Français
Service de moulage sous pression d’aluminium en ligne
Nous proposons un service sur mesure de moulage sous pression d’aluminium, de la conception jusqu’à la pièce finie, afin de fournir des pièces en aluminium de haute qualité à moindre coût.

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
Qu’est-ce que le service de moulage sous pression d’aluminium ?
Notre service de moulage sous pression d’aluminium fournit des composants métalliques de haute qualité et à coût maîtrisé grâce à un procédé de précision assurant une excellente exactitude dimensionnelle et un très bel état de surface. Idéal pour l’automobile, l’aéronautique et l’industrie.

Applications des pièces moulées sous pression
Les pièces en aluminium moulé sous pression sont légères et résistantes, et utilisées dans divers secteurs : aéronautique, automobile, électronique grand public, etc., pour des composants de haute précision.
Moulage sous pression à chambre chaude vs chambre froide
Le moulage sous pression à chambre chaude et à chambre froide sont deux méthodes principales de l’industrie, chacune adaptée à différents métaux et applications, avec leurs avantages et limites.

Moulage sous pression à chambre chaude
Aussi appelé moulage gooseneck, le métal fondu reste dans une chambre chauffée adjacente à la cavité de moulage. Un piston immergé pousse le métal dans le moule via un canal coudé. Idéal pour les métaux à faible point de fusion (zinc, magnésium, certaines alliages d’aluminium) avec des temps de cycle très courts, mais pas adapté aux métaux à haut point de fusion.

Moulage sous pression à chambre froide
Utilisé pour les métaux à haut point de fusion (alliages d’aluminium, cuivre), le métal fondu est transvasé dans une chambre froide externe, puis injecté dans le moule par un piston hydraulique ou mécanique. Permet des pièces denses et complexes, évitant d’endommager la machine, mais les temps de cycle sont plus longs en raison du transvasement.
Fonderie sous pression en aluminium Materials
Capacités de moulage sous pression d’aluminium Neway
Neway est spécialisé dans le moulage sous pression d’aluminium et propose des services sur mesure avec une large gamme de tailles et de finitions de surface. Contactez-nous et envoyez vos plans pour un service complet.
Comment fonctionne le moulage sous pression chez Neway
Découvrez les bases du procédé : injection de métal fondu sous haute pression dans des moules en acier pour produire des pièces complexes. La vidéo couvre les alliages courants (aluminium, zinc, magnésium) et explique comment le coût initial du moule est compensé par l’efficacité en volume.
Finitions disponibles pour pièces personnalisées
Notre service de traitement de surface offre des finitions spécialisées pour améliorer durabilité, esthétique et performance. Nous proposons électrodéposition, anodisation, revêtement en poudre et revêtements barrières thermiques pour optimiser résistance à la corrosion et à l’usure.

En savoir plus
Usinage

En savoir plus
Peinture

En savoir plus
Dépôt physique en phase vapeur (PVD)

En savoir plus
Sablage

En savoir plus
Galvanoplastie

En savoir plus
Polissage

En savoir plus
Anodisation

En savoir plus
Thermolaquage

En savoir plus
Électropolissage

En savoir plus
IMD (In-Mold Decoration)

En savoir plus
Finition brossée

En savoir plus
Oxyde noir

En savoir plus
Traitement thermique

En savoir plus
Tournage

En savoir plus
Revêtement Alodine

En savoir plus
Chromage

En savoir plus
Phosphatation

En savoir plus
Nitruration

En savoir plus
Galvanisation à chaud

En savoir plus
Vernis

En savoir plus
Revêtement Téflon

En savoir plus
Revêtements thermiques

En savoir plus
Revêtements barrières thermiques

En savoir plus
Passivation
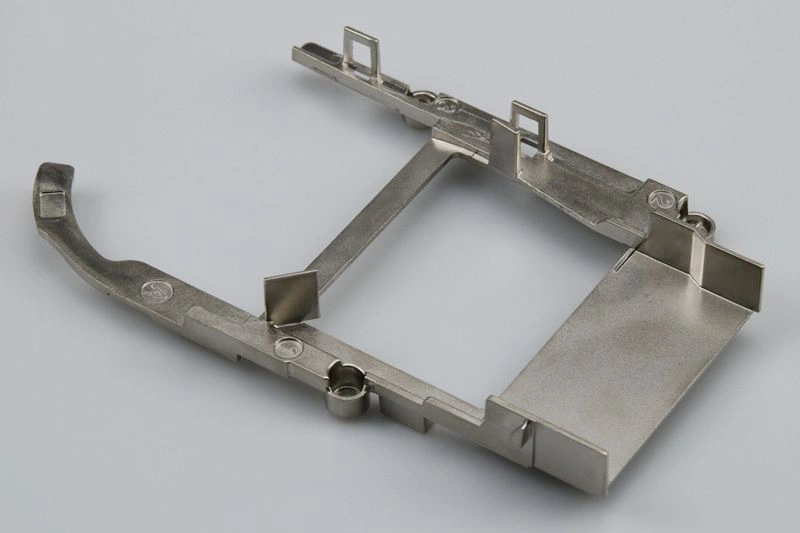
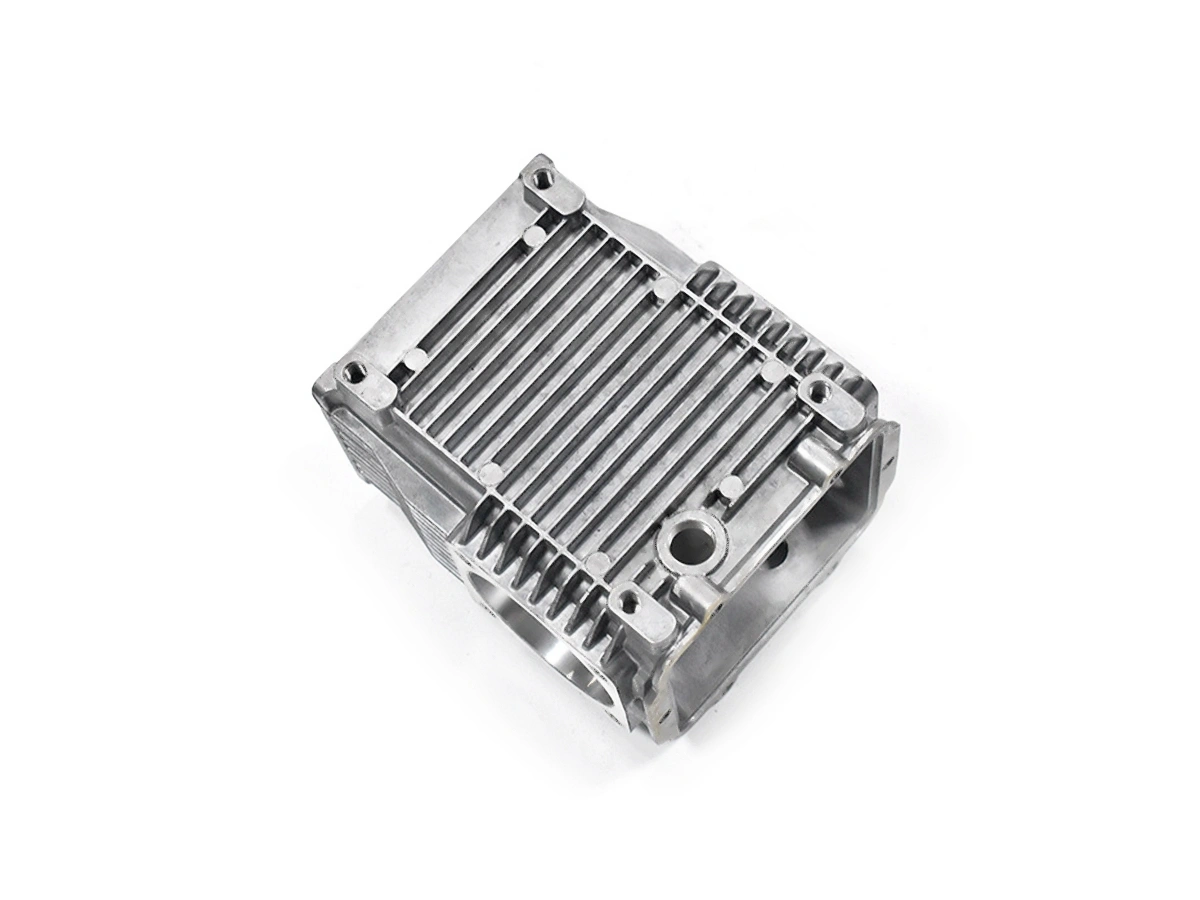
Galerie de pièces moulées sous pression en aluminium
Explorez notre collection de pièces moulées sous pression en aluminium : des composants automobiles aux applications aérospatiales, fabriqués avec précision et durabilité grâce à un processus contrôlé en température. Découvrez le savoir-faire technique et artistique derrière chaque pièce.







Commençons un nouveau projet aujourd'hui
Conseils de conception pour pièces moulées sous pression
Appliquez ces recommandations pour améliorer l’efficacité de fabrication, réduire les défauts et garantir la cohérence. En suivant les valeurs standards de l’industrie, optimisez le refroidissement, minimisez les concentrations de contraintes et simplifiez le processus de moulage.
Frequently Asked Questions
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.