Русский
Онлайн-сервис литья алюминия под давлением
Мы предлагаем индивидуальное литьё алюминия под давлением от разработки до готовых деталей, обеспечивая высокое качество при оптимальных затратах.

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Что такое сервис литья алюминия под давлением?
Наш сервис литья алюминия под давлением обеспечивает высокоточную и экономичную технологию, создавая компоненты с отличной точностью размеров и качественным покрытием. Идеально подходит для автомобильной, авиационной и промышленной отраслей.

Области применения литых под давлением изделий
Лёгкие и прочные алюминиевые детали используются в аэрокосмической, автомобильной, электронной и других отраслях, обеспечивая надёжность и высокую точность.
Горячекамерное vs Холоднокамерное литьё
Горячекамерное и холоднокамерное литьё под давлением — два основных метода, каждый с особенностями и областью применения.

Горячекамерное литьё
В горячекамерном литье расплавленный металл содержится в нагреваемой камере, примыкающей к полости формы. Поршень проталкивает металл в форму через изогнутый канал. Эффективно для сплавов с низкой температурой плавления.

Холоднокамерное литьё
Расплавленный металл переливают во внешнюю холодную камеру, затем гидравлический или механический поршень впрыскивает его в форму. Подходит для сплавов с высокой температурой плавления; циклы чуть длиннее из-за перелива.
Литьё под давлением из алюминия Materials
Возможности литья алюминия Neway
Neway специализируется на литье алюминия под давлением с широким диапазоном размеров и финишной обработкой. Отправьте чертежи для получения комплексного решения.
Как работает литьё под давлением в Neway
Узнайте процесс: впрыск расплавленного металла под высоким давлением в стальные формы для создания сложных деталей. Видео включает обзоры сплавов и экономику масштабного производства.
Доступная финишная обработка поверхностей
Специализированные покрытия: гальваника, анодирование, порошковая окраска, термобарьерные покрытия для повышения коррозионной и износостойкости.

Узнать больше
Станочная обработка

Узнать больше
Покраска

Узнать больше
PVD-покрытие

Узнать больше
Пескоструйная обработка

Узнать больше
Гальваника

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополировка


Узнать больше
Шлифовка щёткой

Узнать больше
Чёрный оксид

Узнать больше
Термическая обработка

Узнать больше
Тамблинг

Узнать больше
Алодинирование

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Азотирование

Узнать больше
Горячее цинкование

Узнать больше
Лакировка

Узнать больше
Тефлоновое покрытие

Узнать больше
Теплостойкие покрытия

Узнать больше
Тепловые барьерные покрытия

Узнать больше
Пассивация
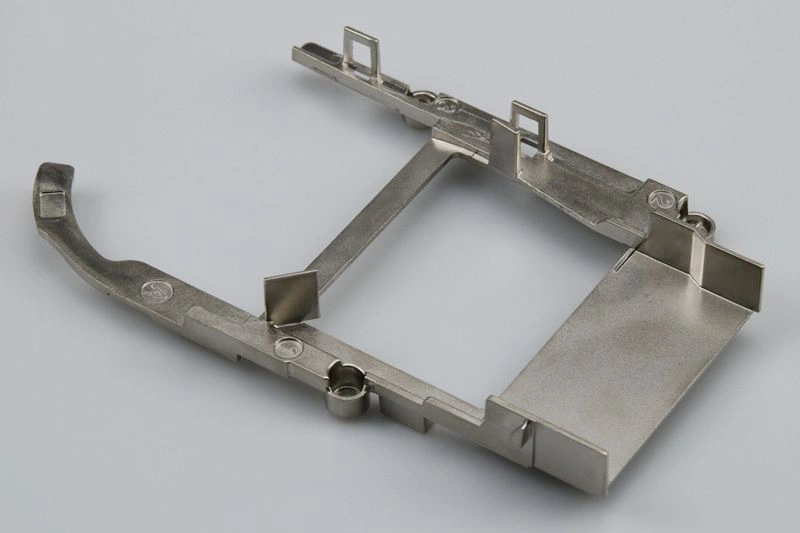
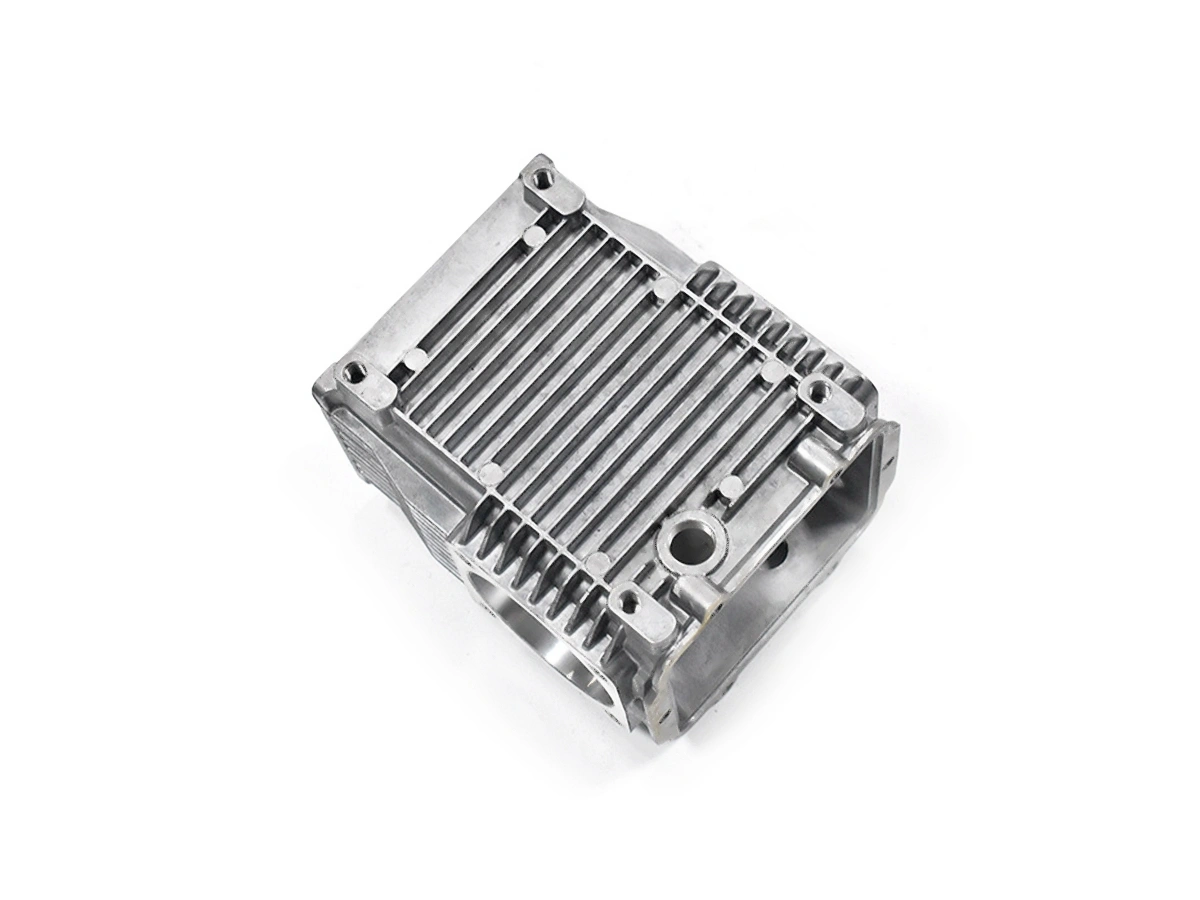
Галерея литых алюминиевых деталей
Исследуйте коллекцию изделий: от автомобильных до аэрокосмических, изготовленных с высокой точностью и долговечностью.







Начните новый проект сегодня
Рекомендации по проектированию
Следуйте этим советам, чтобы повысить эффективность производства, снизить дефекты и обеспечить стабильность качества. Используйте отраслевые стандарты для оптимизации охлаждения и процессов.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.