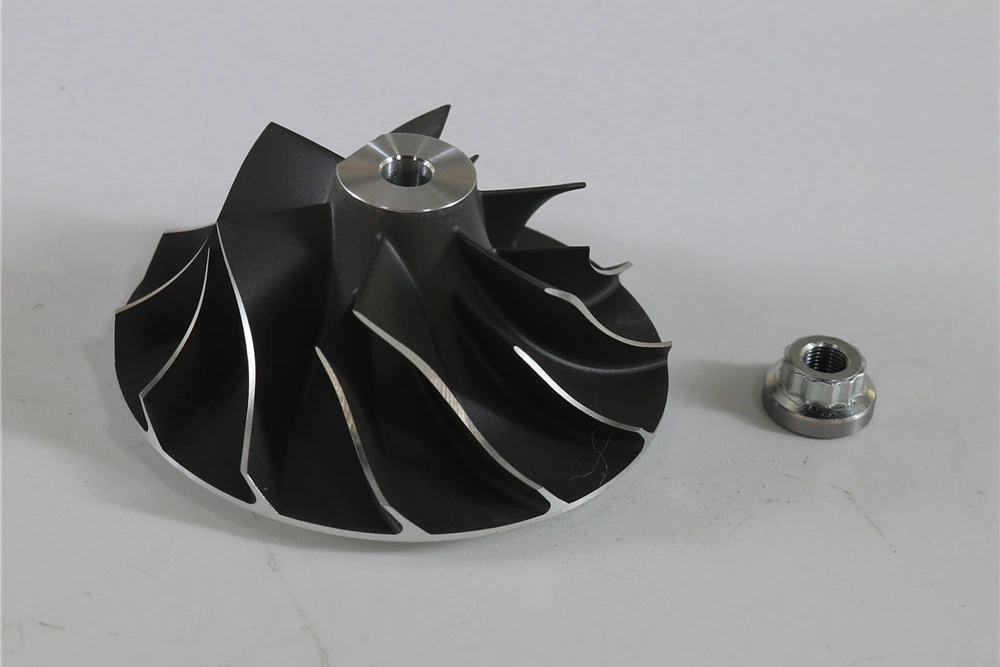
Наш сервис CNC-обработки на заказ предлагает высокоточные решения для различных отраслей. Мы изготавливаем сложные детали из нержавеющей стали, титана, жаропрочных сплавов, пластика и композитов. Используя 3-, 4- и 5-осевые станки, мы достигаем строгих допусков и сложных геометрий с исключительной точностью. Быстрое прототипирование, мелкосерийное и крупносерийное производство – мы обеспечиваем оперативные сроки и превосходное качество.

Наш EDM-сервис точно обрабатывает сложные формы, подрезы и жаропрочные материалы с допуском ±0,005 мм.

Наш сервис CNC-обработки предлагает высокоточные детали из суперсплавов, металлов, пластика и керамики с быстрым прототипированием и производством по требованию.

Услуга фрезерования CNC по требованию обеспечивает высокую точность (±0,001″) для сложных деталей, используя 3-, 4- и 5-осевые станки.

Индивидуальная токарная CNC-обработка обеспечивает точные цилиндрические детали из суперсплавов, металлов, пластика, керамики и высокопрочных материалов.

Наш сервис глубокого сверления CNC гарантирует точные отверстия в различных материалах и применениях; максимальное соотношение глубина/диаметр 100:1.

Сервис расточки CNC обеспечивает точное расширение и отделку отверстий для крупных и сложных деталей, включая внутренние шлицы и канавки.

Услуга шлифования CNC обеспечивает ультраточные поверхности и жесткие допуски для сложных форм в керамике, металлах и суперсплавах.

Наша многоосная CNC-обработка использует 4- и 5-осевые станки для получения сложных деталей с жесткими допусками.

Сервис прецизионной CNC-обработки обеспечивает высочайшую точность для самых требовательных спецификаций в различных материалах и отраслях.
Наш EDM-сервис точно обрабатывает сложные формы, подрезы и жаропрочные материалы с допуском ±0,005 мм.
Наш сервис CNC-обработки предлагает высокоточные детали из суперсплавов, металлов, пластика и керамики с быстрым прототипированием и производством по требованию.
Услуга фрезерования CNC по требованию обеспечивает высокую точность (±0,001″) для сложных деталей, используя 3-, 4- и 5-осевые станки.
Индивидуальная токарная CNC-обработка обеспечивает точные цилиндрические детали из суперсплавов, металлов, пластика, керамики и высокопрочных материалов.
Наш сервис глубокого сверления CNC гарантирует точные отверстия в различных материалах и применениях; максимальное соотношение глубина/диаметр 100:1.
Наш EDM-сервис точно обрабатывает сложные формы, подрезы и жаропрочные материалы с допуском ±0,005 мм.
Наш сервис CNC-обработки предлагает высокоточные детали из суперсплавов, металлов, пластика и керамики с быстрым прототипированием и производством по требованию.
Услуга фрезерования CNC по требованию обеспечивает высокую точность (±0,001″) для сложных деталей, используя 3-, 4- и 5-осевые станки.
Индивидуальная токарная CNC-обработка обеспечивает точные цилиндрические детали из суперсплавов, металлов, пластика, керамики и высокопрочных материалов.
Наш сервис глубокого сверления CNC гарантирует точные отверстия в различных материалах и применениях; максимальное соотношение глубина/диаметр 100:1.
Сервис расточки CNC обеспечивает точное расширение и отделку отверстий для крупных и сложных деталей, включая внутренние шлицы и канавки.
Услуга шлифования CNC обеспечивает ультраточные поверхности и жесткие допуски для сложных форм в керамике, металлах и суперсплавах.
Наша многоосная CNC-обработка использует 4- и 5-осевые станки для получения сложных деталей с жесткими допусками.
Сервис прецизионной CNC-обработки обеспечивает высочайшую точность для самых требовательных спецификаций в различных материалах и отраслях.
Наш EDM-сервис точно обрабатывает сложные формы, подрезы и жаропрочные материалы с допуском ±0,005 мм.
Наш сервис CNC-обработки предлагает высокоточные детали из суперсплавов, металлов, пластика и керамики с быстрым прототипированием и производством по требованию.
Преимущества CNC-обработки
Наш сервис CNC-обработки обеспечивает непревзойденную точность и эффективность. Благодаря продвинутой автоматизации и многоосным возможностям мы гарантируем высочайшее качество, оперативные сроки и значительную экономию.

Применения CNC-деталей
Наш сервис CNC-обработки поставляет прецизионные компоненты для широкого круга отраслей. Ознакомьтесь с нашим ассортиментом индивидуальных деталей, изготовленных по строгим стандартам качества и допусков.
Доступные варианты финишной обработки
Наш сервис поверхностной обработки предлагает специализированные покрытия для изделий на заказ, повышая их долговечность, эстетичность и эксплуатационные характеристики. Мы предоставляем электроосаждение, анодирование, порошковое покрытие и термические барьерные покрытия для оптимизации коррозионной стойкости, износостойкости и внешнего вида металлических и пластиковых компонентов.

Узнать больше
Обработка по станку

Узнать больше
Покраска

Узнать больше
PVD-покрытие

Узнать больше
Пескоструйная обработка

Узнать больше
Электролитическое покрытие

Узнать больше
Полирование

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополирование

Узнать больше
IMD (декорирование в форме)

Узнать больше
Шлифованная отделка

Узнать больше
Черный оксид

Узнать больше
Термическая обработка

Узнать больше
Тумблинг

Узнать больше
Alodine-покрытие

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Гальванизация

Узнать больше
Лакокрасочное покрытие

Узнать больше
Тефлоновое покрытие

Узнать больше
Термические покрытия

Узнать больше
Термические барьерные покрытия

Узнать больше
Пассивация
Галерея изделий на заказ
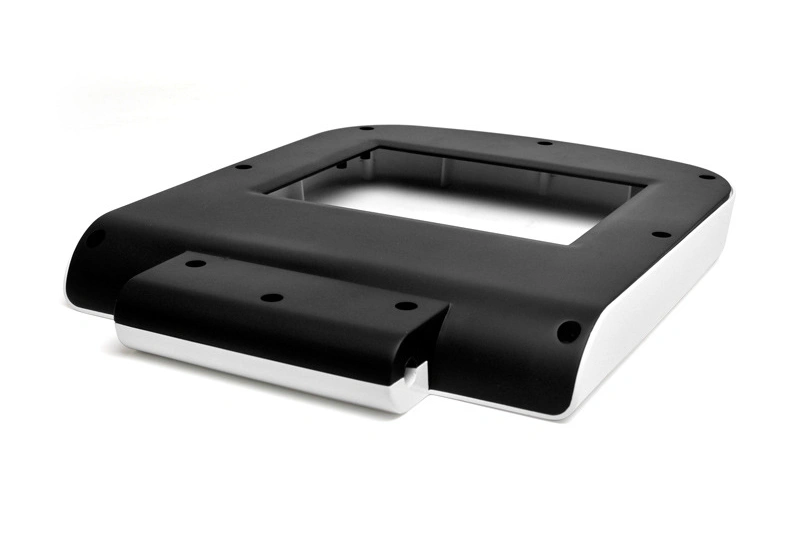
В нашей галерее изделий на заказ мы понимаем, что каждый проект уникален. Мы тесно сотрудничаем с клиентами, чтобы каждая деталь соответствовала их точным требованиям. Внимание к деталям и стремление к качеству гарантируют, что ваши изделия превзойдут ожидания.







Начните новый проект сегодня
Рекомендации по дизайну CNC-деталей на заказ
Эти рекомендации содержат стандартные отраслевые значения для деталей CNC-обработки, обеспечивая точность, высокую жесткость и минимальную деформацию при оптимальном соотношении точности, технологичности и стоимости.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.