Zinc Die Casting Vs. Aluminum Die Casting: What Are The Differences
Zinc vs Aluminum Die Casting RFQ Decision for Custom Metal Parts: Zinc die casting and aluminum die casting are both high-pressure die casting routes, but they fit different part requirements. This article compares zinc and aluminum die casting for material selection, part weight, wall features, surface finish, tooling behavior, heat dissipation, cost drivers, and RFQ information so buyers can choose a suitable route for housings, covers, frames, brackets, handles, connectors, and other custom die cast parts.
The practical RFQ problem is that zinc and aluminum do not solve the same design constraints. Zinc alloys can support small detailed features and heavier parts, while aluminum alloys are often reviewed for lightweight structures, larger housings, and thermal requirements. Buyers should define alloy preference, part size, functional surfaces, wall sections, cosmetic finish, machining datums, coating, annual demand, and inspection criteria before quotation.

Zinc vs Aluminum Die Casting Starts With Part Function
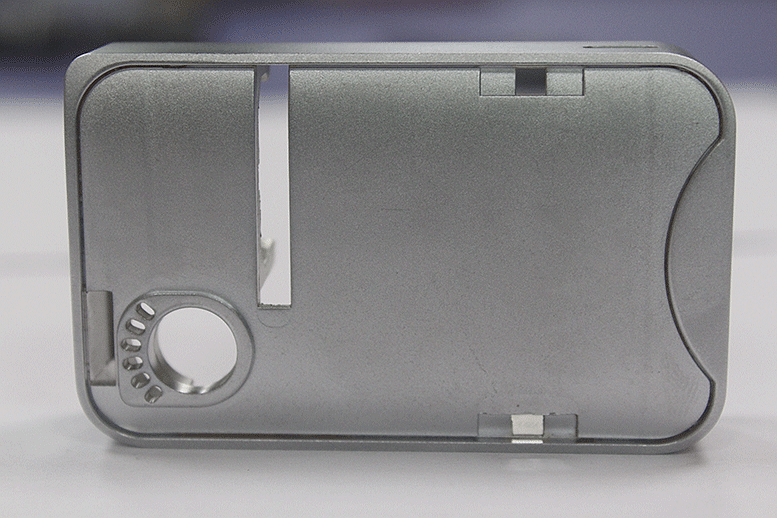
The best die casting material depends on the part function. A small decorative housing, latch, handle, or connector may benefit from zinc's casting behavior and surface detail. A larger enclosure, heat sink, frame, or lightweight structural housing may be reviewed for aluminum because weight and thermal behavior can be important. Neither route is automatically better; the material must fit the drawing and the operating requirement.
Buyers should first define what the part must do. If the part needs heat dissipation, lower weight, and larger part size, aluminum die casting may be the first route to review. If the part needs fine detail, thin sections, a heavier feel, or strong as-cast feature definition, zinc die casting may be worth reviewing. If the part requires tight machined datums, threads, sealing faces, or bearing areas, both routes may need CNC machining after casting.
Aluminum Die Casting for Lightweight Housings, Frames, and Thermal Parts
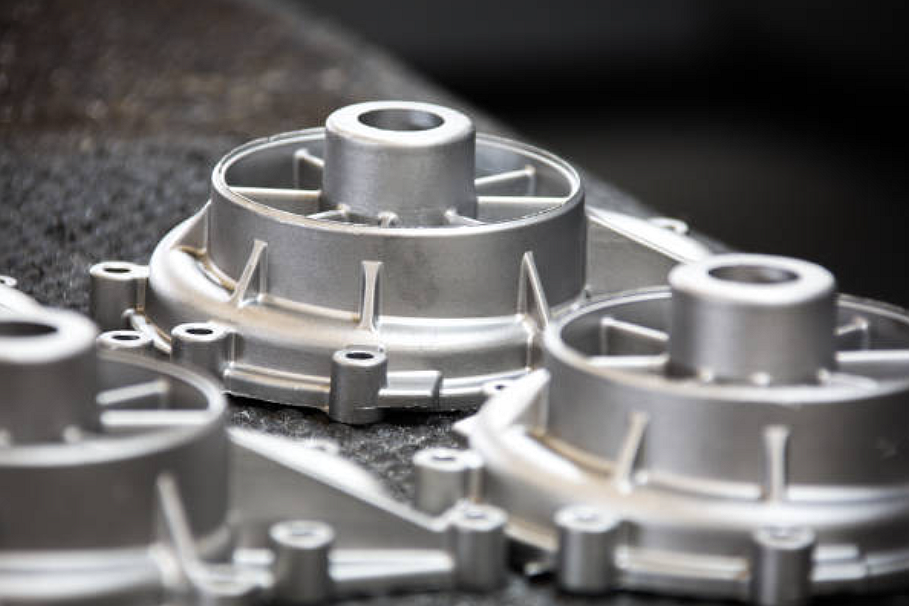
Aluminum die casting is commonly considered for housings, frames, brackets, covers, heat-dissipation parts, and larger metal components where weight and thermal behavior matter. Aluminum alloys such as A380, ADC12, 360, A356, and B390 may be reviewed depending on mechanical, casting, machining, and surface treatment requirements.
The main manufacturing risks include porosity, cold shut, shrinkage, heat-check-related tool wear, surface finishing limits, and machining allowance. Aluminum die castings may need trimming, shot blasting, CNC machining, tapping, impregnation for leak-sensitive parts, surface finishing, and inspection after casting.

Zinc Die Casting for Small Detailed Parts and Strong Surface Definition
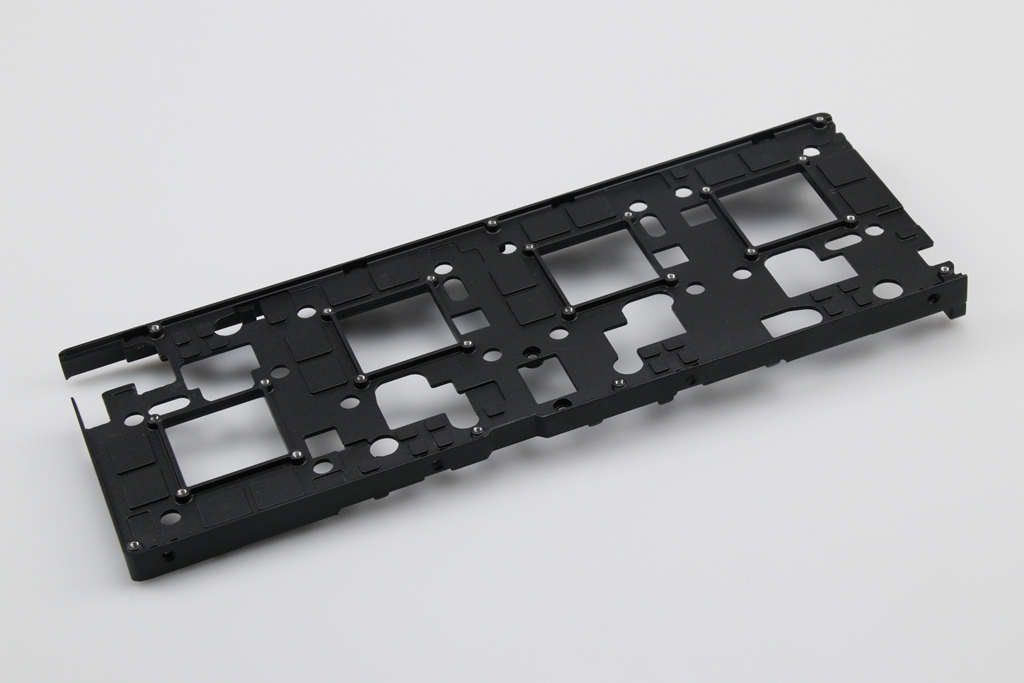
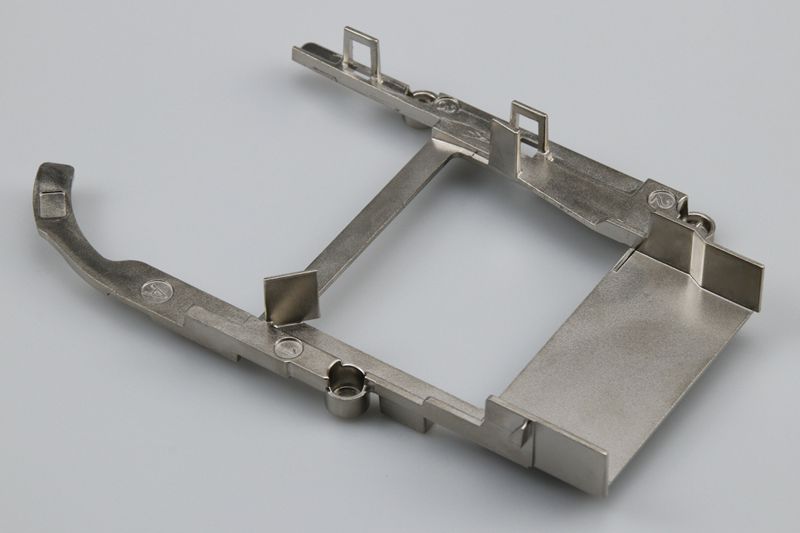
Zinc die casting is often reviewed for smaller components, decorative housings, handles, locks, latches, connectors, brackets, covers, and parts that need fine detail or consistent surface definition. Zinc alloys such as Zamak 2, Zamak 3, Zamak 5, Zamak 7, ZA-8, EZAC, and AcuZinc5 may be reviewed according to strength, ductility, creep behavior, plating, and cost requirements.
Zinc die castings are usually heavier than aluminum die castings for the same part volume. That can be a disadvantage for weight-sensitive designs and an advantage when a heavier feel or compact mass is required. Zinc can also support small features and surface detail, but the design still needs draft, parting line review, ejector mark control, plating compatibility, and defect prevention.
Material and Process Differences Buyers Should Compare
The table below summarizes practical buyer decisions for zinc and aluminum die casting. Actual feasibility depends on drawing review, alloy availability, mold design, casting simulation if required, secondary machining, and buyer acceptance criteria.
Buyer Decision | Aluminum Die Casting | Zinc Die Casting | RFQ Detail to Confirm |
|---|---|---|---|
Part weight | Often reviewed when lower weight is important. | Often reviewed when compact mass or a heavier feel is acceptable. | Weight target, part envelope, mating load, and assembly use. |
Thermal behavior | Often considered for heat-dissipation housings and frames. | Usually reviewed more for detail, strength, or cosmetic features. | Heat source, contact surfaces, airflow, coating, and thermal test requirement. |
Small features and surface detail | Feasible depending on alloy, wall sections, flow path, and mold design. | Can be attractive for fine features and cosmetic detail. | Rib size, bosses, text, cosmetic side, draft, and parting line requirement. |
Secondary machining | Common for threaded holes, sealing faces, datum surfaces, and tight fits. | May also be needed for threads, datums, and fit-critical features. | Machined surfaces, datum plan, thread standards, and inspection method. |
Surface finishing | May use blasting, powder coating, painting, conversion coating, or other finishes. | May use plating, painting, powder coating, or polishing depending on alloy and design. | Cosmetic standard, corrosion requirement, masking, and coating thickness. |
Surface Finish, Thin Walls, Tolerances, and Defect Risks
Both zinc and aluminum die castings need review for parting lines, ejector marks, draft, ribs, bosses, wall transitions, porosity, cold shuts, flash, shrinkage, and machining allowance. Thin walls can be possible in die casting, but manufacturability depends on alloy, flow length, gate location, wall transitions, part size, and mold thermal control. Buyers should avoid treating thin-wall capability as a universal promise.
Surface finish is also route-specific. Aluminum and zinc can both support functional and cosmetic finishes, but plating, anodizing, painting, powder coating, polishing, and other processes have different compatibility limits. If appearance matters, the RFQ should define the visible side, texture, color, allowable parting line, ejector mark location, and visual inspection standard.
Cost, Tooling, and Production Factors in Zinc vs Aluminum Die Casting
Cost depends on alloy, part size, shot weight, mold complexity, slider actions, machining, finishing, inspection, scrap risk, packaging, and production volume. Zinc and aluminum tooling wear behavior can differ, and the economic choice is not only material price. A small zinc part with minimal machining may be cost-effective, while a larger aluminum housing may be more appropriate for weight and thermal requirements.
Buyers should provide annual demand or batch quantity, target production stage, revision risk, expected finishing, and inspection records. If the design is not stable, prototype casting, CNC machining, or 3D printing may be used before production die casting tooling is released.

What Neway Precision Reviews Before Zinc or Aluminum Die Casting
For a zinc vs aluminum die casting review, Neway Precision checks the part function, alloy requirement, wall sections, draft, parting line, gate location, ejector marks, sliders, threaded holes, machined datums, finishing, packaging, and inspection scope. A complete RFQ normally includes the 2D drawing, 3D model, alloy preference, expected quantity, surface finish, critical dimensions, cosmetic standard, machining requirements, and required inspection records.
Related FAQs
Zinc Die Casting Vs Aluminum Die Casting: How Are They Different?
What Information Should Buyers Provide For A Custom Zinc Die Casting Quote?
What Information Is Needed For An Aluminum Die Casting Service Quote?
Which Aluminum Alloys Are Commonly Used For Die Casting Parts?
What Surface Finishes Are Suitable For Aluminum Die Casting Parts?
What Are Common Defects In Aluminum Die Casting And How Can They Be Prevented?