Распространенные дефекты и решения при литье алюминия под давлением
Какие дефекты литья алюминия под давлением важны при рассмотрении RFQ?
Литье алюминия под давлением может повлиять на корпуса, крышки, кронштейны, детали рассеивания тепла, рамы и компоненты, работающие под давлением. При рассмотрении дефектов литья алюминия под давлением необходимо связывать каждый дефект с особенностью детали, функциональным риском, причиной процесса и доказательством контроля. Практическая проблема RFQ заключается в определении, какие дефекты являются косметическими, какие влияют на механическую обработку или сборку, а какие требуют контроля, такого как измерения CMM, визуальный контроль, рентгеновский контроль, КТ, испытания на утечку или испытания под давлением.
Распространенные дефекты литья алюминия под давлением включают газовую пористость, усадочную пористость, холодные швы, недоливы, заусенцы, смещение по линии разъема, горячие трещины, поверхностные дефекты и вскрытие внутренних пустот при механической обработке. Большинство мер по борьбе с дефектами начинаются до создания оснастки: выбор сплава, баланс стенок, конструкция литника и питателя, вентиляция, расположение переливов, температура формы, схема охлаждения, контроль зажима и припуски на обработку — все это влияет на качество готовой детали.
Как пористость влияет на детали, отлитые из алюминия под давлением?
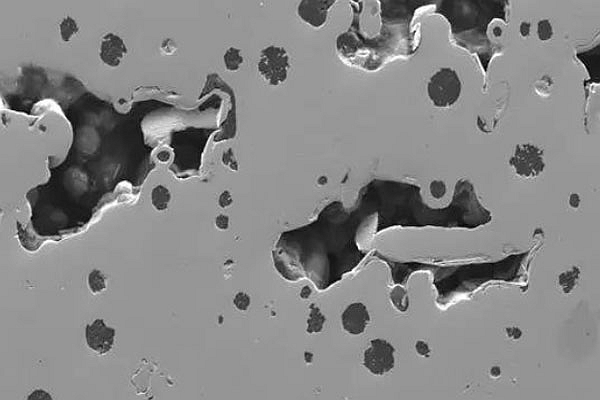
Пористость — это пустота или пора внутри детали из алюминиевого литья под давлением, которая становится важной, когда пустота влияет на прочность, герметичность, устойчивость к давлению, косметические поверхности или механически обработанные элементы. Газовая пористость может возникать из-за захвата воздуха, плохой вентиляции, турбулентного заполнения, влаги, растворенных газов или неподходящей конструкции литника и питателя.
Контроль пористости начинается с течения металла и удаления воздуха. RFQ должен определять поверхности под давлением, уплотнительные поверхности, механически обработанные отверстия, пути утечки и косметические области, поскольку разные области могут требовать разных критериев приемки. Контроль может включать разрезку, рентгеновский контроль, КТ, испытания на утечку или испытания под давлением, если функция детали требует проверки внутренних дефектов.
Как образуются усадка и микропористость в отливках под давлением?
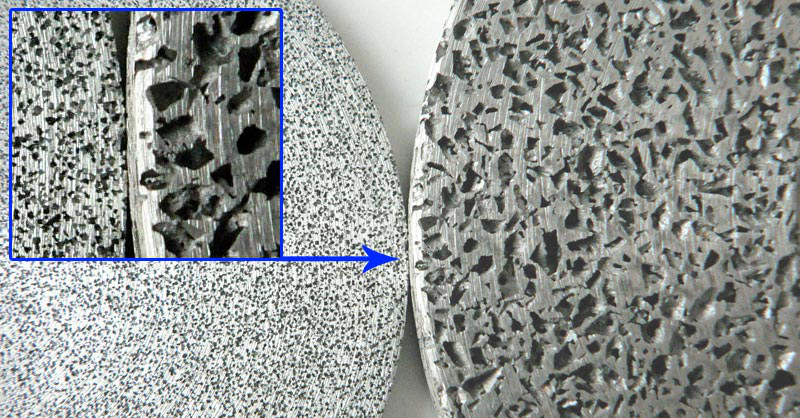
Усадка и микропористость образуются, когда алюминий сжимается при затвердевании, и местное поступление металла не может компенсировать изменение объема. Толстые сечения, неравномерные переходы стенок, изолированные бобышки, массивные ребра, плохой баланс охлаждения и неподходящие условия питания могут увеличить риск усадки.
Направление решения — не просто изменение одной настройки оборудования. Конструкция детали может потребовать сбалансированной толщины стенок, более плавных переходов, лучшего расположения литника, регулировки переливов, пересмотра схемы охлаждения или изменения припусков на обработку. Покупатель должен отметить несущие сечения, зоны давления и механически обрабатываемые поверхности, так как усадка может быть допустимой в одной области и неприемлемой в другой.
Что вызывает холодные швы и недоливы в литье алюминия под давлением?
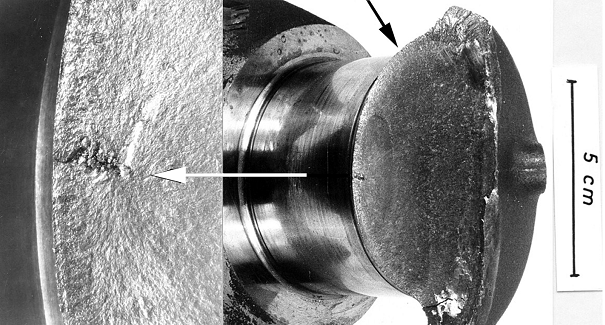
Холодные швы и недоливы возникают, когда расплавленный алюминий не успевает полностью сплавиться или полностью заполнить полость формы до затвердевания. Эти дефекты часто проявляются в виде линий потока, неполных кромок, разрывов в тонких сечениях или слабых швов, где два фронта металла встречаются без надлежащего сплавления.
Возможные причины включают низкую эффективную температуру расплава, низкую температуру формы, плохую вентиляцию, неподходящее расположение литника, длинные пути течения, тонкие стенки, ограничения потока или преждевременное затвердевание. Чертежи RFQ должны указывать тонкие стенки, длинные ребра, глубокие полости, резкие переходы и ограничения по косметическим линиям потока, чтобы процесс литья под давлением был проанализирован до изготовления оснастки.
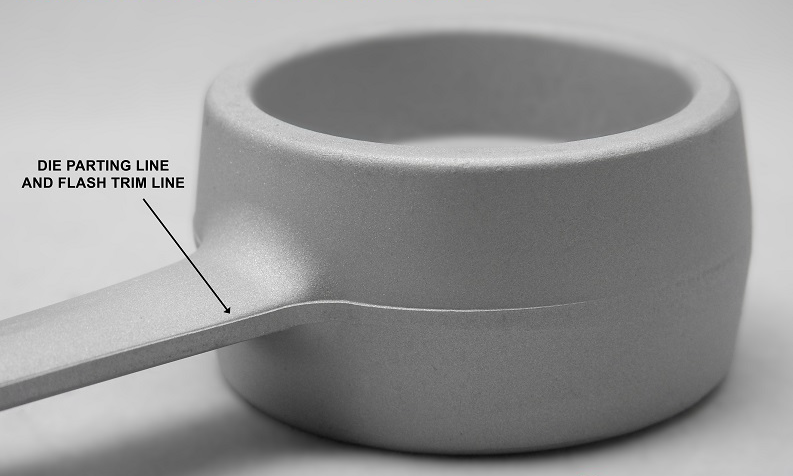
Почему появляются заусенцы и дефекты по линии разъема?
Заусенцы — это избыток алюминия, выходящий на линии разъема формы, в интерфейсе ползуна, в зоне выталкивателя или на запорной поверхности. Заусенцы и смещение по линии разъема имеют значение, поскольку они могут увеличить стоимость обрезки, помешать сборке, повлиять на уплотнительные поверхности или создать заусенцы около обрабатываемых или косметических поверхностей.
Заусенцы могут быть связаны с износом формы, контролем зажима, посадкой формы, тепловым расширением, давлением металла, загрязнением запорных поверхностей или недостаточным обслуживанием. Чертеж должен указывать допустимую высоту заусенцев, кромки без заусенцев, косметические поверхности и требования к контролю после обрезки. Если линия разъема пересекает уплотнительную или скользящую поверхность, в предложении должны быть предусмотрены механическая обработка или контролируемая отделка после литья.
Как следует рассматривать горячие трещины и разрывы?
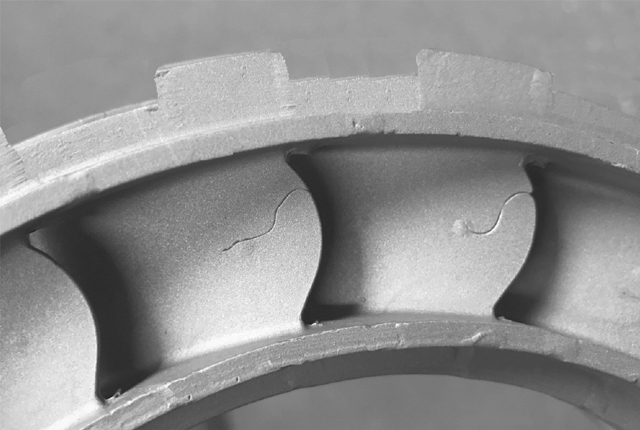
Горячие трещины и разрывы — это разделения, которые образуются, когда отливка еще затвердевает и удерживается формой или неравномерным охлаждением. Эти дефекты являются серьезными, когда трещина пересекает путь нагрузки, границу давления, механически обработанную поверхность или крепежный элемент.
Рассмотрение горячих трещин должно учитывать поведение сплава, переходы сечений стенок, радиусы скруглений, конструкцию ребер, усадку под напряжением, расположение литника, баланс охлаждения и напряжения при выталкивании. RFQ должен определять конструктивные элементы, зоны давления и потребности в контроле. Могут рассматриваться капиллярный контроль, визуальные стандарты, разрезка, рентгеновский контроль, КТ, если риск трещин влияет на критерии приемки.

Какие доказательства контроля помогают управлять дефектами литья алюминия под давлением?
Доказательства контроля должны соответствовать риску дефекта и функции детали. Отчеты о размерах и CMM-контроль поддерживают контроль допусков. Визуальные стандарты контроля поддерживают косметические поверхности, заусенцы, царапины и качество удаления литника. Рентгеновский контроль или КТ поддерживают контроль внутренней пористости. Испытания на утечку и под давлением поддерживают герметичные корпуса, корпуса насосов, клапаны и детали под давлением.
Покупатели должны определить критерии приемки перед запросом предложения. Для ответственных за безопасность или регулируемых применений пакет чертежей должен определять требования к квалификации, потребности в документации и окончательную ответственность за валидацию. Поставщик литья под давлением может обеспечить производственные и контрольные доказательства, в то время как окончательная валидация остается ответственностью покупателя.
Тип дефекта | Вероятная производственная причина | Риск для детали, который необходимо проверить | RFQ или доказательства контроля |
Газовая пористость | Захват воздуха, плохая вентиляция, турбулентное заполнение, влага или растворенные газы | Утечка, снижение герметичности, вскрытые пустоты после механической обработки и снижение прочности | Испытание на утечку, испытание под давлением, рентгеновский контроль, КТ, разрезка или критерии приемки пористости |
Усадка и микропористость | Неравномерная толщина стенок, толстые сечения, дисбаланс охлаждения или недостаточное местное питание | Слабые пути нагрузки, дефекты в зоне давления, пути коррозии и пустоты на обработанных поверхностях | Проверка стенок, проверка охлаждения, припуски на обработку, разрезка, рентген, КТ или функциональное испытание |
Холодный шов и недолив | Неполное заполнение, длинные пути течения, плохая вентиляция, низкая эффективная температура или тонкие стенки | Слабые швы, неполные кромки, косметические следы течения и помехи сборке | Проверка течения, визуальный стандарт, контроль размеров, проверка тонких стенок и утверждение образцов |
Заусенцы и смещение по линии разъема | Износ формы, контроль зажима, загрязнение запорных поверхностей, тепловое расширение или смещение ползуна | Заусенцы, стоимость обрезки, помехи уплотнительной поверхности, косметические дефекты и риск при сборке | Предел заусенцев, визуальный стандарт, процесс обрезки, примечание по механической обработке и контроль первого изделия |
Горячие трещины и разрывы | Усадка под напряжением, чувствительность сплава, резкие переходы, неравномерное охлаждение или напряжения при выталкивании | Рост трещин, разрушение пути нагрузки, утечка давления и риск отбраковки после механической обработки | Капиллярный контроль, визуальный стандарт, разрезка, рентгеновский контроль, КТ и критерии приемки |
Какая информация в RFQ снижает риск дефектов литья алюминия под давлением?
Полезный RFQ на алюминиевое литье под давлением должен включать 2D-чертеж, 3D-модель, марку сплава, годовое количество, этап прототипа или производства, толщину стенок, критические размеры, схему базирования, косметические поверхности, требования к давлению или утечке, припуски на обработку, покрытие или обработку поверхности, термообработку при необходимости и метод контроля.
Снижение дефектов зависит от раннего анализа конструкции и процесса. Когда покупатели определяют функциональные поверхности, зоны без заусенцев, уплотнительные поверхности, резьбовые отверстия, посадочные места подшипников и границы давления на этапе запроса предложения, маршрут литья под давлением может быть проанализирован с более реалистичным планированием оснастки, обработки, отделки и контроля.
Часто задаваемые вопросы
Какой материал используется для пресс-форм алюминиевого литья под давлением?
Какие распространенные виды поверхностной обработки алюминиевых отливок под давлением?
Что такое линия разъема в производстве алюминиевого литья под давлением?
Самая тонкая стенка в алюминиевом литье под давлением: насколько тонкой мы можем сделать?
Что такое холодная усадка в алюминиевом литье под давлением?
Литье цинка под давлением против алюминиевого: в чем различия?
