Deutsch
Kundenspezifischer Online-Blechprägeservice
Unser kundenspezifischer Prägeservice bietet kostengünstige Lösungen für Ihre Metallbauteile. Wir fertigen hochwertige Teile zu einem Bruchteil der Kosten traditioneller Fertigungsmethoden.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Unsere Möglichkeiten im Blechprägen
Die Umformbarkeit von Blech ermöglicht die Herstellung maßgeschneiderter Teile in verschiedenen Formen und Größen. Neway bietet individuellen Prägeservice in vier Verfahren: Progressives Werkzeug-Prägen, Tiefzieh-Prägen, Transferwerkzeug-Prägen und Mehrschieber-Prägen.

Progressives Werkzeug-Prägen
Progressives Werkzeug-Prägen ist ideal für Großserien, komplexe Designs, präzise Toleranzen und schnelle Produktionszyklen – das steigert Effizienz und Kostenvorteile.

Tiefzieh-Prägen
Tiefzieh-Prägen eignet sich für die Herstellung komplexer Formen mit großem Tiefen-/Durchmesserverhältnis – ideal für nahtlose, leichte und robuste Bauteile.

Transferwerkzeug-Prägen
Transferwerkzeug-Prägen überzeugt bei großen, komplexen Teilen – sichert Gleichmäßigkeit, reduziert Materialabfall und ermöglicht automatisierte Fertigung.

Mehrschieber-Prägen
Mehrschieber-Prägen fertigt komplexe kleine bis mittelgroße Bauteile mit hoher Präzision, Effizienz und Wirtschaftlichkeit.
Mehrschieber-Prägen
Mehrschieber-Prägen fertigt komplexe kleine bis mittelgroße Bauteile mit hoher Präzision, Effizienz und Wirtschaftlichkeit.
Progressives Werkzeug-Prägen
Progressives Werkzeug-Prägen ist ideal für Großserien, komplexe Designs, präzise Toleranzen und schnelle Produktionszyklen – das steigert Effizienz und Kostenvorteile.
Tiefzieh-Prägen
Tiefzieh-Prägen eignet sich für die Herstellung komplexer Formen mit großem Tiefen-/Durchmesserverhältnis – ideal für nahtlose, leichte und robuste Bauteile.
Transferwerkzeug-Prägen
Transferwerkzeug-Prägen überzeugt bei großen, komplexen Teilen – sichert Gleichmäßigkeit, reduziert Materialabfall und ermöglicht automatisierte Fertigung.
Mehrschieber-Prägen
Mehrschieber-Prägen fertigt komplexe kleine bis mittelgroße Bauteile mit hoher Präzision, Effizienz und Wirtschaftlichkeit.
Progressives Werkzeug-Prägen
Progressives Werkzeug-Prägen ist ideal für Großserien, komplexe Designs, präzise Toleranzen und schnelle Produktionszyklen – das steigert Effizienz und Kostenvorteile.
Was ist ein Metallprägeservice?
Unser Metallprägeservice liefert präzisionsgefertigte Metallteile durch großvolumige, kostengünstige Stanzprozesse. Mit modernen Werkzeugen und automatisierten Anlagen produzieren wir konsistente, hochwertige Komponenten mit komplexen Details für zahlreiche industrielle Anwendungen.

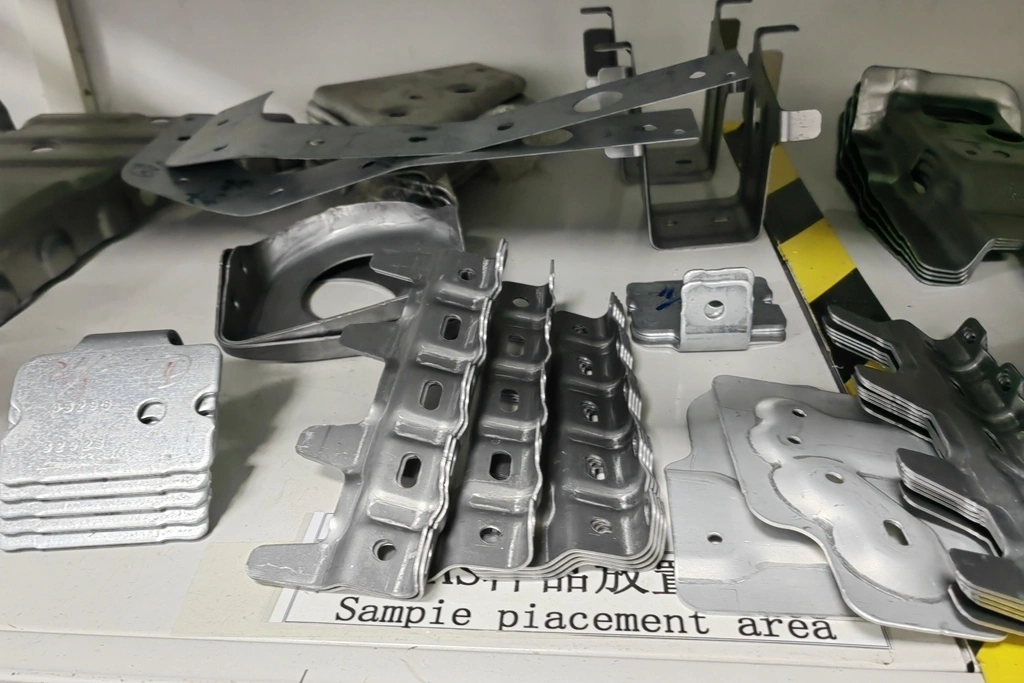
Anwendungsbereiche von Metallpräge-Teilen
Unser Metallprägeprozess liefert Präzision, Schnelligkeit und Effizienz zur Herstellung hochwertiger Komponenten. Entdecken Sie die breite Palette gestanzter Metallteile für verschiedene Branchen.
Neway Prägetechnik
Von Prototypen bis hin zu Großserienfertigung können wir jedes Projekt mit Präzision und Genauigkeit umsetzen. Unser individueller Prägeservice fertigt Metallbauteile für alle Branchen, z. B. Automobil, Luftfahrt und Medizintechnik.
Oberflächenbehandlungen für kundenspezifische Teile
Unser Oberflächenservice bietet spezialisierte Veredelungen für maßgefertigte Teile und verbessert Haltbarkeit, Optik und Leistung. Wir bieten verschiedene Prozesse wie Galvanik, Anodisierung, Pulverbeschichtung und thermische Barrierebeschichtungen zur Steigerung der Korrosionsbeständigkeit, Verschleißfestigkeit und Optik von Metall- und Kunststoffteilen in allen Branchen.

Erfahren Sie mehr
Wie gefräst

Erfahren Sie mehr
Lackieren


Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanik

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren


Erfahren Sie mehr
Bürsten

Erfahren Sie mehr
Schwarzoxid

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Gleitschleifen

Erfahren Sie mehr
Alodine

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Verzinken

Erfahren Sie mehr
Lackieren

Erfahren Sie mehr
Teflon-Beschichtung

Erfahren Sie mehr
Hitzebeständige Beschichtung

Erfahren Sie mehr
Wärmedämmschicht

Erfahren Sie mehr
Passivierung
Galerie kundenspezifischer Teile
In unserer Galerie für kundenspezifische Teile verstehen wir, dass jedes Projekt einzigartig ist. Daher arbeiten wir eng mit unseren Kunden zusammen, um sicherzustellen, dass ihre Teile genau nach Spezifikation gefertigt werden. Durch unsere Liebe zum Detail und unser Qualitätsversprechen können Sie darauf vertrauen, dass Ihre Teile Ihre Erwartungen übertreffen.







Starten Sie noch heute ein neues Projekt
Konstruktionsrichtlinie für kundenspezifische Metallpräge-Teile
Diese Richtlinien bieten Industriestandardwerte für kundenspezifische Metallpräge-Teile. Befolgen Sie diese Empfehlungen für effizientes Umformen, minimierten Werkzeugverschleiß und optimale Teilequalität unter Wahrung der strukturellen Integrität und Maßgenauigkeit.
Frequently Asked Questions
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.