Warpage in Aluminum Die Casting: Causes and Solutions
Aluminum Die Casting Warpage RFQ Decision: Warpage in aluminum die casting is unintended distortion caused by uneven shrinkage, thermal stress, mold design, part geometry, ejection, machining, or post-processing. This article explains how buyers should define flatness, straightness, datum surfaces, wall thickness, ribs, bosses, cooling risk, alloy selection, machining allowance, and inspection evidence before requesting a quotation for housings, brackets, covers, heat sinks, frames, and structural die-cast components. The practical RFQ problem is identifying which surfaces must stay flat or aligned and how warpage will be measured.
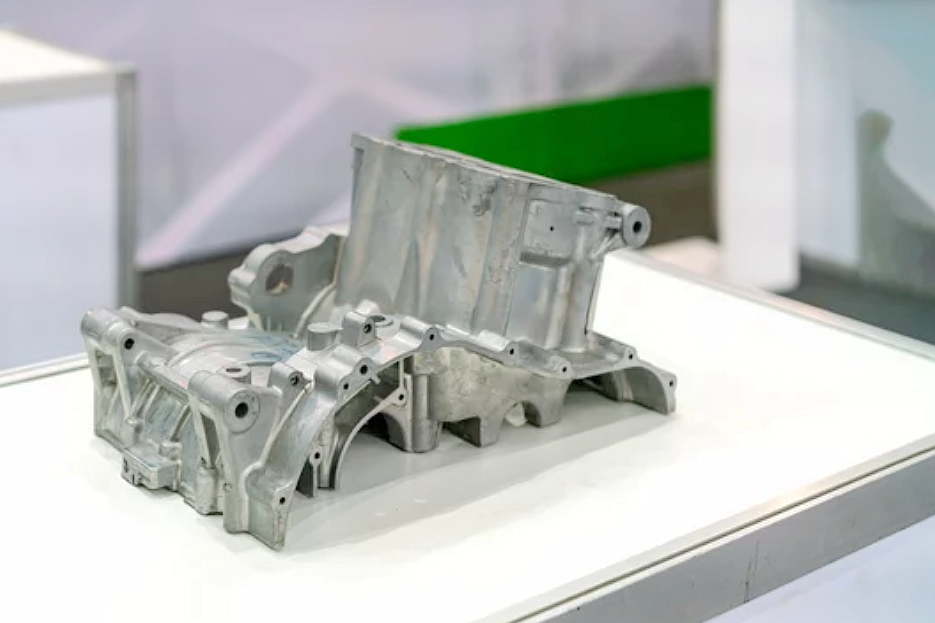
Warpage is not only a casting defect; it is often a design, tooling, process, and inspection issue together. A long thin plate, a heat sink base, a frame with uneven ribs, or a housing with thick bosses can distort differently during solidification and cooling. Buyers should mark critical flatness zones, mating surfaces, sealing faces, and assembly datums on the drawing.
What Is Warpage in Aluminum Die Casting?
Warpage is a dimensional change where the final casting bends, twists, bows, or distorts from the intended CAD geometry. Warpage can affect assembly fit, gasket compression, heat-transfer contact, machined datums, visual appearance, and functional alignment. The defect may be visible on large flat surfaces or detected only during fixture, CMM, or assembly inspection.
The RFQ should define the feature that matters. A cosmetic cover may need visual flatness. A heat sink may need a flat contact surface after machining. A mounting frame may need hole-position alignment. A sealed housing may need gasket-surface control. Each requirement should be tied to the drawing and inspection method.
Which Part Features Increase Warpage Risk?
Warpage risk increases with uneven wall thickness, long thin spans, heavy bosses, unbalanced ribs, sharp section changes, large flat panels, deep pockets, and asymmetric geometry. A part that combines thick mounting bosses with thin outer walls can cool unevenly. A heat sink with fins and a thick base can create different cooling rates across the casting.
Buyers should provide the 3D model and mark the features that cannot distort. If a flat surface will be CNC machined after casting, the RFQ should define machining allowance and final flatness requirements. If thin ribs or fins are functional, the RFQ should identify whether straightness, filling, and breakage are inspection points.
How Do Mold Design and Cooling Affect Warpage?
Mold design controls filling, solidification, cooling, and ejection. Gate location, runner design, overflow position, venting, mold temperature, cooling channel layout, ejection points, and parting-line strategy can all affect warpage. Poorly balanced cooling or uneven ejection can distort a casting before machining begins.
Process review should focus on the critical features. If a part has a flat sealing surface, the supplier should review cooling and ejection around that surface. If a part has a thin wall next to a thick boss, the supplier should review solidification and shrinkage. If a large flat cover requires strict appearance, the supplier should review rib layout, wall balance, and fixture handling.
How Should Buyers Inspect Warpage and Dimensional Distortion?
Inspection should measure the feature that controls function. Flatness, straightness, parallelism, profile, hole position, and assembly fit may all be relevant. Buyers may request CMM inspection, fixture inspection, height gauge checks, go/no-go gauges, surface plate checks, or assembly trials. The method should be defined before quotation.
Inspection timing also matters. Some dimensions should be checked after casting, while others should be checked after trimming, heat treatment if applicable, CNC machining, shot blasting, coating, or assembly. The RFQ should specify whether acceptance applies to the as-cast part, machined part, finished part, or assembled part.
What Correction and Post-Processing Options Are Realistic?
Warpage correction is limited by alloy, geometry, wall thickness, and functional surfaces. Straightening, fixturing, controlled machining, stress-relief review, or revised post-processing may help some parts, but correction should not replace good part design and tooling review. Excessive correction can create cracks, surface damage, dimensional variation, or hidden stress.
Buyers should define final requirements rather than assuming post-processing can fix distortion. If warpage is critical, the RFQ should request design review before tooling, and the supplier should evaluate wall balance, ribs, bosses, draft, cooling, and machining allowance early.
Warpage Risk Area | Likely Cause | RFQ Detail Needed | Inspection Evidence |
|---|---|---|---|
Flat sealing or heat-transfer surface | Uneven cooling, thick-to-thin transition, ejection stress, or machining allowance issue. | Flatness requirement, datum surface, machining allowance, gasket or mating part data. | CMM report, surface plate check, fixture check, or assembly fit check. |
Long cover, frame, or bracket | Asymmetric geometry, unbalanced ribs, cooling variation, or fixture release movement. | Critical straightness zones, hole alignment, rib layout, and mounting interface. | Fixture inspection, hole-position report, profile check, and assembly trial if required. |
Thin wall near heavy boss | Differential shrinkage, hot spots, poor feeding, or stress concentration. | Wall thickness map, boss function, fastener load, and cosmetic surface limits. | Dimensional report, visual inspection, section review if required, and sample approval. |
Finished or coated part | Post-processing stress, machining sequence, coating heat, or handling deformation. | Finish type, dimensions after finishing, masked zones, and packaging requirement. | Final dimensional report, finish inspection, and packaging approval if required. |
What Neway Precision Reviews for Aluminum Die-Casting Warpage
Neway Precision reviews warpage-related RFQs by checking alloy grade, wall thickness, ribs, bosses, flat surfaces, heat sink fins, gate location, overflow design, venting, cooling strategy, ejection, trimming, machining allowance, post-processing, and inspection criteria. The review connects aluminum die-casting design, tool design, process control, machining, finishing, and buyer acceptance criteria.
A complete RFQ should include the 2D drawing, 3D CAD model, alloy grade, flatness and straightness requirements, datum scheme, critical dimensions, mating parts, sealing surfaces, machining requirements, surface finish, expected quantity, and requested inspection documents. Clear RFQ data helps determine whether warpage can be controlled through design review, tooling review, process control, machining strategy, or inspection planning.
Related FAQs