Défauts courants et solutions dans le moulage sous pression d'aluminium
Quels défauts de moulage sous pression d'aluminium sont importants dans l'examen des RFQ?
Le moulage sous pression d'aluminium peut affecter les boîtiers, couvercles, supports, pièces de dissipation thermique, cadres et composants sous pression. L'examen des défauts de moulage sous pression d'aluminium doit relier chaque défaut à la caractéristique de la pièce, au risque fonctionnel, à la cause du procédé et aux preuves d'inspection. Le problème pratique dans les RFQ est de déterminer quels défauts sont esthétiques, lesquels affectent l'usinage ou l'assemblage, et lesquels nécessitent une inspection telle que la mesure CMM, un standard visuel, une inspection aux rayons X, une tomodensitométrie, un test d'étanchéité ou un essai de pression.
Les défauts courants du moulage sous pression d'aluminium comprennent la porosité gazeuse, la porosité de retrait, les soudures froides, les manques, les bavures, le désalignement du plan de joint, les fissures à chaud, les défauts de surface et l'exposition des cavités internes lors de l'usinage. La plupart des contrôles commencent avant l'outillage : le choix de l'alliage, l'équilibre des parois, la conception des canaux d'alimentation et des évents, la position des débordements, la température du moule, la disposition du refroidissement, le contrôle du bridage et la surépaisseur d'usinage influencent tous la qualité finale de la pièce.
Comment la porosité affecte-t-elle les pièces moulées sous pression d'aluminium?
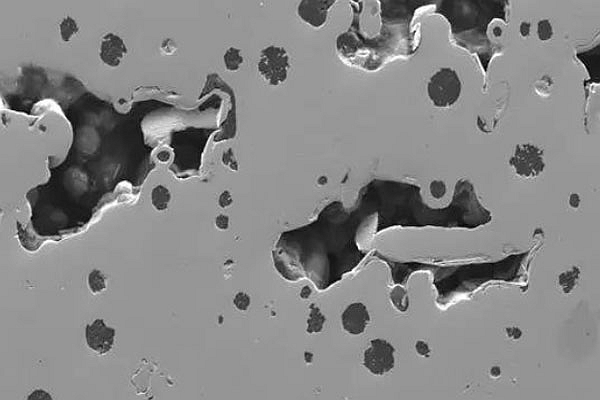
La porosité est un vide ou une cavité à l'intérieur d'une pièce moulée sous pression d'aluminium, et elle devient importante lorsque le vide affecte la résistance, l'étanchéité, l'étanchéité à la pression, les surfaces esthétiques ou les caractéristiques usinées. La porosité gazeuse peut provenir de l'emprisonnement d'air, d'une mauvaise ventilation, d'un remplissage turbulent, de l'humidité, de gaz dissous ou d'une conception inadéquate des canaux d'alimentation et des évents.
Le contrôle de la porosité commence par l'écoulement du métal et l'évacuation de l'air. Le RFQ doit identifier les surfaces sous pression, les faces d'étanchéité, les alésages usinés, les chemins de fuite et les zones esthétiques car différentes zones peuvent nécessiter des critères d'acceptation différents. L'inspection peut inclure le sectionnement, l'inspection aux rayons X, la tomodensitométrie, le test d'étanchéité ou l'essai de pression lorsque la fonction de la pièce nécessite un examen des défauts internes.
Comment se forment le retrait et la microporosité dans les sections moulées sous pression?
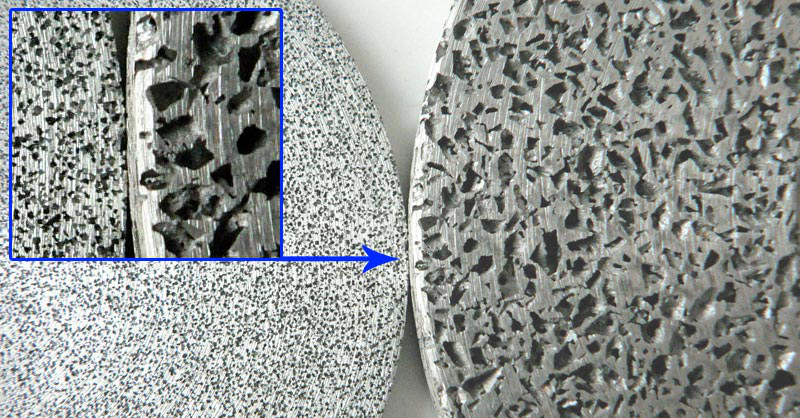
Le retrait et la microporosité se forment lorsque l'aluminium se contracte pendant la solidification et que l'apport local de métal ne peut pas compenser le changement de volume. Les sections épaisses, les transitions de paroi inégales, les bossages isolés, les nervures lourdes, un mauvais équilibre de refroidissement et des conditions d'alimentation inappropriées peuvent augmenter le risque de retrait.
La direction de la solution n'est pas seulement de modifier un réglage de la machine. La conception de la pièce peut nécessiter un équilibre de l'épaisseur des parois, des transitions plus douces, un meilleur emplacement des canaux d'alimentation, un ajustement des débordements, une révision de la disposition du refroidissement ou des changements de surépaisseur d'usinage localisés. L'acheteur doit marquer les sections portantes, les zones sous pression et les surfaces usinées car le retrait peut être acceptable dans une zone et inacceptable dans une autre.
Quelles sont les causes des soudures froides et des manques dans le moulage sous pression d'aluminium?
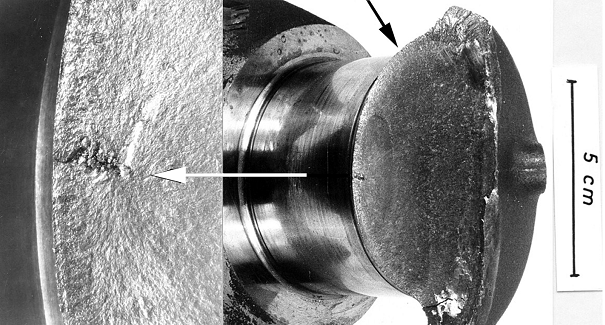
Les soudures froides et les manques se produisent lorsque l'aluminium en fusion ne fusionne pas complètement ou ne remplit pas complètement la cavité du moule avant la solidification. Ces défauts apparaissent souvent sous forme de lignes d'écoulement, de bords incomplets, de discontinuités dans les sections minces ou de joints faibles là où deux fronts de métal se rencontrent sans fusion appropriée.
Les causes possibles incluent une température de métal en fusion trop basse, une température de moule basse, une mauvaise ventilation, un emplacement inapproprié des canaux d'alimentation, des chemins d'écoulement longs, des parois minces, des restrictions d'écoulement ou une solidification prématurée. Les dessins de RFQ doivent mentionner les parois minces, les longues nervures, les poches profondes, les transitions brusques et les limites esthétiques des lignes d'écoulement afin que le processus de moulage sous pression puisse être examiné avant l'outillage.
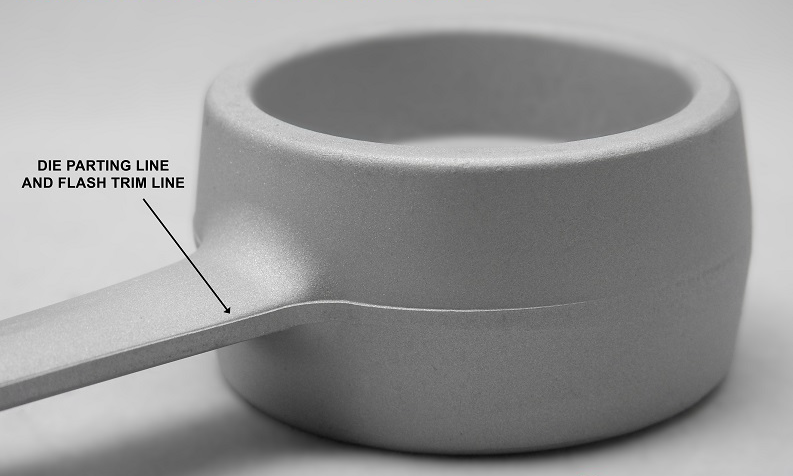
Pourquoi les bavures et les défauts du plan de joint apparaissent-ils?
Les bavures sont de l'aluminium en excès qui s'échappe au niveau du plan de joint du moule, de l'interface des glissières, de la zone des éjecteurs ou de la surface d'étanchéité. Les bavures et le désalignement du plan de joint sont importants car ils peuvent augmenter le coût d'ébavurage, interférer avec l'assemblage, affecter les faces d'étanchéité ou créer des arêtes vives près des surfaces manipulées ou esthétiques.
Les bavures peuvent être liées à l'usure du moule, au contrôle du bridage, à l'ajustement du moule, à la dilatation thermique, à la pression du métal, à la contamination des surfaces d'étanchéité ou à un entretien insuffisant. Le dessin doit spécifier la hauteur de bavure admissible, les bords sans bavure, les surfaces esthétiques et les exigences d'inspection après ébavurage. Si un plan de joint traverse une interface d'étanchéité ou de glissement, le devis doit inclure un usinage ou une finition contrôlée après coulée.
Comment les fissures à chaud et les déchirures doivent-elles être examinées?
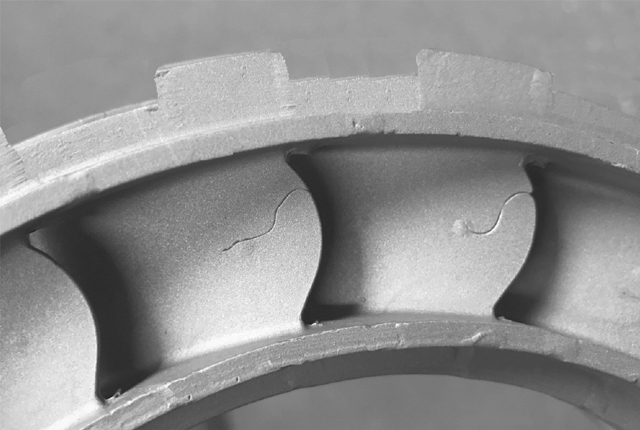
Les fissures à chaud et les déchirures à chaud sont des séparations qui se forment pendant que la pièce est encore en cours de solidification et qu'elle est retenue par le moule ou par un refroidissement inégal. Ces défauts sont graves lorsque la fissure intersecte un chemin de charge, une limite de pression, une surface usinée ou une fonction de montage.
L'examen des fissures à chaud doit prendre en compte le comportement de l'alliage, les transitions de section de paroi, le rayon de congé, la conception des nervures, le retrait contraint, l'emplacement des canaux d'alimentation, l'équilibre du refroidissement et les contraintes d'éjection. Le RFQ doit identifier les caractéristiques structurelles, les zones sous pression et les besoins d'inspection. L'inspection par ressuage, les standards visuels, le sectionnement, l'inspection aux rayons X ou la tomodensitométrie peuvent être envisagés lorsque le risque de fissure affecte les critères d'acceptation.

Quelles preuves d'inspection aident à contrôler les défauts de moulage sous pression d'aluminium?
Les preuves d'inspection doivent correspondre au risque de défaut et à la fonction de la pièce. Les rapports dimensionnels et l'inspection CMM soutiennent le contrôle des tolérances. Les standards d'inspection visuelle soutiennent les surfaces esthétiques, les bavures, les rayures et la qualité de l'enlèvement des canaux d'alimentation. L'inspection aux rayons X ou la tomodensitométrie soutiennent l'examen de la porosité interne. Les tests d'étanchéité et les essais de pression soutiennent les boîtiers scellés, les corps de pompe, les vannes et les pièces sous pression.
Les acheteurs doivent définir les critères d'acceptation avant le devis. Pour les applications critiques pour la sécurité ou réglementées, le dossier de dessin doit définir les exigences de qualification, les besoins documentaires et la responsabilité de la validation finale. Le fournisseur de moulage sous pression peut soutenir les preuves de fabrication et d'inspection, tandis que la validation finale reste la responsabilité de l'acheteur.
Type de défaut | Cause probable de fabrication | Risque pour la pièce à examiner | Preuves RFQ ou d'inspection |
Porosité gazeuse | Emprisonnement d'air, mauvaise ventilation, remplissage turbulent, humidité ou gaz dissous | Fuites, réduction de l'étanchéité à la pression, vides exposés après usinage, réduction de résistance | Test d'étanchéité, essai de pression, inspection aux rayons X, tomodensitométrie, sectionnement ou critères d'acceptation de porosité |
Retrait et microporosité | Épaisseur de paroi inégale, sections épaisses, déséquilibre de refroidissement ou alimentation locale insuffisante | Chemins de charge faibles, défauts dans les zones sous pression, chemins de corrosion, vides sur les surfaces usinées | Examen des parois, examen du refroidissement, surépaisseur d'usinage, sectionnement, rayons X, tomodensitométrie ou essai fonctionnel |
Soudure froide et manque | Remplissage incomplet, chemins d'écoulement longs, mauvaise ventilation, température effective basse ou sections de paroi minces | Joints faibles, bords incomplets, marques d'écoulement esthétiques, interférence d'assemblage | Examen de l'écoulement, standard visuel, vérification dimensionnelle, examen des parois minces et approbation d'échantillon |
Bavures et désalignement du plan de joint | Usure du moule, contrôle du bridage, contamination de l'étanchéité, dilatation thermique ou désalignement des glissières | Arêtes vives, coût d'ébavurage, interférence sur les faces d'étanchéité, défauts esthétiques, risque d'assemblage | Limite de bavure, standard visuel, processus d'ébavurage, note d'usinage, inspection de première pièce |
Fissures à chaud et déchirures | Retrait contraint, sensibilité de l'alliage, transitions brusques, refroidissement inégal ou contrainte d'éjection | Croissance de fissure, défaillance du chemin de charge, fuite de pression, risque de rebut après usinage | Ressuage, standard visuel, sectionnement, inspection aux rayons X, tomodensitométrie, critères d'acceptation |
Quelles informations dans le RFQ réduisent le risque de défauts de moulage sous pression d'aluminium?
Un RFQ utile pour le moulage sous pression d'aluminium doit inclure le dessin 2D, le modèle 3D, le grade d'alliage, la quantité annuelle, l'étape de prototype ou de production, l'épaisseur de paroi, les dimensions critiques, le système de référence, les surfaces esthétiques, les exigences de pression ou d'étanchéité, la surépaisseur d'usinage, le revêtement ou traitement de surface, le traitement thermique si nécessaire, et la méthode d'inspection.
La réduction des défauts dépend d'une conception précoce et d'un examen du processus. Lorsque les acheteurs identifient les surfaces fonctionnelles, les zones sans bavure, les faces d'étanchéité, les trous filetés, les sièges de roulement et les limites de pression au stade du devis, la route de moulage sous pression peut être examinée avec une planification plus réaliste de l'outillage, de l'usinage, de la finition et de l'inspection.
FAQ connexes
Quel matériau est utilisé pour le moule de moulage sous pression d'aluminium?
Quels sont les traitements de surface courants pour les pièces moulées sous pression d'aluminium?
Qu'est-ce que le plan de joint dans la fabrication de moulage sous pression d'aluminium?
Qu'est-ce que le retrait à froid dans le moulage sous pression d'aluminium?
Quelles sont les normes de tolérance pour le moulage de précision?
Moulage sous pression de zinc vs moulage sous pression d'aluminium : quelles sont les différences?
