Difference Between Hot Chamber Die Casting and Cold Chamber Die Casting
This article compares hot chamber die casting and cold chamber die casting for buyers sourcing zinc die cast parts, aluminum die cast parts, and other pressure-cast metal components. The practical RFQ problem is deciding which die casting process matches the alloy, part geometry, annual volume, secondary machining, surface finish, and inspection evidence before a supplier quotes tooling cost and unit price.
The short answer is alloy-driven: hot chamber die casting is usually the better route for zinc alloys and other low-melting alloys that do not attack the injection system, while cold chamber die casting is usually selected for aluminum alloys and higher-melting alloys that must be ladled into a separate shot sleeve. Buyers should not choose the route by process name alone; the correct route depends on material grade, wall section, part size, cosmetic requirements, threaded features, machined datum surfaces, and defect risk.
Neway supports related precision casting, aluminum die casting, and zinc die casting evaluations when customers need a manufacturing route review before quotation.
Hot Chamber vs Cold Chamber Die Casting RFQ Decision
Hot chamber die casting and cold chamber die casting solve the same basic manufacturing problem: forcing molten metal into a steel die cavity under pressure. The buyer decision is different because the machine architecture, alloy compatibility, tool wear pattern, cycle behavior, and secondary operation plan are different.
Use hot chamber die casting when the selected alloy can stay in the machine furnace without damaging the gooseneck and injection components. Zinc alloys are common hot chamber candidates because zinc flows well, supports small details, and can suit compact housings, covers, brackets, connectors, and decorative components.
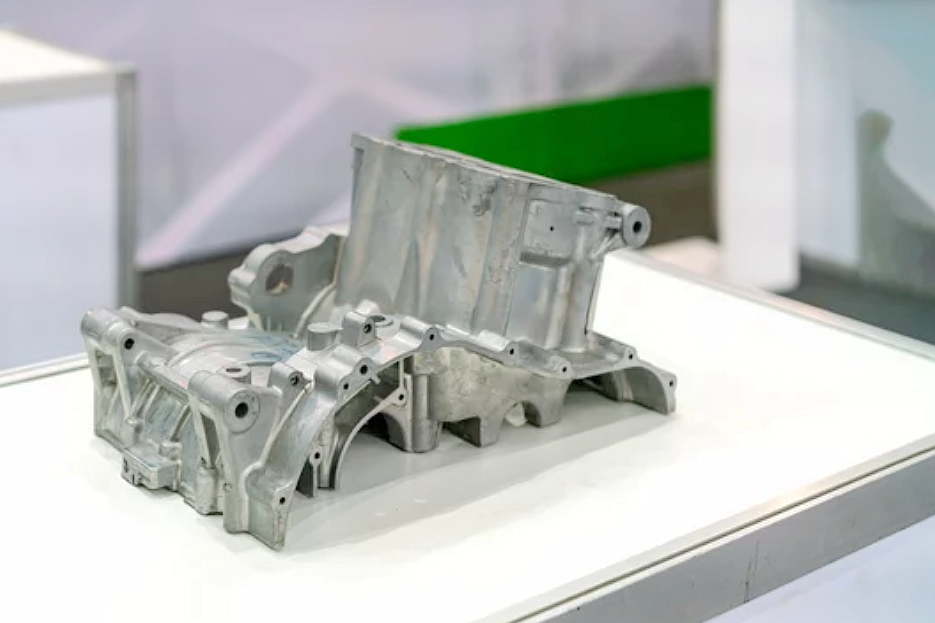
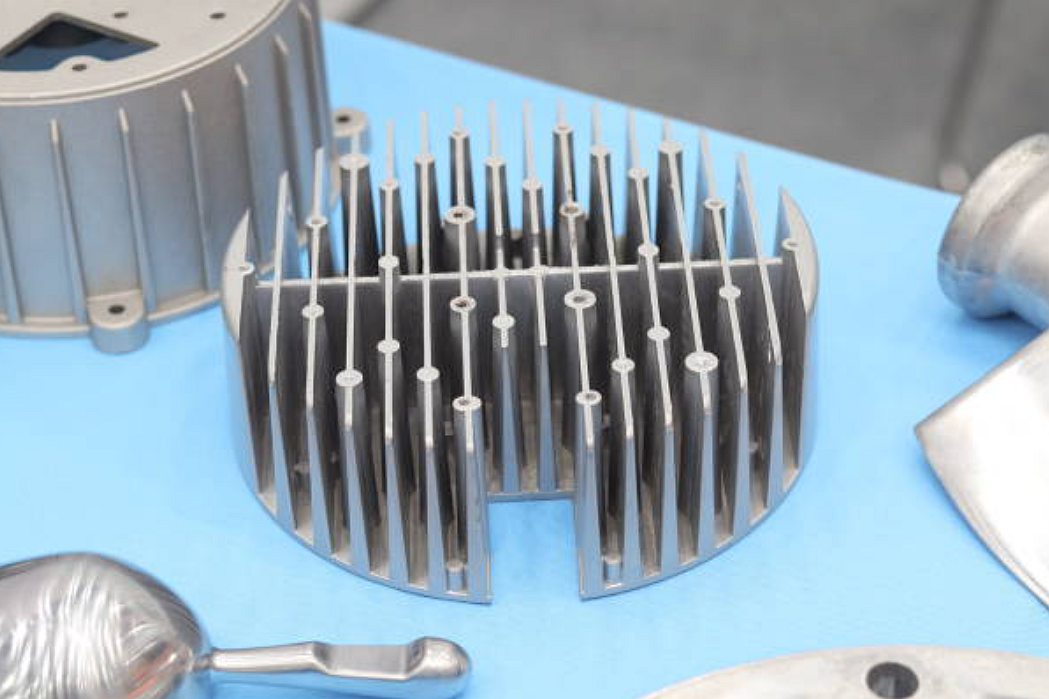
Use cold chamber die casting when the selected alloy requires a separate melting furnace and external ladling into the shot sleeve. Aluminum alloys such as A380, ADC12, and similar die casting grades are common cold chamber choices for housings, heat sinks, covers, mounting frames, and structural shells where low weight and thermal performance matter.
Buyer Question | Hot Chamber Die Casting Answer | Cold Chamber Die Casting Answer | RFQ Implication |
|---|---|---|---|
Which alloy family is most typical? | Zinc alloys and other low-melting alloys | Aluminum alloys and other higher-melting casting alloys | State the material grade before comparing tooling or unit price |
How is molten metal injected? | Metal is supplied from an integrated furnace through the injection system | Molten metal is ladled into a separate shot sleeve before injection | Route affects cycle planning, melt handling, and process stability |
Which part types fit best? | Small to medium zinc housings, covers, clips, decorative parts, and precise hardware | Aluminum housings, heat-dissipation parts, brackets, frames, and larger covers | Part mass, wall thickness, ribs, bosses, and inserts should be reviewed early |
Which risks require early review? | Flash, thin detail filling, cosmetic marks, plating preparation, and zinc alloy selection | Porosity, shrinkage, cold shuts, thermal distortion, machining allowance, and surface finish | Inspection method and post-processing requirements should be included in the RFQ |
How Hot Chamber Die Casting Works for Zinc Die Cast Parts
Hot chamber die casting keeps molten metal close to the injection mechanism. A plunger forces molten alloy through a gooseneck and nozzle into the die cavity, where the zinc alloy fills thin ribs, bosses, lettering, clips, and cosmetic details before solidification.
The manufacturing reason is thermal efficiency. Because the furnace is part of the machine system, the molten zinc supply is ready for repeated shots. That setup can support stable production for suitable zinc die cast components, especially when the part requires fine detail, a smooth visible surface, or compact hardware geometry.
The RFQ implication is that buyers should provide zinc alloy preference, part weight, cosmetic surface area, plating or coating expectations, threaded hole requirements, and inspection criteria. Zinc die casting may still require trimming, deburring, tapping, machining, polishing, plating, or coating, so these secondary operations should be listed before quotation.
For route context, compare the article on the zinc die casting process, materials, benefits, and applications with the current part drawing instead of treating every zinc component as automatically production-ready.

How Cold Chamber Die Casting Works for Aluminum Die Cast Parts
Cold chamber die casting separates melting from injection. Molten aluminum alloy is transferred from the furnace into the shot sleeve, then the plunger pushes the metal into the die cavity under pressure. The process is commonly used when the alloy temperature or chemical behavior would be unsuitable for a hot chamber injection system.
The manufacturing reason is material compatibility. Aluminum alloys can provide lower density, good strength-to-weight performance, and useful thermal conductivity, but aluminum melt handling also increases attention to turbulence, oxide films, porosity, shrinkage, die temperature, venting, and gating design.
The RFQ implication is that aluminum die cast parts often need a clearer feature map than simple zinc parts. Buyers should identify sealing faces, CNC machined datum surfaces, tapped holes, bore locations, wall-thickness changes, heat dissipation areas, and cosmetic Class A surfaces so the supplier can review tooling, trimming, machining, leakage testing, and inspection needs.
For more general process background, see the related die casting process, materials, molds, pros, and cons article.
Alloy, Part Size, Wall Thickness, and Die Life Differences
The strongest selection factor is the alloy. Zinc die casting and aluminum die casting can both make durable metal components, but the alloy family changes melt temperature, flow behavior, density, corrosion behavior, finishing route, and tool-wear expectations.
Zinc alloys such as Zamak 3, Zamak 5, Zamak 7, and ZA series materials are often used when the buyer needs fine details, thin features, stable small hardware, or surface finishing options. Aluminum alloys such as A380, ADC12, A356, and related grades are often used when the buyer needs low weight, larger geometry, heat dissipation, or higher operating-temperature capability.
Part size also changes the route discussion. Hot chamber zinc die casting often suits compact and detailed parts. Cold chamber aluminum die casting is more common for larger housings, motor covers, lighting enclosures, electronics shells, pump housings, and brackets. If the drawing has both thin ribs and heavy bosses, the die casting supplier should review filling balance, cooling layout, ejector placement, and the likely need for machining stock.
Manufacturing Entity | Hot Chamber Zinc Die Casting | Cold Chamber Aluminum Die Casting | Buyer Check Before Quote |
|---|---|---|---|
Common material grades | Zamak 3, Zamak 5, Zamak 7, ZA alloys | A380, ADC12, A356, 360, B390, and related grades | Confirm required grade, mechanical needs, appearance, and environment |
Typical part geometry | Small detailed housings, covers, fastener hardware, decorative components | Housings, frames, brackets, covers, heat sink bodies, larger shells | Share 3D model, 2D drawing, wall sections, ribs, bosses, and critical surfaces |
Tooling stress pattern | Usually lower thermal stress for zinc-compatible tooling | Higher thermal stress because aluminum processing is more demanding | Ask how tool steel, cooling, vents, and expected maintenance affect cost |
Dimensional control drivers | Thin details, flash, parting line, ejection marks, plating allowance | Porosity, shrinkage, warpage, machining stock, datum strategy | Define CTQ dimensions and inspection method in the RFQ package |
Tooling, Cycle Time, Secondary Machining, and Cost Differences
Hot chamber die casting may be more efficient for suitable zinc parts, but cost should still be evaluated through tooling, finishing, inspection, and production volume. A low unit price estimate is not useful if the quotation ignores plated surfaces, threaded holes, inserts, or cosmetic sorting.
Cold chamber die casting can be economical for aluminum parts at suitable production volumes, but tooling design and secondary machining usually carry more decision weight. Aluminum die cast parts may need trimming, shot blasting, CNC machining, drilling, tapping, impregnation, leak testing, anodizing, powder coating, painting, or assembly operations depending on the functional requirement.
The RFQ implication is direct: ask suppliers to separate tooling cost, casting unit price, machining cost, finishing cost, inspection cost, and packaging assumptions. For a broader cost view, compare the die casting cost and mold cost calculation article with the part drawing and expected annual demand.
Defects and Inspection Evidence for Die Cast Parts
Hot chamber and cold chamber die casting have different defect patterns, so the inspection plan should match the process route. Zinc die cast parts are often reviewed for flash, surface blemishes, parting-line mismatch, plating preparation, thread quality, and dimensional stability. Aluminum die cast parts are often reviewed for porosity, cold shuts, shrinkage, leakage risk, warpage, machined-surface exposure, and coating adhesion.
The manufacturing reason is the way molten metal fills and solidifies in the die. Gate position, runner balance, venting, die temperature, vacuum support, cooling layout, ejection design, and trim method can all influence the final part. A cosmetic housing, a pressure-retaining enclosure, and a machined bracket should not use the same inspection evidence package.
The RFQ implication is that buyers should define the acceptance method early. Common evidence can include dimensional inspection reports, visual inspection criteria, thread gauges, surface roughness checks, coating thickness checks, leak tests, X-ray inspection where needed, and functional assembly checks. For aluminum-specific risk review, see the FAQ on common defects and solutions in aluminum die casting.
When Zinc Die Casting, Aluminum Die Casting, or Another Casting Route Fits Better
Choose zinc die casting when the part needs compact geometry, fine detail, good surface quality, and a zinc alloy matches the mechanical and environmental requirements. Zinc die casting is often evaluated for small housings, clips, connectors, locks, decorative shells, and precision hardware.
Choose aluminum die casting when the part needs lower weight, heat dissipation, larger geometry, or aluminum alloy performance. Aluminum die casting is often evaluated for motor housings, lighting parts, electronics enclosures, pump bodies, brackets, covers, and heat sink structures.
Consider another casting route when the drawing requires alloy families, part size, wall sections, or mechanical properties outside a practical die casting window. Investment casting, sand casting, gravity casting, machining, or metal injection molding may be better when the part geometry, production volume, or material requirement does not match pressure die casting. Neway's article on zinc die casting vs aluminum die casting can help buyers compare alloy families before a detailed RFQ.
RFQ Information Needed for Hot Chamber or Cold Chamber Die Casting
A useful die casting RFQ should let the supplier judge process route, tooling approach, defect risk, finishing route, and inspection evidence without guessing. Missing material or inspection information can cause quote revisions after design review.
RFQ Item | Why It Matters for Die Casting | Recommended Buyer Input |
|---|---|---|
Material grade | Separates hot chamber zinc options from cold chamber aluminum options | Specify Zamak, ZA, A380, ADC12, A356, or approve supplier-recommended alternatives |
3D model and 2D drawing | Defines wall thickness, draft, ribs, bosses, parting line, and ejector risks | Provide native CAD, STEP file, drawing revision, and critical dimensions |
Functional surfaces | Identifies machining datum surfaces, sealing faces, bores, threads, and assembly interfaces | Mark CTQ dimensions, datums, and post-machined areas on the drawing |
Surface finish | Affects polishing, plating, anodizing, coating, masking, and cosmetic sorting | State visible surfaces, color, texture, coating type, and inspection criteria |
Production demand | Influences tool cavity count, tool steel selection, maintenance plan, and unit price | Share prototype quantity, annual volume, ramp schedule, and packaging requirements |
Inspection method | Controls dimensional reports, visual standards, leak testing, X-ray, or functional tests | Provide the required report type, sampling plan, and acceptance criteria |
The best route selection is not simply hot chamber versus cold chamber. The stronger question is whether the alloy, die design, secondary operations, and inspection plan support the part's function at the intended production stage.
Related FAQs