Deutsch
Schnelle Lieferung kundenspezifischer Teile: Schnellform-Service
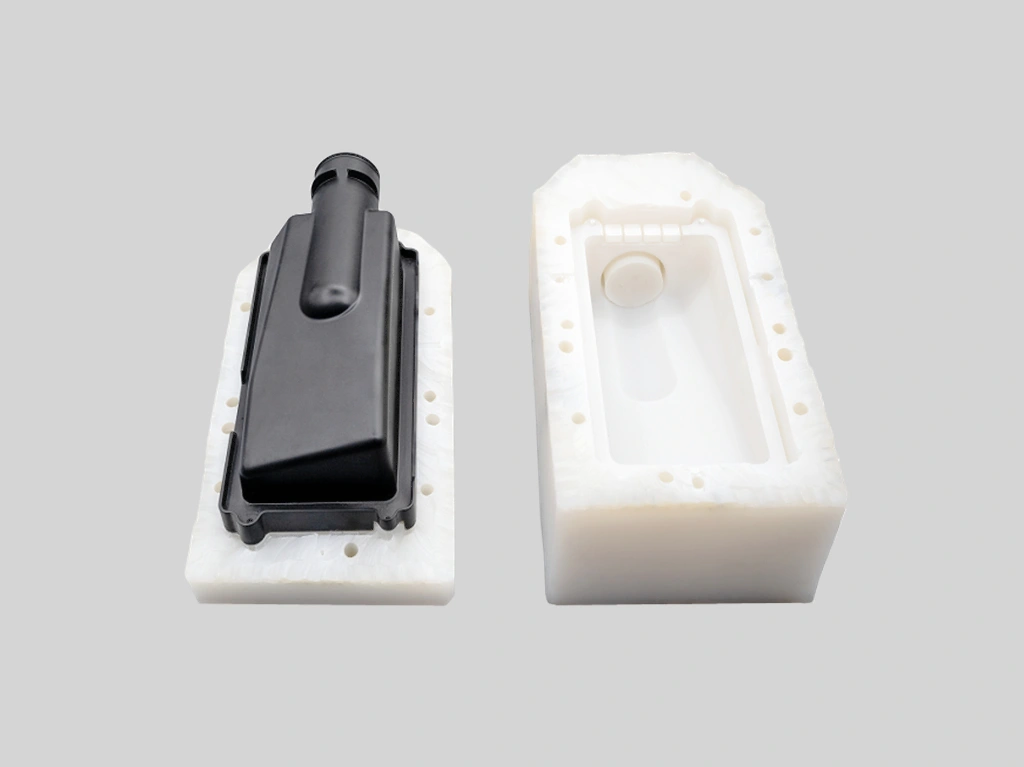
Sie suchen eine schnelle und kosteneffiziente Methode zur Prototyp-Erstellung Ihrer Kunststoffteile? Dann ist Schnellformen genau das Richtige! Unser Spritzgussverfahren fertigt in kurzer Zeit und effizient hochqualitative Teile, mit einer großen Auswahl an Materialien und Oberflächen.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Vorteile des Schnellform-Services
Unser Schnellform-Service verwandelt digitale Entwürfe schnell und effizient in physische Produkte. Profitieren Sie von kürzeren Durchlaufzeiten, Kosteneinsparungen, hoher Genauigkeit und Materialvielfalt für Ihren Wettbewerbsvorteil.

Anwendungsbereiche von Schnellform-Teilen
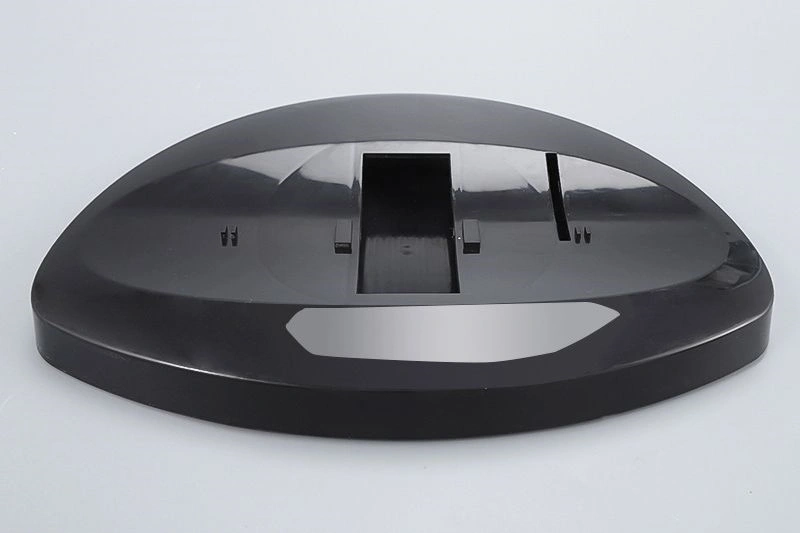
Unser Schnellform-Prozess ermöglicht schnelle, hochwertige Prototypen und Kleinserien. Entdecken Sie kundenspezifische Formteile für diverse Branchen.
Rapid-Molding-Prototyping Materials
Neway Schnellform-Fähigkeiten
Sie müssen Ihr Kunststoffteil-Design schnell iterieren? Schnellformen ist die perfekte Lösung! Unsere kurzen Durchlaufzeiten und geringen Werkzeugkosten ermöglichen einfache Änderungen und schnelles Testen neuer Ideen.
Verfügbare Oberflächenbehandlungen für kundenspezifische Teile
Unser Oberflächenbehandlungsservice bietet spezialisierte Beschichtungen für kundenspezifische Teile, die Haltbarkeit, Ästhetik und Leistung verbessern. Wir bieten
Elektroplattierung, Anodisierung, Pulverbeschichtung und Thermobarrierebeschichtungen, um Korrosionsbeständigkeit, Verschleißschutz und Optik Ihrer Metall- und Kunststoffkomponenten zu optimieren.

Erfahren Sie mehr
Maschinell bearbeitet

Erfahren Sie mehr
Lackieren

Erfahren Sie mehr
PVD-Beschichtung

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Elektroplattierung

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Anodisieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
IMD (In-Mold Decoration)

Erfahren Sie mehr
Gebürstete Oberflächen

Erfahren Sie mehr
Schwarzoxidieren

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Trommelpolieren

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Feuerverzinken

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung

Erfahren Sie mehr
Thermobeschichtungen

Erfahren Sie mehr
Wärmebarriereschichten

Erfahren Sie mehr
Passivieren
Galerie kundenspezifischer Teile
In unserer Galerie kundenspezifischer Teile wissen wir, dass jedes Projekt einzigartig ist. Deshalb arbeiten wir eng mit Ihnen zusammen,
um sicherzustellen, dass Ihre Teile exakt nach Ihren Vorgaben gestaltet werden. Mit unserem Fokus auf Details und Qualitätsanspruch übertreffen Ihre Teile garantiert Ihre Erwartungen.







Starten Sie noch heute ein neues Projekt
Leitfaden zum Design von Schnellform-Teilen
Diese Richtlinien bieten branchentypische Werte für das Design von Schnellform-Teilen und gewährleisten gleichmäßiges Abkühlen,
optimale Formfüllung und minimierte Defekte. Befolgen Sie diese Empfehlungen, um Schrumpfung, Verzug und Werkzeugkomplexität zu reduzieren und gleichzeitig eine effiziente Produktion in hoher Qualität zu erreichen.
Frequently Asked Questions
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.