Français
Service de prototypage impression 3D pour pièces personnalisées
Services d’impression 3D abordables pour le prototypage rapide : besoin d’un prototype de produit en urgence ? Nos services d’impression 3D offrent des tarifs compétitifs sans compromis sur la qualité. Mettez votre produit sur le marché en un temps record.

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
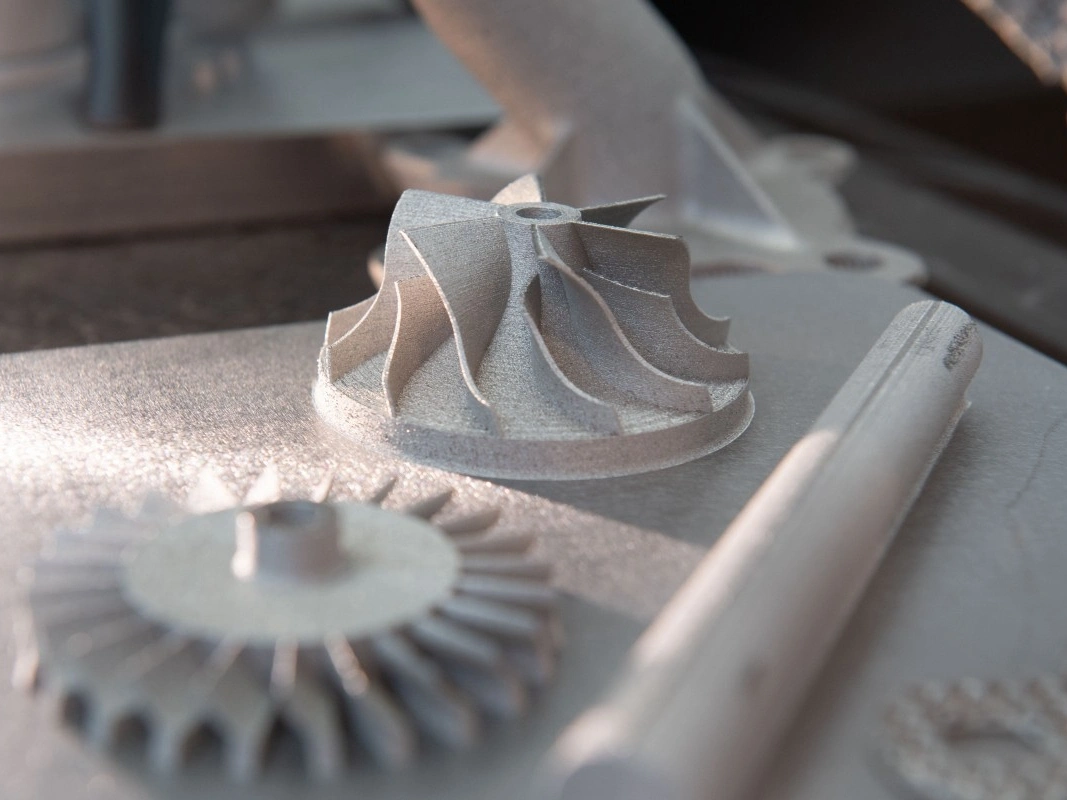
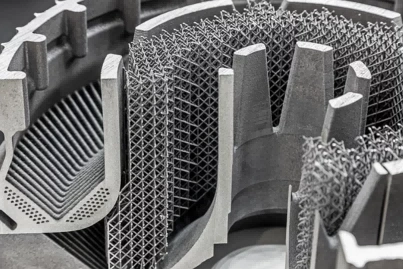
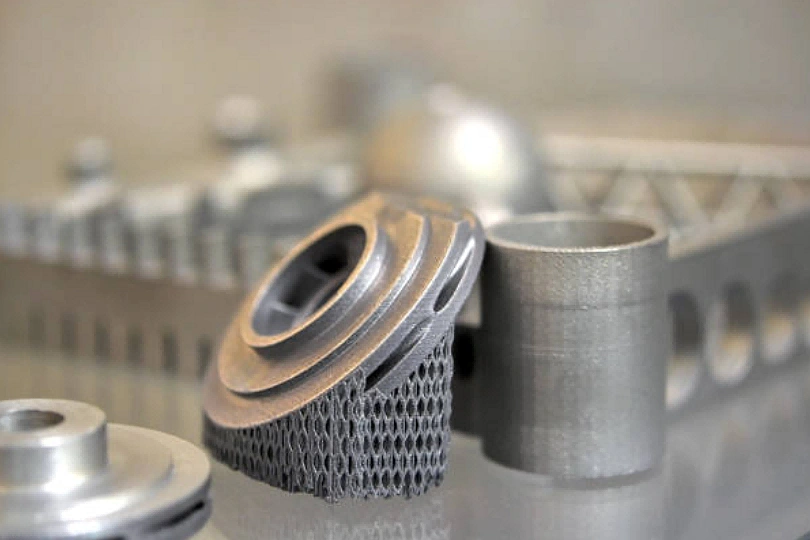
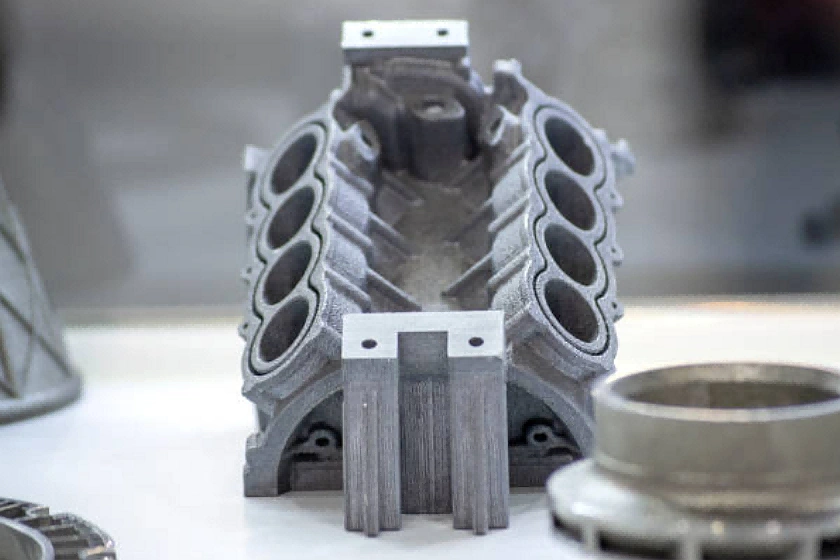
Capacités et technologies d’impression 3D de pièces sur mesure
Nos capacités et technologies d’impression 3D incluent des méthodes avancées telles que FDM, SLS, SLA et DMLS, compatibles avec une large gamme de matériaux. Nous livrons des composants précis et fonctionnels pour divers secteurs, adaptés à chaque besoin de conception et performance.

WAAM, LMD et EBAM pour composants robustes et résistants, secteur industriel et construction.

Pièces conductrices et résistantes à la chaleur pour l’électronique et l’industrie ; procédés SLM, LMD, WAAM.

FDM, FFF, SLS, PolyJet : idéal pour le prototypage abordable et la production polyvalente de composants légers et fonctionnels.

SLA, DLP, CLIP pour des pièces très détaillées, surface lisse pour dentaire, bijouterie, biens de consommation, résines UV.
Utilisée en aérospatial et énergie, SLM, DMLS et EBAM réalisent des pièces robustes et résistantes à la chaleur pour environnements extrêmes.

Idéal pour l’aéronautique, le médical et l’automobile : SLM, DMLS, EBM pour des composants légers, résistants à la corrosion et robustes.

SLS et Binder Jetting produisent des pièces précises et résistantes à la chaleur pour le médical, l’électronique et l’industrie.

Généralement : DMLS, SLM, Binder Jetting pour des pièces durables et inoxydables en ingénierie, médical, bâtiment.
WAAM, LMD et EBAM pour composants robustes et résistants, secteur industriel et construction.
Pièces conductrices et résistantes à la chaleur pour l’électronique et l’industrie ; procédés SLM, LMD, WAAM.
FDM, FFF, SLS, PolyJet : idéal pour le prototypage abordable et la production polyvalente de composants légers et fonctionnels.
SLA, DLP, CLIP pour des pièces très détaillées, surface lisse pour dentaire, bijouterie, biens de consommation, résines UV.
Utilisée en aérospatial et énergie, SLM, DMLS et EBAM réalisent des pièces robustes et résistantes à la chaleur pour environnements extrêmes.
Idéal pour l’aéronautique, le médical et l’automobile : SLM, DMLS, EBM pour des composants légers, résistants à la corrosion et robustes.
SLS et Binder Jetting produisent des pièces précises et résistantes à la chaleur pour le médical, l’électronique et l’industrie.
Généralement : DMLS, SLM, Binder Jetting pour des pièces durables et inoxydables en ingénierie, médical, bâtiment.
SLA, DLP, CLIP pour des pièces très détaillées, surface lisse pour dentaire, bijouterie, biens de consommation, résines UV.
Utilisée en aérospatial et énergie, SLM, DMLS et EBAM réalisent des pièces robustes et résistantes à la chaleur pour environnements extrêmes.
Idéal pour l’aéronautique, le médical et l’automobile : SLM, DMLS, EBM pour des composants légers, résistants à la corrosion et robustes.
SLS et Binder Jetting produisent des pièces précises et résistantes à la chaleur pour le médical, l’électronique et l’industrie.
Généralement : DMLS, SLM, Binder Jetting pour des pièces durables et inoxydables en ingénierie, médical, bâtiment.
WAAM, LMD et EBAM pour composants robustes et résistants, secteur industriel et construction.
Pièces conductrices et résistantes à la chaleur pour l’électronique et l’industrie ; procédés SLM, LMD, WAAM.
FDM, FFF, SLS, PolyJet : idéal pour le prototypage abordable et la production polyvalente de composants légers et fonctionnels.
SLA, DLP, CLIP pour des pièces très détaillées, surface lisse pour dentaire, bijouterie, biens de consommation, résines UV.
Utilisée en aérospatial et énergie, SLM, DMLS et EBAM réalisent des pièces robustes et résistantes à la chaleur pour environnements extrêmes.
Avantages du service impression 3D
Notre service d’impression 3D offre le prototypage rapide, la fabrication de formes complexes, l’optimisation des coûts et la personnalisation pour des solutions de fabrication avancées.

Applications des pièces imprimées personnalisées
Notre processus de fabrication de pièces imprimées sur mesure offre une production flexible et à la demande pour le prototypage et la petite série. Découvrez une gamme de composants adaptés à chaque secteur.
Prototypage par impression 3D Materials
Capacités de prototypage impression 3D Neway
Le prototypage devient plus facile grâce à l’impression 3D : oubliez les méthodes longues et salissantes, passez à l’impression 3D. Notre service offre des délais courts et une précision optimale.
Finitions de surface disponibles pour pièces sur mesure
Notre service de traitement de surface propose des finitions spécialisées pour pièces sur mesure, améliorant durabilité, esthétique et performance. Nous proposons : galvanoplastie, anodisation, peinture poudre, revêtements thermiques, optimisés pour la résistance à la corrosion, l’usure et l’aspect visuel des pièces métal et plastique dans toutes les industries.

En savoir plus
Finition usinée

En savoir plus
Peinture

En savoir plus
Dépôt PVD

En savoir plus
Sablage

En savoir plus
Galvanoplastie

En savoir plus
Polissage

En savoir plus
Anodisation

En savoir plus
Peinture poudre

En savoir plus
Polissage électrolytique

En savoir plus
IMD (décoration dans le moule)

En savoir plus
Finition brossée

En savoir plus
Traitement à l’oxyde noir

En savoir plus
Traitement thermique

En savoir plus
Tribofinition

En savoir plus
Traitement Alodine

En savoir plus
Chromage

En savoir plus
Phosphatation

En savoir plus
Nitruration

En savoir plus
Galvanisation

En savoir plus
Revêtement laque

En savoir plus
Revêtement téflon

En savoir plus
Revêtement thermique

En savoir plus
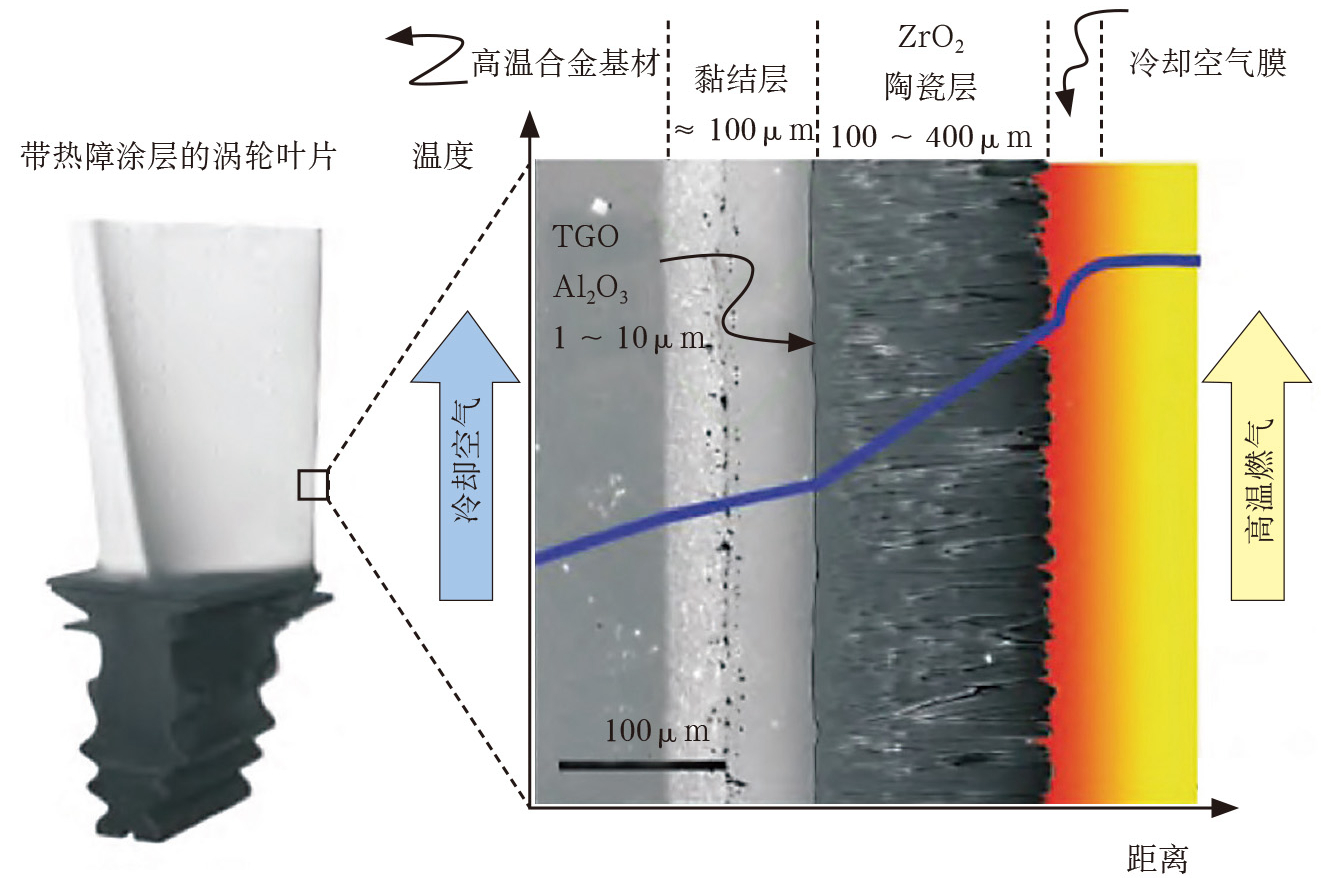
Revêtement barrière thermique

En savoir plus
Passivation
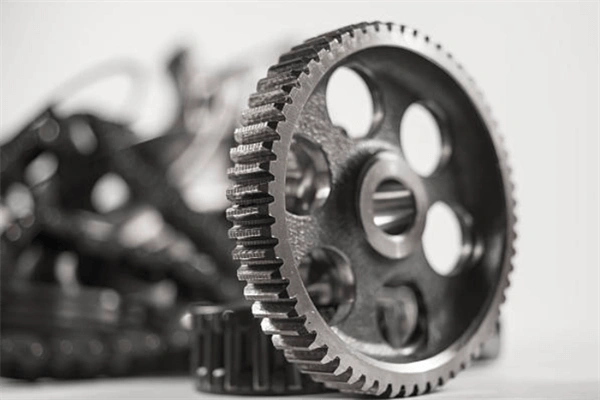
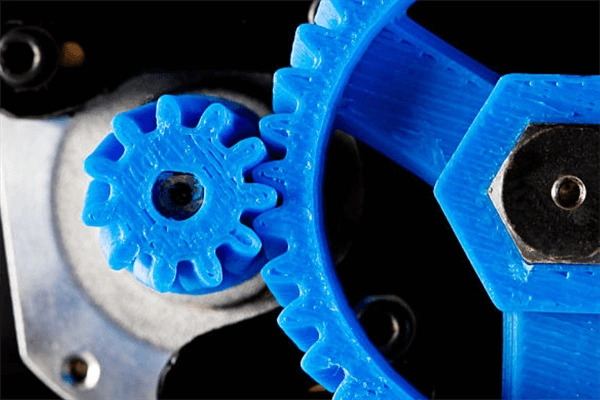
Galerie de pièces personnalisées
Dans notre galerie de pièces personnalisées, chaque projet est unique. Nous collaborons étroitement avec nos clients pour garantir des pièces conçues selon leurs spécifications exactes. Grâce à notre souci du détail et à notre engagement qualité, vous pouvez compter sur des résultats au-delà de vos attentes.


Commençons un nouveau projet aujourd'hui
Guide de conception pour pièces imprimées 3D personnalisées
Ces directives donnent des valeurs standard pour assurer résistance, qualité et efficacité de production optimales. Elles équilibrent précision, vitesse d’impression et coût, tout en minimisant défauts et post-traitement.
Frequently Asked Questions
Explorer les ressources associées


Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.