Surface Success: Delivering High-Quality Finishes with Metal Stamping
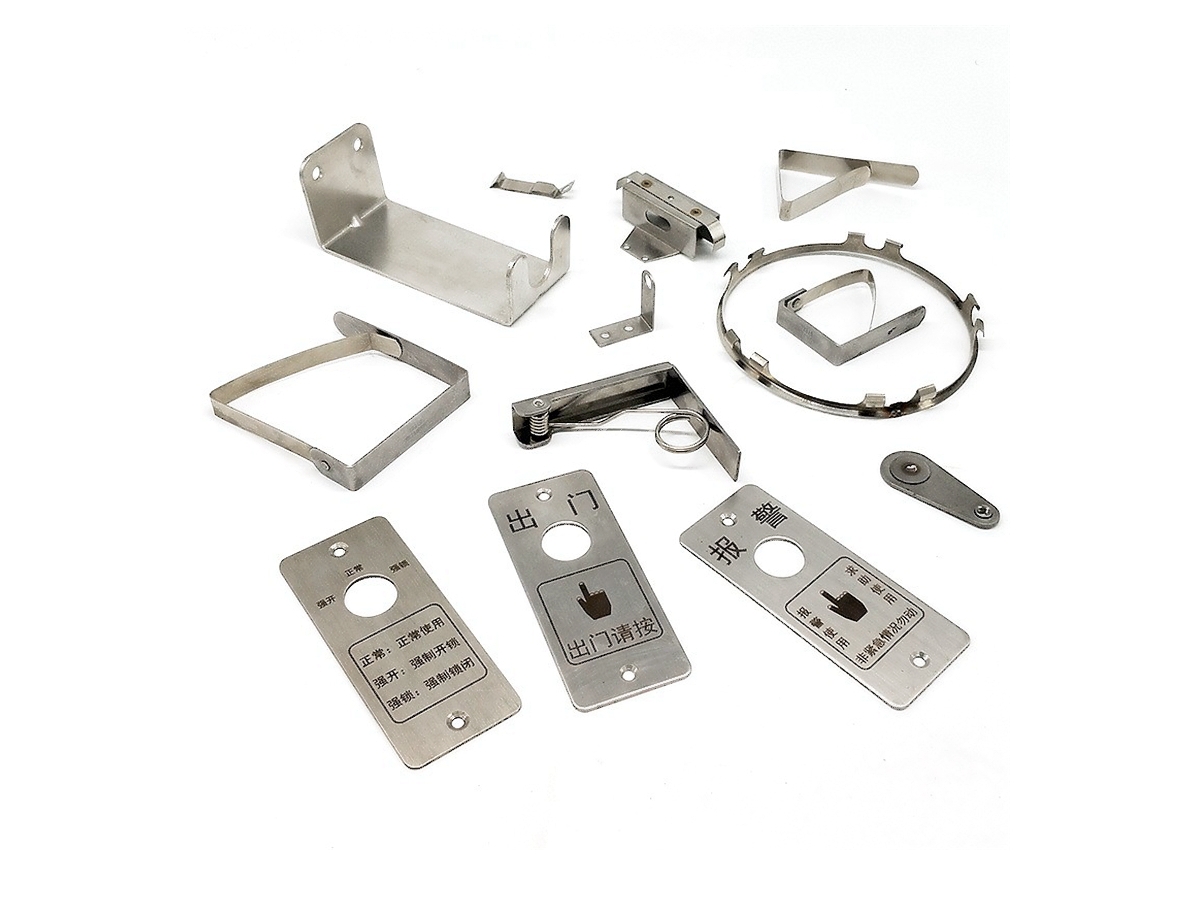
Sheet Metal Stamping Surface Finish RFQ Decision: This article explains how buyers can control surface finish quality when sourcing sheet metal stamping for covers, shields, brackets, terminals, clips, retainers, contact plates, decorative panels, and formed sheet metal parts. The practical RFQ problem is defining material surface condition, die contact marks, lubrication, burr direction, scratch limits, coating preparation, cosmetic faces, and inspection criteria before stamping production.
Surface finish in metal stamping depends on more than the final coating. Coil surface condition, tool wear, die clearance, press setup, lubrication, forming direction, part ejection, washing, and packaging can all affect the finished appearance and function. Buyers should define which faces are visible, which edges are handled, and which surfaces support electrical contact, sealing, coating, or assembly.

How Does Metal Stamping Affect Surface Finish Quality?
Metal stamping affects surface finish quality because the sheet contacts punches, dies, guides, strippers, carriers, and handling systems during repeated press cycles. Surface marks can come from tool contact, debris, lubrication residue, burrs, part-to-part contact, or ejection damage. These marks may be acceptable on hidden surfaces but unacceptable on cosmetic or functional surfaces.
A stamped shield may need clean edges for assembly. A terminal may need controlled surface condition for electrical contact. A visible cover may need scratch control and consistent grain direction. A bracket that will be coated may need surface preparation rather than cosmetic preservation. The buyer should define the surface function before quotation.
Surface quality also connects to the broader sheet metal fabrication route. Stamping may be followed by deburring, washing, tapping, welding, plating, passivation, painting, powder coating, or assembly. The RFQ should state which downstream steps are required so the supplier can plan surface handling and inspection correctly.
Which Material And Coil Conditions Control Surface Quality?
Material and coil conditions control surface quality because each sheet material has different surface sensitivity, coating behavior, and forming response. Stainless steel may require cosmetic-side protection and grain direction control. Aluminum may scratch during handling and may need attention to surface dents. Carbon steel may need cleaning and coating preparation. Copper alloys may require contact-surface control if the part is electrical.
Buyers should define raw material finish, grade, thickness, coating, and any protective film requirements. A pre-coated sheet may need different tooling and handling than bare carbon steel. A brushed stainless surface may need orientation control in the strip layout. A coated steel part may need inspection near formed edges because coating stress can appear around stamped features.
Material Surface Entity | Stamping Surface Risk | RFQ Detail To Provide |
|---|---|---|
Brushed stainless steel | Scratches, grain mismatch, and visible tool marks | Cosmetic side, grain direction, and protection requirement |
Aluminum sheet | Handling dents, surface scratches, and forming marks | Alloy, temper, visible surfaces, and packaging needs |
Carbon steel for coating | Oil residue, burrs, and surface preparation variation | Cleaning route, coating plan, and acceptable edge condition |
Copper alloy contact part | Contact surface marks, burrs, and oxidation concerns | Contact area, plating needs, and handling requirements |
How Do Die Condition, Lubrication, And Burr Direction Affect Finish?
Die condition, lubrication, and burr direction affect finish because they control the direct contact between tooling and material. Worn punches or dies can increase burrs and surface marks. Incorrect lubrication can create galling, drag marks, residue, or inconsistent forming. Burr direction can determine whether an edge is safe to handle, suitable for contact, or acceptable for assembly.
Buyers should identify functional surfaces and burr-sensitive edges. For a contact component, the burr direction may affect electrical function. For a handled bracket, the burr direction may affect safety and assembly. For a visible panel, tool marks and scratches may matter more than a non-visible internal flange. The RFQ should distinguish these requirements.
Tool maintenance should be connected to surface quality. If burr growth or tooling marks are unacceptable after a certain amount of wear, the supplier needs inspection checkpoints and maintenance planning. Buyers can support this by defining acceptance criteria and records needed for critical parts.
Which Stamping Defects Create Surface Finish Problems?
Stamping defects that create surface finish problems include scratches, dents, galling, burrs, cracks, wrinkles, orange peel texture, coating damage, edge tearing, oil staining, and part mixing during handling. Some defects are cosmetic, while others affect assembly, safety, electrical contact, coating, or sealing.
Defect prevention depends on the actual part. A cover may need cosmetic handling and scratch limits. A shield may need edge deburring and flatness control. A terminal may need contact-surface protection and burr control. A coated bracket may need surface preparation and cleaning before powder coating.
Buyers should not rely on broad terms such as "good finish" without an inspection method. The RFQ should define visible surfaces, viewing conditions if needed, functional surface zones, and the stage at which inspection occurs.
How Should Buyers Inspect Stamped Part Surface Quality?
Buyers should inspect stamped part surface quality using criteria tied to the part function. Typical checks include visual inspection, burr review, scratch limits, coating damage review, contact surface review, edge condition, flatness, feature distortion, and dimensional inspection around cosmetic zones. Surface inspection should be practical and repeatable.
For visible stamped covers, inspection may focus on scratches, dents, grain direction, and handling marks. For electrical contacts, inspection may focus on contact area, burr direction, plating readiness, and contamination. For coated brackets, inspection may focus on cleaning, edge condition, and surface preparation. The supplier should know which inspection records are required before production.
Surface Inspection Entity | Feature Checked | Buyer Acceptance Detail |
|---|---|---|
Cosmetic face inspection | Scratches, dents, grain direction, and tooling marks | Mark visible surfaces and viewing expectations |
Burr direction review | Handled edges, contact edges, and assembly edges | State acceptable burr side and deburring requirement |
Contact surface review | Conductive area or mating surface condition | Identify functional contact zones and plating requirements |
Finish preparation check | Cleaning, oil residue, and coating readiness | State downstream finish and required cleanliness level |
How Do Secondary Finishes Change The Stamping RFQ?
Secondary finishes change the stamping RFQ because the stamped surface may need to support coating, plating, passivation, painting, brushing, polishing, or assembly. A stamped part that will be plated may need different cleaning and surface control than a part that will be powder coated. A visible brushed stainless part may need grain direction control from strip layout through packaging.
The RFQ should state whether the stamping supplier is responsible for finishing or only for delivering stamped blanks. If finishing is outside the stamping supplier's scope, surface protection still matters because the stamped part must survive transfer to the next operation. If finishing is included, the quote should connect stamping, cleaning, finishing, inspection, and packaging.
Secondary finishes can also change design choices. A sharp burr may interfere with coating coverage. A deep scratch may remain visible after finishing. A part-to-part contact mark may appear after tumbling or washing. These risks should be reviewed before the die and process route are fixed.
What Should A Surface-Finish Stamping RFQ Include?
A surface-finish stamping RFQ should include material grade, raw material finish, sheet thickness, visible faces, cosmetic zones, burr direction, acceptable surface marks, cleaning requirements, downstream finishing route, packaging method, inspection criteria, and records required by the buyer. The RFQ should also include CAD files, drawings, critical dimensions, and revision status.
If the buyer has a sample or surface standard, the RFQ should reference it. If the buyer has functional surface zones, such as contact surfaces or sealing surfaces, those zones should be marked on the drawing. If only some surfaces are cosmetic, the RFQ should not require cosmetic control on every hidden edge because that may add cost without improving function.
Stamped surface quality is easier to control when material condition, die condition, lubrication, burr direction, finishing, and inspection are connected from the start. A clear RFQ helps the supplier protect the surfaces that matter while keeping the stamped part manufacturable.
Related FAQs