Deutsch
Präzisionskeramikteile Fertigungsservice
Neway bietet eine Vielzahl keramischer Bearbeitungsdienstleistungen an. Dabei eignet sich CIM besonders für kleine und komplexe Präzisionskeramikteile, wie Uhrengehäuse. Das keramische Heißpressen ist ideal für kleine und mittelgroße, geometrisch symmetrische Keramikteile mit einfachen Formen. Keramische CNC-Bearbeitung und Schleifen eignen sich für Rapid Prototyping keramischer Teile und die Nachbearbeitung von ultrapräzisen Keramikkomponenten.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
Vorteile des Keramikspritzgießverfahrens
Unser Keramikspritzgießservice nutzt fortschrittliche Techniken zur Herstellung komplexer, hochpräziser Keramikbauteile, die sich ideal für anspruchsvolle Anwendungen eignen. Profitieren Sie von hoher Materialeffizienz und verbessertem thermischen Verhalten.
CIM vs. PCM
Das keramische Spritzgießen (CIM) und das Pulverpressen (PCM) sind spezialisierte Verfahren zur Formgebung von komplexen bzw. einfachen Strukturen. CIM bietet hohe Präzision für keramische Werkstoffe und eignet sich für detailreiche Komponenten in Hightech-Branchen, während PCM für einfachere, großvolumige Teile kostengünstiger ist.
Verfahren | Bilder | Formgebung | Materialien | Dichte | Präzision | Kosten | Stückzahl | Anwendungen |
|---|---|---|---|---|---|---|---|---|
 | Einspritzen von keramischen Pulvern mit Binder | Hochleistungskeramiken wie Aluminiumoxid, Zirkonoxid usw. | Nahezu Vollverdichtung, bis zu 98 % der theoretischen Dichte | Hoch | Höher | Mittel bis hoch | Komplexe Kleinbauteile (z. B. Medizintechnik, Luftfahrt, Elektronik) | |
 | Pressen von Pulver in Formwerkzeuge | Eisen, Stahl, Keramik usw. | Bis zu 90 % der theoretischen Dichte | Mittel bis hoch | Niedriger | Mittel bis hoch | Einfachere Bauteile mit geringer Komplexität (z. B. Zahnräder, Lager) |
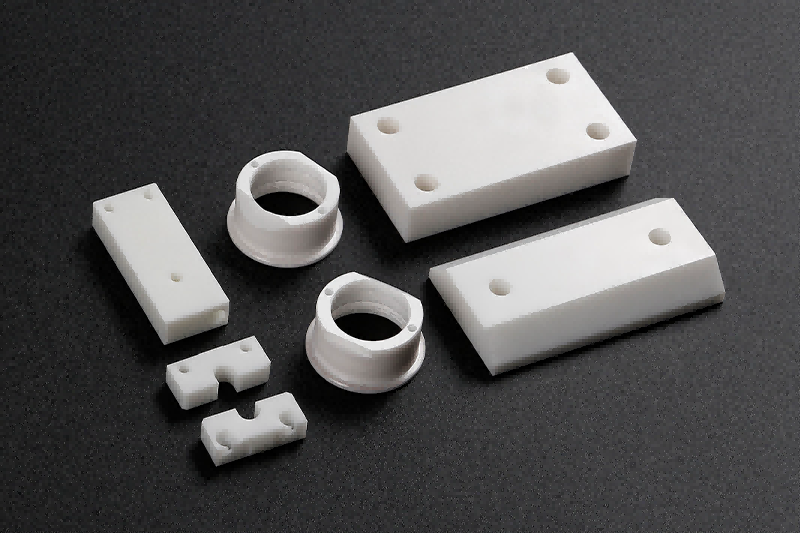
Anwendungsbereiche von Keramikspritzgießteilen
Unser Keramikspritzgießprozess liefert leistungsstarke Teile mit ausgezeichneter Wärmebeständigkeit und Haltbarkeit. Entdecken Sie eine Vielzahl von Anwendungen für fortschrittliche Keramikkomponenten in verschiedenen Branchen.

Keramikspritzguss (CIM) Materials
Wie funktioniert das Keramikspritzgießen?
Keramikspritzgießen (CIM) ist ein anspruchsvolles Fertigungsverfahren, das die Vielseitigkeit des Kunststoffspritzgießens mit den besonderen Materialeigenschaften von Keramiken kombiniert. Es ist die bevorzugte Wahl zur Herstellung komplexer, hochpräziser Keramikkomponenten in großen Stückzahlen.
Oberflächenveredelung für individuelle Bauteile
Unser Oberflächenbehandlungsservice bietet spezielle Veredelungen für kundenspezifische Teile, um Haltbarkeit, Optik und Leistung zu verbessern. Wir bieten verschiedene Prozesse, einschließlich Galvanisieren, Anodisieren, Pulverbeschichtung und thermische Schutzbeschichtungen, die den Korrosionsschutz, die Verschleißfestigkeit und die Ästhetik von Metall- und Kunststoffteilen branchenübergreifend steigern.
Erfahren Sie mehr
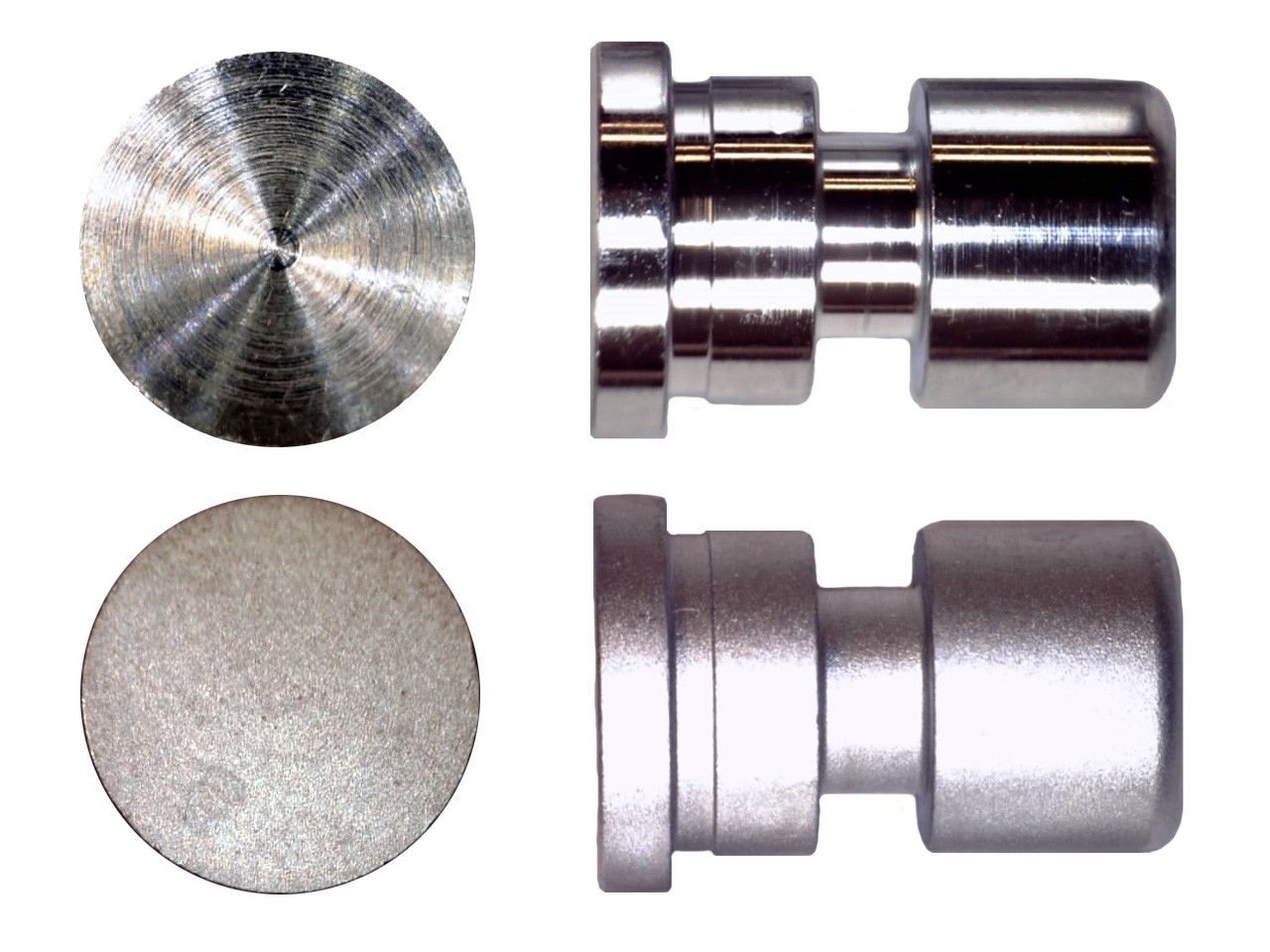
Wie gefertigt

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung
Erfahren Sie mehr
Elektropolieren


Erfahren Sie mehr
Gebürstete Oberflächen
Erfahren Sie mehr
Schwarzoxid
Erfahren Sie mehr
Wärmebehandlung
Erfahren Sie mehr
Trowalisieren

Erfahren Sie mehr
Alodine

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Verzinken

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung

Erfahren Sie mehr
Thermische Beschichtungen
Erfahren Sie mehr
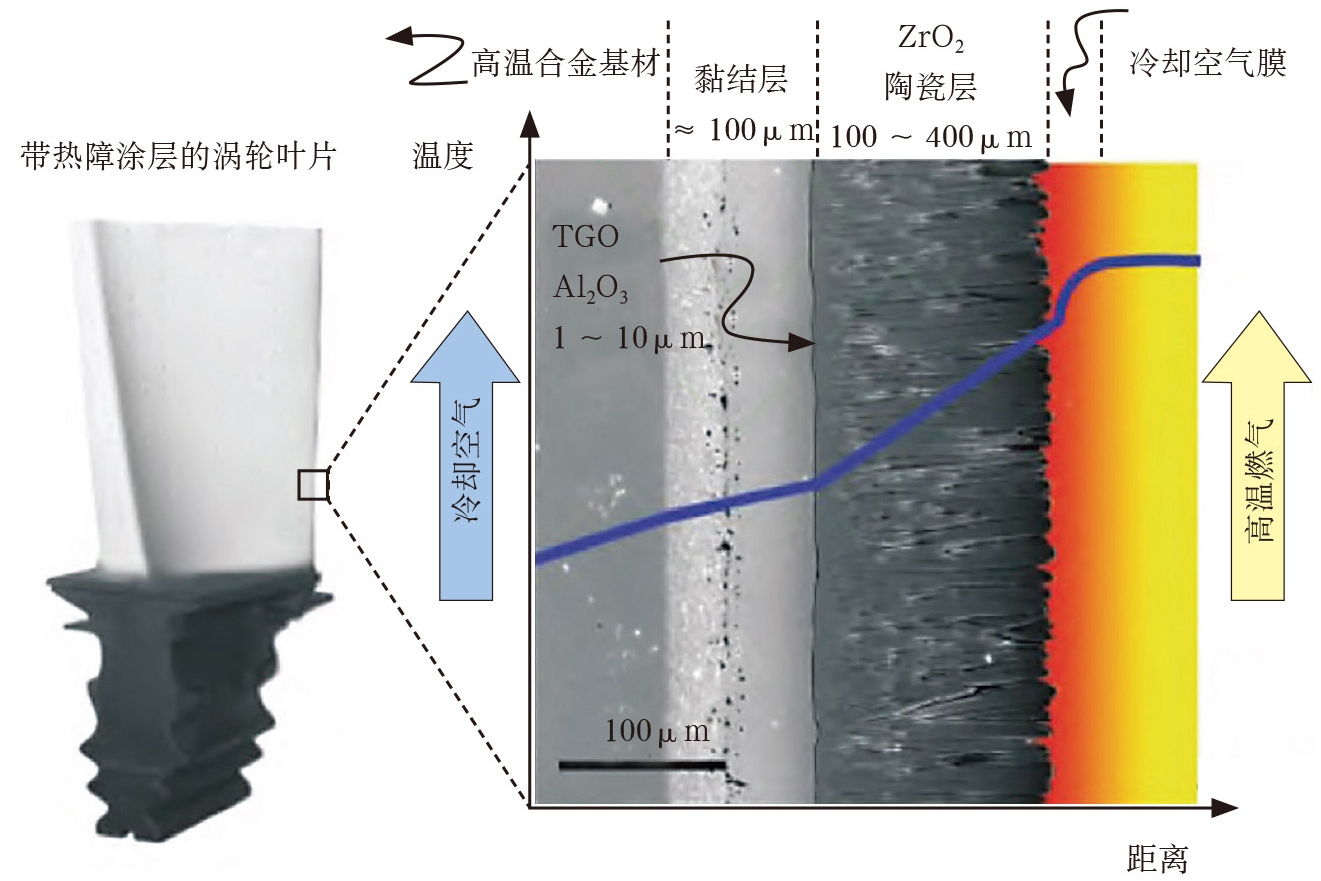
Thermische Barriereschichten

Erfahren Sie mehr
Passivierung
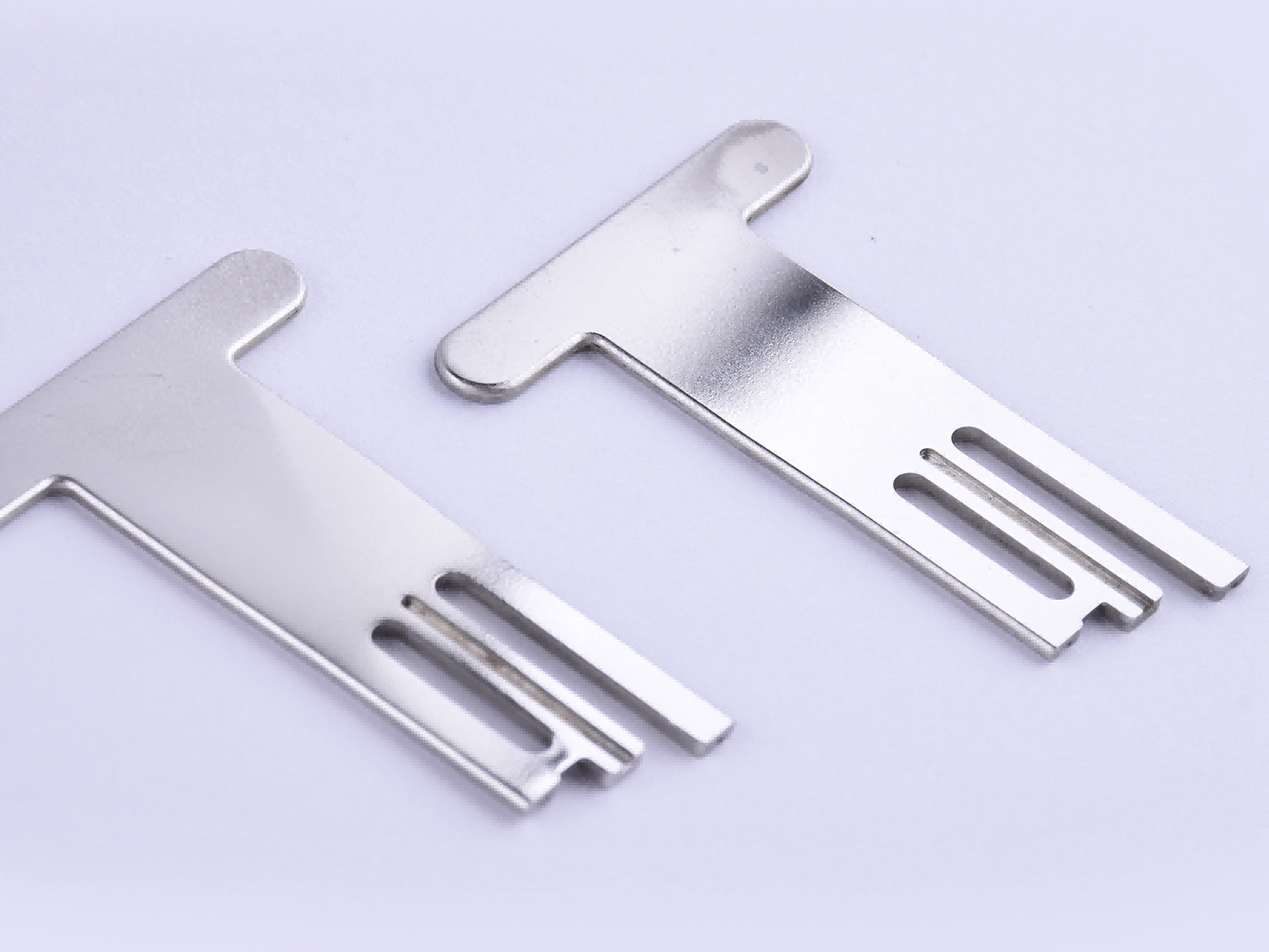
Galerie kundenspezifischer Teile
In unserer Galerie für kundenspezifische Bauteile wissen wir, dass jedes Projekt einzigartig ist. Deshalb arbeiten wir eng mit unseren Kunden zusammen, um sicherzustellen, dass ihre individuellen Komponenten exakt nach Vorgabe gefertigt werden. Mit unserer Liebe zum Detail und dem Bekenntnis zur Qualität können Sie darauf vertrauen, dass Ihre Teile Ihre Erwartungen übertreffen.







Starten Sie noch heute ein neues Projekt
Designempfehlungen für CIM-Teile
Verschaffen Sie sich einen Überblick über die Prozessgrenzen des Keramikspritzgießens, wie z. B. maximale Abmessungen, Toleranzen, Wandstärken und optimale Produktionsmengen. Nutzen Sie diese Richtlinien, um Ihr CIM-Teildesign zu optimieren und Produktionskosten zu senken.
Frequently Asked Questions
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.