What Complex Geometries Can Ceramic Injection Molding Parts Achieve?
CIM Complex Geometry RFQ Decision: Ceramic injection molding can produce small custom ceramic parts with complex walls, ribs, bosses, holes, slots, curved surfaces, surface details, and integrated functional features when the geometry supports feedstock flow, debinding, sintering, and inspection. This article explains what complex geometries CIM parts can achieve with alumina, zirconia, silicon carbide, silicon nitride, and alumina-zirconia materials. The practical RFQ problem is deciding which ceramic features can be molded directly, which features need redesign, and which surfaces need post-processing or inspection evidence before production.
CIM geometry should be reviewed as a ceramic process, not only as an injection molding process. Ceramic powders and binders can form detailed green parts, but ceramic sintering shrinkage, brittleness, powder loading, wall thickness balance, and handling risk must be considered before the buyer approves a complex shape.

What Complex Ceramic Part Geometries Are Suitable for CIM?
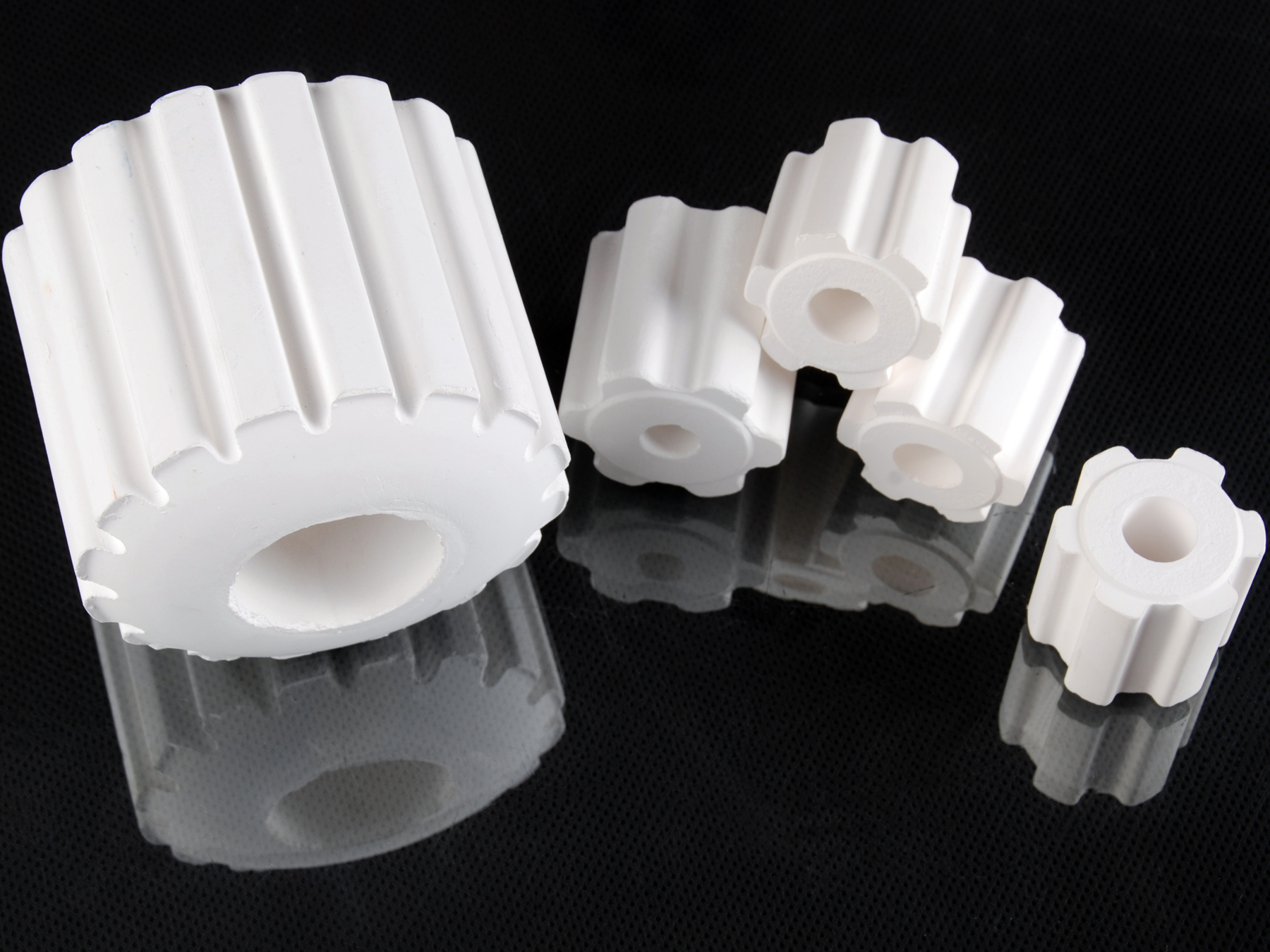
CIM is suitable for compact ceramic parts that need multiple molded features in one component. Practical geometries can include thin walls, curved housings, ribs, bosses, grooves, holes, slots, textured surfaces, alignment features, small wear surfaces, insulating bodies, ceramic connectors, valve parts, pump parts, guide components, and sensor-related ceramic structures.
The engineering reason is that ceramic powder feedstock can be injected into a mold cavity before binder removal and sintering. This makes it possible to form details that would be difficult to grind or machine after the ceramic becomes hard and brittle. However, the molded shape must survive ejection, debinding, sintering, handling, and inspection.
The RFQ implication is direct: buyers should provide the 3D CAD model, 2D drawing, ceramic material target, part function, critical dimensions, surface finish, and inspection method. A ceramic part with decorative detail, an insulating feature, and a sliding or sealing surface may need different review criteria for each feature.
How Do Thin Walls, Ribs, Holes, Slots, and Surface Details Affect CIM?
Thin walls, ribs, holes, slots, and surface details can be molded by CIM, but each feature changes filling, binder removal, sintering shrinkage, and breakage risk. The supplier should review these features together rather than treating each feature as isolated geometry.
Thin walls can be sensitive to filling and handling. Long ribs can warp during debinding or sintering. Holes and slots may need tool access and inspection access. Surface textures can affect release, finishing, and visual acceptance. Sharp internal corners can concentrate stress in brittle ceramic materials, so generous transitions may be needed where the function allows them.
Buyers should mark the most important surfaces on the drawing. A textured appearance surface, a ceramic insulation wall, a guide bore, and a sealing land do not need the same inspection plan. The RFQ should identify which features are cosmetic, functional, load-bearing, insulating, wear-facing, or alignment-related.
Can CIM Form Internal Channels, Threads, Undercuts, and Fine Features?
CIM can form some internal channels, threads, undercuts, and fine features, but these features require early tool and process review. The key questions are whether the mold can release the part, whether the binder can be removed, whether the ceramic body can sinter without distortion, and whether the feature can be inspected.
Open channels, shallow grooves, and accessible holes are usually easier to review than closed internal passages. Threads may be molded, ground, tapped, or produced through another secondary method depending on the ceramic material and load requirement. Undercuts may require slides, inserts, split tooling, or geometry redesign. Very fine features should be reviewed against powder size, feedstock behavior, and final inspection capability.
The RFQ should separate molded features from secondary features. Buyers should identify holes that need grinding, surfaces that need lapping or polishing, threads that need post-processing, and edges that need controlled rounding or deburring. This avoids assuming that every CAD detail can be accepted as-molded and as-sintered.
How Do Ceramic Materials and Sintering Shrinkage Limit Geometry?
Material selection changes the feasible geometry because alumina, zirconia, silicon carbide, silicon nitride, and alumina-zirconia have different shrinkage behavior, toughness, hardness, thermal properties, wear behavior, and finishing response. Buyers should select the ceramic material and geometry together.
CIM materials are not interchangeable. Alumina ceramic injection molding may suit electrical insulation and wear-related parts. Zirconia ceramic injection molding may be reviewed when toughness and surface finish matter. Silicon carbide CIM and silicon nitride CIM require material-specific review for thermal, wear, or structural demands.
The RFQ implication is that buyers should state both geometry and functional requirements. A thin insulating wall, a wear guide, an optical surface, a thermal substrate, and a pump component may all require different material and inspection logic.
Which RFQ Details Help Confirm CIM Geometry Feasibility?
RFQ details should connect each complex feature to a functional requirement. A supplier can review CIM feasibility more accurately when the drawing shows which dimensions, surfaces, and features control assembly, insulation, wear, sealing, thermal transfer, optical behavior, or cosmetic acceptance.
CIM Geometry Feature | Manufacturing Risk | RFQ Detail Needed | Review or Inspection Evidence |
|---|---|---|---|
Thin wall or rib | Incomplete filling, handling breakage, debinding distortion, or sintering warpage. | Wall function, adjacent thick areas, load direction, cosmetic side, and allowable distortion. | DFM review, sample dimensional report, visual inspection, and fixture check if required. |
Hole, slot, channel, or groove | Tooling access, binder removal path, shrinkage variation, blocked inspection, or post-grinding need. | Through or blind feature, mating part, gauge requirement, flow path, and inspection method. | Pin gauge check, CMM report, section review if required, and functional fit check. |
Surface texture or optical-style surface | Tool release marks, surface defects, polishing allowance, and finishing variation. | Surface function, appearance limit, polishing or lapping requirement, and acceptance criteria. | Visual inspection, surface finish check, optical review if specified, and sample approval. |
Thread, undercut, or integrated latch | Tool movement, ejection stress, edge chipping, sintering movement, or secondary operation need. | Assembly load, thread requirement, tool access, edge condition, and post-processing plan. | Thread or fit check, functional test, CMM inspection, and post-processing record. |
When Should Buyers Compare CIM With Powder Pressing, Hot Pressing, or Machining?
CIM should be compared with other ceramic forming routes when the part is simple, large, dominated by one press direction, or dependent on post-sintering machining. CIM, powder pressing, and hot pressing solve different ceramic manufacturing problems.
Powder pressing can be better for simpler shapes with a direct pressing direction. Ceramic hot pressing may be reviewed for material density or shape requirements that fit that process. Ceramic machining may be needed for tight local surfaces, flatness, holes, or optical-style finishes after sintering.
The buyer decision should focus on finished part requirements. If complex features can be molded and inspected, CIM may reduce machining difficulty. If most features need post-sintering grinding, another route may be more practical.
What Neway Precision Reviews for Complex CIM Geometry
Neway Precision reviews complex CIM part RFQs by checking ceramic material, powder feedstock, wall thickness, ribs, bosses, holes, slots, channels, threads, undercuts, surface details, gate location, parting line, ejection, debinding path, sintering support, shrinkage control, post-processing, and inspection criteria. The review connects ceramic material behavior with mold design and buyer acceptance requirements.
A complete RFQ should include the 3D CAD model, 2D drawing, target ceramic material, part function, critical dimensions, surface finish, edge requirements, expected quantity, post-processing requirements, inspection reports, and any functional test expectations. Clear RFQ data helps determine whether CIM can create the complex ceramic geometry directly or whether redesign, machining, or another ceramic process is needed.
Related FAQs