Что такое усадка при литье металлов под давлением?
Усадка при литье металлов под давлением (MIM) — это контролируемое уменьшение размеров, которое происходит, когда формованная «зеленая» деталь становится плотной спеченной металлической деталью в процессе удаления связующего и спекания. Практическая проблема при запросе предложения (RFQ) заключается в определении того, как материал MIM, сырье, геометрия детали, компенсация пресс-формы, процесс спекания и план контроля будут управлять критическими размерами небольших сложных металлических деталей.
Что означает усадка при литье металлов под давлением?
При литье металлов под давлением усадка означает, что форма впрыскиваемого сырья становится меньше по мере удаления связующего и уплотнения частиц металлического порошка во время спекания. Формованная «зеленая» деталь намеренно делается больше, чем конечная металлическая деталь, поскольку пресс-форма и план процесса должны компенсировать ожидаемое изменение размеров.
При контролируемом процессе MIM усадка не является случайным дефектом. Усадка — нормальная часть процесса MIM. Риск для покупателей заключается в неравномерной усадке, непредсказуемом короблении или неконтролируемом изменении размеров таких элементов, как отверстия, пазы, тонкие стенки, резьба, бобышки, базовые поверхности и сопрягаемые поверхности.
Фактор усадки MIM | Затрагиваемый этап производства | Риск для размеров | Информация для RFQ, которую должны предоставить покупатели |
|---|---|---|---|
Тип металлического порошка | Подготовка сырья и спекание | Различные сплавы и характеристики порошка могут давать разную усадку | Целевая марка сплава и любой одобренный материал-заменитель |
Система связующего | Литье под давлением и удаление связующего | Удаление связующего может повлиять на стабильность формы перед спеканием | Функциональные поверхности и хрупкие элементы |
Содержание порошка | Стабильность сырья | Изменения могут повлиять на конечную плотность и тенденцию изменения размеров | Критические размеры и приоритет контроля |
Толщина стенки детали | Удаление связующего, нагрев и спекание | Толстые и тонкие участки могут давать разную усадку или коробление | Толщина стенок, ребра, бобышки и изменения сечения |
Геометрия элемента | Оснастка, удаление связующего и поддержка при спекании | Маленькие отверстия, длинные пазы, тонкие стойки и глубокие элементы могут смещаться или закрываться | Функциональные отверстия, пазы, резьбы и интерфейсы сборки |
Поддержка при спекании | Загрузка печи для спекания | Неподдерживаемые элементы могут провисать, коробиться или деформироваться | Требования к плоскостности, прямолинейности и базовым поверхностям |
Компенсация пресс-формы | Проектирование пресс-формы | Неправильная компенсация может привести к систематическому увеличению или уменьшению размеров деталей | 2D-чертеж, схема допусков и окончательные контрольные размеры |
Вторичная механическая обработка | Финишная обработка после спекания | Критические элементы могут все еще требовать механической обработки после усадки | Механически обработанные базовые поверхности, резьбы, отверстия или уплотнительные поверхности |
Когда происходит усадка в процессе MIM?
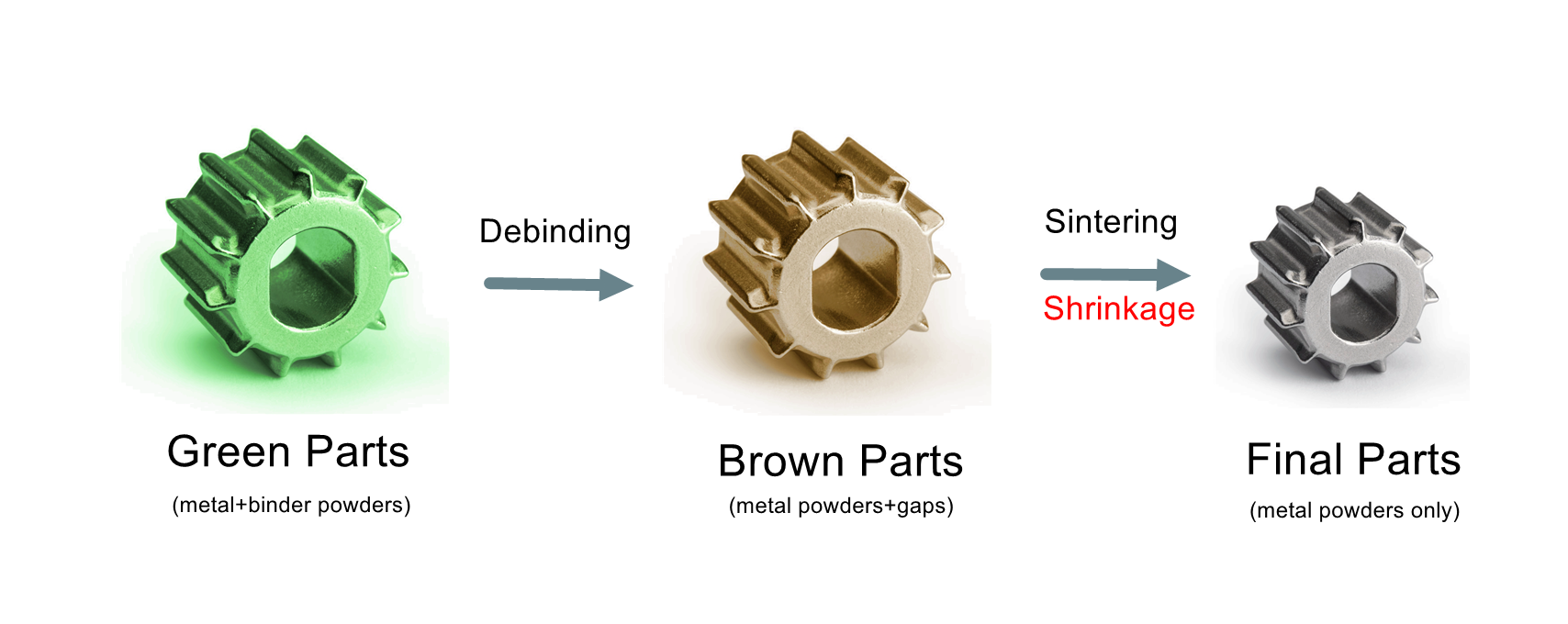
Усадка MIM в основном становится заметной во время спекания, после того как формованная «зеленая» деталь прошла стадию удаления связующего. «Зеленая» деталь содержит металлический порошок и связующее. Удаление связующего удаляет систему связующего, оставляя хрупкую «коричневую» деталь, которая должна сохранять достаточную форму для спекания.
Во время спекания частицы металлического порошка соединяются и уплотняются. Это уплотнение уменьшает общие размеры детали и создает конечную металлическую структуру. Направление и постоянство усадки зависят от порошка, связующего, геометрии детали, поддержки, условий в печи и управления процессом.
Покупатель должен понимать, что полость пресс-формы не совпадает по размеру с конечной деталью. Поставщик MIM проектирует пресс-форму с компенсацией усадки, чтобы спеченная деталь могла достичь целевых размеров после ожидаемого уменьшения.
Как материал, сырье и геометрия детали влияют на усадку MIM?
Материал и сырье влияют на усадку, поскольку каждый сплав и система порошка MIM имеют свое собственное поведение при спекании. Нержавеющая сталь, низколегированная сталь, инструментальная сталь, магнитные сплавы и другие материалы MIM могут требовать разных технологических допущений. Точный коэффициент усадки должен быть подтвержден поставщиком для выбранного материала и системы сырья.
Геометрия детали также влияет на усадку. Равномерное сечение стенки обычно легче контролировать, чем деталь с резкими изменениями сечения, отдельными толстыми бобышками, тонкими консолями, длинными пазами, глухими отверстиями или очень маленькими элементами. Неравномерное распределение массы может увеличить риск коробления при удалении связующего и спекании.
Покупателям следует заранее определить функциональные размеры. Внешний декоративный профиль может допускать большие отклонения, чем отверстие под подшипник, защелка, резьбовое отверстие, уплотнительная поверхность, зуб шестерни или сопрягаемая база. Это различие помогает поставщику планировать оснастку, поддержку при спекании, контроль и возможную вторичную механическую обработку.
Как усадка влияет на размеры и допуски MIM?
Усадка влияет как на общий размер детали, так и на точность отдельных элементов. Даже при прогнозировании общей усадки на отдельные элементы могут влиять расположение литника, толщина стенки, путь удаления связующего, поддержка при спекании, загрузка печи и ориентация детали.
Для RFQ на MIM покупателям следует избегать назначения жестких допусков на все элементы по умолчанию. Жесткие допуски следует резервировать для функциональных размеров, таких как сопрягаемые поверхности, отверстия, расточки, расположение резьбы, уплотнительные зоны, установочные элементы и базовые поверхности. Для нефункциональных размеров часто можно использовать более широкие ожидаемые допуски.
Если размер слишком критичен для контроля в состоянии после спекания MIM, может потребоваться вторичная механическая обработка, чеканка, калибровка, шлифование или другая финишная операция. Чертеж должен четко указывать эти критические элементы, чтобы в ценовое предложение был включен правильный маршрут обработки.
Как оснастка и управление процессом компенсируют усадку MIM?
Оснастка MIM компенсирует усадку путем масштабирования полости пресс-формы и корректировки конструкции элементов в соответствии с выбранным сырьем и процессом спекания. Эта компенсация основана на опыте процесса, данных о материале, поведении потока в пресс-форме и обратной связи по размерам от пробных образцов.
Управление процессом поддерживает эту компенсацию. Стабильность сырья, условия литья под давлением, цикл удаления связующего, профиль температуры спекания, атмосфера печи, поддержка детали и обратная связь от контроля — все это влияет на постоянство размеров. Стабильный процесс помогает поставщику сохранять предсказуемость усадки от пробной партии до серийного производства.
Контроль замыкает цикл. Контроль первой детали, измерения на КИМ, проверка калибрами, визуальный контроль, анализ плотности и функциональные испытания могут определить, правильна ли компенсация усадки или требуется корректировка оснастки, процесса или вторичных операций.
Что следует предоставлять покупателям, когда усадка MIM является проблемой при составлении ценового предложения?
Полезный RFQ на MIM должен включать 3D CAD-модель, 2D-чертеж, целевой сплав, ожидаемое количество, функцию детали, критические размеры, примечания по допускам, требования к качеству поверхности, потребность в термообработке или вторичных операциях, требования к контролю и любые интерфейсы сборки, которые не могут быть изменены.
Покупателям также следует отметить размеры, которые являются критическими после спекания. Если отверстия будут сверлиться после спекания, резьба будет нарезаться механически, базовая поверхность будет шлифоваться или поверхность будет полироваться, эти операции должны быть указаны до получения ценового предложения.
Практический ответ заключается в том, что усадка MIM является ожидаемой и управляемой, когда выбор материала, компенсация пресс-формы, удаление связующего, спекание, контроль и вторичные операции планируются вместе. Точное значение усадки следует рассматривать как специфическое для конкретного проекта, а не копировать из общего правила.
Связанные вопросы
