Inconel 600
Nuances similaires à l'Inconel 600
UNS NO6600, W.Nr.2.4816, alliage 600, NA14
Description
L'Inconel 600 est un alliage nickel-chrome réputé pour son excellente résistance à la corrosion et aux hautes températures, ce qui le rend hautement adapté à diverses applications industrielles. Ce superalliage contient une proportion significative de nickel (jusqu'à 75 %) combinée à du chrome et à de petites quantités de fer, contribuant à sa capacité à résister à des environnements extrêmes. Sous forme de poudre, l'Inconel 600 est fréquemment utilisé dans la fabrication additive (FA) et la métallurgie des poudres, offrant des avantages uniques pour la production de composants aux géométries complexes et aux exigences de performance élevées.
Applications
Aérospatiale
Les poudres d'Inconel 600 servent à fabriquer des composants tels que des aubes de turbine, des chambres de combustion et des systèmes d'échappement dans les moteurs aérospatiaux. Ces pièces bénéficient de la résistance à l'oxydation de l'alliage et de sa capacité à fonctionner sous contrainte thermique élevée.
Énergie
Dans les réacteurs nucléaires et les fours de traitement thermique, les composants fabriqués en Inconel 600 résistent aux effets corrosifs des gaz à haute température et des radiations. Ses excellentes propriétés mécaniques garantissent la longévité et la fiabilité des pièces dans les environnements de production d'énergie.
Traitement chimique
Grâce à sa résistance à divers produits chimiques, l'Inconel 600 est utilisé pour fabriquer des réacteurs, des échangeurs de chaleur et des vannes dans l'industrie du traitement chimique. Il résiste à l'exposition à des substances corrosives, maintenant son intégrité sur de longues périodes.
Automobile
Les pièces automobiles haute performance, telles que les systèmes d'échappement et les composants de turbocompresseur, bénéficient de la stabilité thermique et de la résistance à la corrosion de l'Inconel 600. Il contribue à la durabilité et à l'efficacité des moteurs automobiles fonctionnant sous forte contrainte et à haute température.

Composition et propriétés
L'Inconel 600 est principalement composé de nickel (jusqu'à 75 %), de chrome (environ 15-17 %) et de fer (6-10 %), avec de petites quantités de manganèse, de silicium, de carbone et de soufre. Cette composition offre une résistance exceptionnelle à l'oxydation et à la corrosion, en particulier dans les applications à haute température, tout en maintenant une haute résistance et une grande ténacité.
Inconel 600 Valeurs typiques (% en poids) | |||||||||||
C | Si | Mn | P | S | Cr | Ti | Fe | Nb+Ta | Al | Ni+Co | Cu |
≤0.15 | ≤0.50 | ≤1.00 | ≤0.040 | ≤0.015 | 14.0-17.0 | ≤0.50 | 6.00-10.0 | ≤1.00 | ≤0.35 | ≥72 | ≤0.50 |
Caractéristiques de la poudre
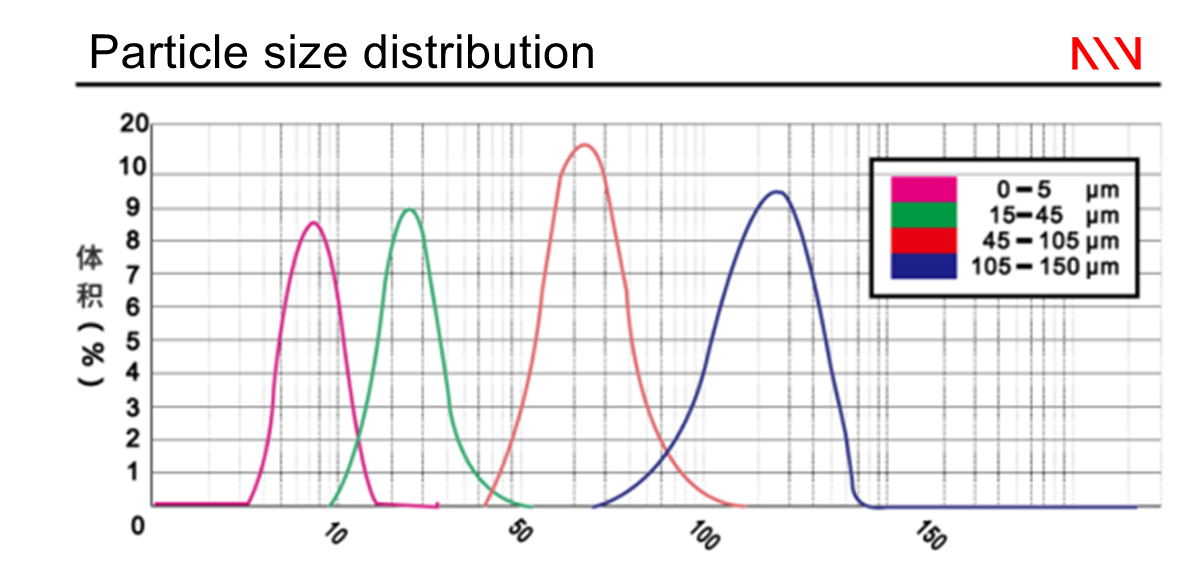
La distribution granulométrique, la morphologie et la pureté des poudres d'Inconel 600 sont essentielles pour leurs performances en fabrication additive et en métallurgie des poudres. Les poudres sont généralement caractérisées par leur forme sphérique, favorisant une meilleure fluidité et une densité de compactage accrue, ce qui est crucial pour obtenir des microstructures uniformes et exemptes de défauts.
Propriétés mécaniques après finition du produit | État de la poudre | ||||||||||||||||
Limite d'élasticité | Résistance à la traction | Allongement | Taille | 0- 15μm | 15-45μm | 45-75μm | 45- 150μm | ||||||||||
R p0.2/MPa | R m/MPa | δ5 /% | |||||||||||||||
Horizontal | ≥ 240 | ≥ 550 | ≥30 | Forme | Sphérique | Sphérique | Sphérique | Sphérique | |||||||||
Propriétés physiques
Densité : Environ 8,47 g/cm³
Surface spécifique : Dépend de la taille des particules et de la méthode de traitement, généralement dans la plage de 0,1 à 1 m²/g.
Sphéricité : ≥98 %, assurant une excellente fluidité et une densité de compactage élevée.
Densité apparente : 4,4-5,0 g/cm³, indiquant une bonne fluidité.
Vitesse d'écoulement Hall : 12-18 secondes/50g, démontrant une bonne fluidité de la poudre.
Point de fusion : Environ 1354-1413 °C (2470-2575 °F), adapté aux applications à haute température.
Densité relative : Proche de 100 % atteignable dans les pièces fabriquées par des procédés de fabrication additive.
Épaisseur de couche recommandée : 20-50 μm pour les procédés de fabrication additive, selon la machine et les exigences de la pièce.
Norme technique : Spécification technique de la poudre Inconel 600 pour l'impression 3D, ASTM B446, AMS 5666, AMS 5663, AMS 5599
Techniques de fabrication
1. Fabrication additive (FA)
La fabrication additive avec des poudres d'Inconel 600 représente une avancée significative dans la production de composants complexes. Deux méthodes clés se distinguent :
Fusion laser sélective (SLM) : Ce procédé consiste à utiliser un faisceau laser de haute intensité pour fondre et fusionner sélectivement les particules de poudre couche par couche selon un modèle 3D. La SLM est particulièrement avantageuse pour créer des composants aux géométries complexes, aux canaux internes et aux parois fines, typiques des applications aérospatiales et médicales. Le contrôle précis du processus de fusion permet d'obtenir des pièces de haute densité avec d'excellentes propriétés mécaniques.
Fusion par faisceau d'électrons (EBM) : L'EBM utilise un faisceau d'électrons comme source d'énergie pour fondre la poudre métallique. Ce processus se déroule sous vide, ce qui réduit l'oxydation et améliore la pureté du produit final. L'EBM est adapté à la production de pièces nécessitant une résistance mécanique et une résistance à la fatigue exceptionnelles, ce qui le rend idéal pour les composants critiques dans les industries aérospatiale et automobile.
2. Métallurgie des poudres
Les techniques de métallurgie des poudres (MP) sont essentielles pour produire des composants uniformes et de haute résistance à partir de poudres d'Inconel 600 :
Compaction isostatique à chaud (CIC) : La CIC consiste à appliquer une pression et une température élevées à la poudre dans un conteneur scellé. Ce processus élimine la porosité et atteint une densité complète, résultant en des pièces aux microstructures uniformes et aux propriétés mécaniques améliorées. La CIC est utilisée pour les composants exigeant une haute résistance et une grande fiabilité, tels que ceux des secteurs de l'énergie et de l'aérospatiale.
Moulage par injection de métal (MIM) : Le MIM combine la flexibilité du moulage par injection de plastique avec la résistance et la durabilité du métal. La poudre d'Inconel 600 est mélangée à un liant polymère et injectée dans un moule. Après le moulage, le liant est retiré et la pièce est frittée pour atteindre une densité complète. Le MIM est excellent pour produire de petites pièces complexes avec des tolérances serrées, telles que des outils chirurgicaux et des composants aérospatiaux.
3. Revêtement par projection
Les techniques de revêtement par projection, telles que la projection à l'oxycombustible à grande vitesse (HVOF) et la projection plasma, appliquent des poudres d'Inconel 600 sur des surfaces nécessitant une résistance accrue à l'usure, à la corrosion et à la chaleur. Ces revêtements sont essentiels pour prolonger la durée de vie des pièces exposées à des conditions extrêmes :
Revêtement HVOF (High Velocity Oxygen Fuel) : La projection HVOF produit des revêtements denses et robustes avec une excellente adhérence. Le processus consiste à accélérer et à combuster un mélange de carburant et d'oxygène pour projeter la poudre d'Inconel 600 sur le substrat. Cette méthode est largement utilisée pour les composants nécessitant des propriétés de surface supérieures, notamment les vannes, les arbres et les aubes de turbine.
Projection plasma : Un jet de plasma chauffe la poudre d'Inconel 600 à l'état fondu avant de la projeter sur une surface. La projection plasma permet le revêtement de matériaux ayant des points de fusion très élevés. Elle est utilisée pour diverses applications, y compris les revêtements résistant à l'usure sur les machines industrielles et les revêtements barrières thermiques dans l'aérospatiale.
4. Travail à froid et à chaud
L'Inconel 600 peut également être traité par des méthodes de travail à froid et à chaud pour former des tôles, des barres et d'autres formes. Ces processus impliquent une déformation mécanique du métal à diverses températures pour obtenir la forme et les propriétés mécaniques souhaitées. Le travail à froid améliore la résistance et la dureté par écrouissage, tandis que le travail à chaud permet une déformation plus importante avec une perte minimale de résistance, ce qui le rend adapté aux composants grands et complexes.
Avantages en production
L'utilisation de ces techniques de fabrication avancées offre de nombreux avantages, notamment :
Personnalisation et complexité : Permet la production de pièces personnalisées aux géométries complexes répondant à des exigences d'application spécifiques.
Conservation des matériaux : Minimise les déchets en utilisant les matériaux plus efficacement que les méthodes soustractives traditionnelles.
Propriétés améliorées : Obtient des propriétés mécaniques et physiques supérieures grâce à des processus de fabrication contrôlés, garantissant que les composants performent bien dans des conditions extrêmes.
Rapidité de mise sur le marché : Réduit les temps de développement et de production, permettant une itération et une personnalisation plus rapides des conceptions.
Fabrication avec les superalliages Inconel 600
Principaux procédés de fabrication :
Les alliages réfractaires à base de nickel sont généralement utilisés pour la résistance à la corrosion, la résistance aux hautes températures et d'autres conditions de travail extrêmes, tels que les roues, les vannes de pompe, les pièces automobiles, etc. Neway dispose de diverses techniques de traitement pour fabriquer des pièces en alliages réfractaires à base de nickel et résoudre leurs problèmes, tels que la déformation, la fissuration et la porosité.
Moulage par injection de métal (MIM)
Moulage par compression de poudre (PCM)
Compaction isostatique à chaud (CIC)
OBTENEZ DÈS MAINTENANT UN SERVICE DE PROTOTYPAGE GRATUIT : Service de conception consultative chez Neway
Explorer les blogs associés



