Inconel X-750
Description
L'Inconel X-750 est un alliage nickel-chrome réputé pour sa combinaison robuste de haute résistance, de résistance à la corrosion et de capacité à supporter des températures élevées. Cet alliage durcissable par précipitation est enrichi en titane et en aluminium, contribuant à sa haute résistance à la traction et à sa résistance au relâchement à des températures allant jusqu'à 704 °C (1300 °F). La poudre d'Inconel X-750 est spécifiquement conçue pour la fabrication additive et la métallurgie des poudres, permettant la production de composants qui bénéficient des propriétés mécaniques exceptionnelles et de la résistance à l'oxydation de l'alliage.
La poudre fine et sphérique d'Inconel X-750 assure une excellente fluidité et une densité de compactage élevée, ce qui est crucial pour obtenir des couches uniformes lors du processus de fabrication additive. Cette caractéristique, associée à la trempabilité de l'alliage, en fait un choix idéal pour la fabrication de formes et de conceptions complexes nécessitant une grande durabilité et une résistance aux cycles thermiques.
Nuances similaires à l'Inconel X-750
Hastelloy X : Un autre alliage nickel-chrome connu pour son excellente résistance à l'oxydation et sa résistance à haute température, souvent utilisé dans les moteurs de turbines à gaz et les pièces de fours.
Inconel 718 : Il partage une résistance à la corrosion et une résistance à haute température similaires, mais comprend un pourcentage plus élevé de niobium, ce qui améliore sa résistance à la fatigue et sa résistance à la fissuration par corrosion sous contrainte.
Nimonic 90 : Un alliage nickel-chrome-cobalt avec du titane et de l'aluminium pour le durcissement par précipitation. Il offre une haute résistance à des températures allant jusqu'à environ 920 °C (1688 °F) et est souvent utilisé dans les pièces d'aéronefs et les composants de turbines à gaz.
Applications
La poudre d'Inconel X-750, avec sa combinaison unique de haute résistance, de résistance à la corrosion et de tolérance aux températures, est largement utilisée dans diverses industries pour la fabrication de composants exigeant des performances exceptionnelles dans des conditions extrêmes. Cette section met en évidence des applications spécifiques de l'Inconel X-750 dans différents secteurs, soulignant l'adaptabilité et l'efficacité de l'alliage.
Industrie aérospatiale
Aubes de turbine et rotors : La résistance à l'oxydation et la stabilité à haute température de l'Inconel X-750 le rendent idéal pour les aubes de turbine et les rotors dans les moteurs à réaction. Ces composants bénéficient de la capacité de l'alliage à maintenir sa résistance et son intégrité à haute température, assurant fiabilité et longévité.
Composants de moteurs-fusées : La résistance de l'alliage aux cycles thermiques et à la corrosion à haute température est cruciale pour les pièces de moteurs-fusées soumises à des changements rapides de température et à des environnements de combustion sévères.
Production d'énergie
Composants de réacteurs nucléaires : L'Inconel X-750 est utilisé dans l'industrie nucléaire pour les composants structurels au sein des réacteurs, tels que les ressorts et les boulons, qui nécessitent une haute résistance et une résistance aux rayonnements neutroniques et à la corrosion par le caloporteur nucléaire.
Pièces de turbines à gaz : La stabilité thermique et la résistance de l'alliage à des températures élevées soutiennent son utilisation dans les turbines à gaz pour la production d'électricité, en particulier dans des composants comme les disques et les fixations.
Exploration pétrolière et gazière
Équipements et outils de fond de puits : La haute résistance et la résistance à la corrosion de l'Inconel X-750 le rendent adapté à la fabrication d'équipements utilisés dans l'exploration pétrolière et gazière, y compris les arbres de fond de puits et les trépans qui font face à des environnements corrosifs et à des pressions élevées.
Industrie automobile
Systèmes d'échappement : Les véhicules haute performance et de course utilisent l'Inconel X-750 pour les composants du système d'échappement en raison de sa capacité à résister à des températures élevées et aux gaz d'échappement corrosifs, contribuant à une durabilité et des performances améliorées.
Traitement chimique
Échangeurs de chaleur et équipements de traitement : L'excellente résistance de l'alliage à divers produits chimiques en fait un matériau de choix pour les échangeurs de chaleur, les réacteurs et autres équipements de traitement chimique qui doivent résister à la corrosion par des substances agressives.
Composition et propriétés
Inconel X-750 Valeurs typiques (% en poids) | |||||||||||||
Cr | Mn | Ti | Co | C | P | Si | S | Nb | Mo | Cu | Al | Fe | Ni |
20~30 | ≤0,5 | 0,4 | 1 | ≤0,1 | ≤0,015 | ≤0,5 | ≤0,015 | 3,15 | 9 | 0,07 | ≤0,4 | 5 | Bal. |
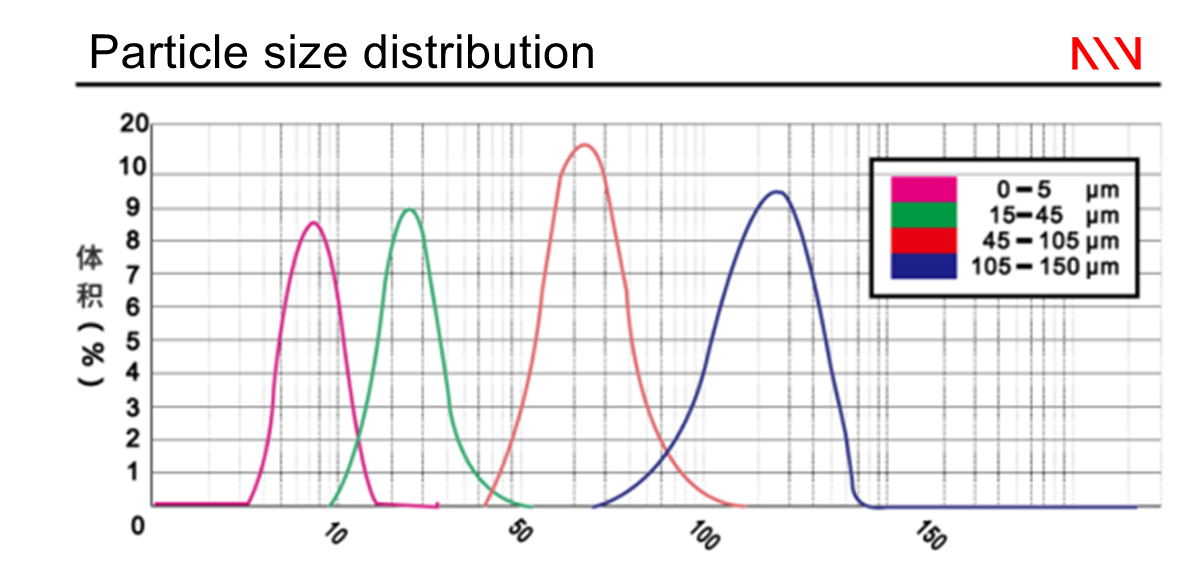
Caractéristiques de la poudre
La poudre d'Inconel X-750 est conçue pour des performances élevées dans les applications de fabrication additive et de métallurgie des poudres, où ses caractéristiques uniques permettent la production de composants aux propriétés mécaniques et physiques exceptionnelles.
Propriétés mécaniques après finition du produit | État de la poudre | ||||||||||||||||
Limite d'élasticité | Résistance à la traction | Allongement | Taille | 0-15 μm | 15-45 μm | 45-75 μm | 45-150 μm | ||||||||||
R p0,2/MPa | R m/MPa | δ5 /% | |||||||||||||||
Horizontal | ≥ 860 | ≥ 1380 | ≥25 | Forme | Sphérique | Sphérique | Sphérique | Sphérique | |||||||||
Propriétés physiques
L'Inconel X-750, un alliage nickel-chrome, est réputé pour sa résilience et sa polyvalence, en particulier dans les environnements à haute température.
Densité
Valeur : Environ 8,28 g/cm³.
Implication : La densité relativement élevée indique la robustesse et la durabilité de l'alliage, le rendant adapté aux applications lourdes dans l'aérospatiale, la production d'énergie et au-delà, où l'intégrité du matériau sous contrainte est cruciale.
Dureté
Valeur : Comprise entre 302 et 400 HB (Dureté Brinell) selon le traitement thermique et le processus de vieillissement.
Implication : Le niveau de dureté considérable des composants en Inconel X-750 assure une excellente résistance à l'usure, rendant l'alliage idéal pour les pièces exposées à des environnements abrasifs ou nécessitant une surface durable.
Surface spécifique
Valeur : Adaptée aux procédés de fabrication spécifiques, principalement la fabrication additive, pour assurer un comportement optimal de frittage et de fusion.
Implication : Une surface spécifique contrôlée permet une absorption efficace de l'énergie lors des processus de fusion par laser ou par faisceau d'électrons, contribuant à la production de composants à haute densité et sans défauts.
Sphéricité
Valeur : Élevée, la plupart des particules présentant des formes quasi parfaitement sphériques.
Implication : Une sphéricité élevée améliore la fluidité de la poudre et sa densité de compactage dans le lit de poudre, conduisant à des couches plus uniformes et cohérentes lors de la fabrication additive, ce qui est vital pour obtenir des propriétés mécaniques optimales.
Densité apparente
Valeur : Généralement comprise entre 4,4 et 4,8 g/cm³, selon le traitement et la distribution granulométrique.
Implication : Cette propriété affecte le processus de stratification de la poudre dans la fabrication additive, influençant l'efficacité du dépôt et l'uniformité des couches, qui sont cruciales pour la qualité de la pièce finale.
Débit Hall
Valeur : Optimisé pour une excellente fluidité, critique pour une distribution constante de la poudre dans la fabrication additive.
Implication : Un débit Hall supérieur garantit que les poudres d'Inconel X-750 peuvent être alimentées rapidement et régulièrement dans les équipements de fabrication additive, facilitant des cycles de production stables et continus.
Point de fusion
Valeur : 1393 °C à 1427 °C (2539 °F à 2600 °F).
Implication : Le point de fusion élevé souligne l'aptitude de l'alliage aux applications à haute température, conservant l'intégrité structurelle et les performances sous une chaleur extrême.
Densité relative
Valeur : Densité quasi complète (>99,5 %) réalisable dans les pièces fabriquées, selon les paramètres de traitement.
Implication : L'obtention d'une densité quasi complète indique la capacité du matériau à former des composants solides et sans vides, ce qui est crucial pour l'intégrité structurelle et les performances.
Épaisseur de couche recommandée
Valeur : Typiquement 20-50 µm pour les procédés de fabrication additive.
Implication : Cette plage permet un contrôle précis de la géométrie et de la microstructure des pièces, permettant la production de composants aux formes complexes et à haute résolution de détails.
Coefficient de dilatation thermique
Valeur : Environ 12,7 x 10^-6 /°C.
Implication : Le coefficient de dilatation thermique de l'Inconel X-750 est soigneusement équilibré pour maintenir la stabilité dimensionnelle sur une large plage de températures, ce qui est crucial pour les composants dans les moteurs aérospatiaux et automobiles.
Conductivité thermique
Valeur : Environ 11,4 W/m·K à température ambiante.
Implication : Ce niveau modéré de conductivité thermique est bénéfique pour la gestion de la chaleur au sein des composants, en particulier dans les applications impliquant des cycles thermiques.
Norme technique
Valeur : Fabriqué et testé conformément aux spécifications aérospatiales et industrielles strictes.
Implication : La conformité aux normes techniques garantit que les composants en Inconel X-750 répondent à des exigences rigoureuses de qualité et de performance, offrant fiabilité et sécurité dans leurs applications.
Techniques de fabrication
Le mélange unique de propriétés mécaniques et physiques de l'Inconel X-750, un alliage nickel-chrome, le rend hautement adapté à diverses techniques de fabrication avancées. Ces processus tirent parti de la haute résistance, de la résistance à la corrosion et des performances exceptionnelles de l'alliage à des températures élevées, faisant de l'Inconel X-750 un matériau de choix pour les industries nécessitant des composants hautement durables et précis.
Techniques de fabrication adaptées à l'Inconel X-750
Fusion laser sélective (SLM) :
La SLM consiste à faire fondre complètement la poudre d'alliage couche par couche avec un faisceau laser de haute puissance basé sur des modèles 3D numériques. Elle est particulièrement efficace pour l'Inconel X-750 car elle produit des pièces aux géométries complexes et aux excellentes propriétés mécaniques.
Fusion par faisceau d'électrons (EBM) :
Similaire à la SLM, elle utilise un faisceau d'électrons sous vide pour fondre la poudre. L'EBM est bien adaptée à l'Inconel X-750, produisant des composants avec une contrainte résiduelle réduite et une haute résistance à la température et à la corrosion.
Frittage laser direct de métal (DMLS) :
Le DMLS fritte la poudre d'alliage sans la fondre complètement, permettant la fabrication de conceptions complexes pour les pièces. Il convient à l'Inconel X-750, en particulier pour la production de pièces qui bénéficient de la capacité de l'alliage à haute température.
Compactage isostatique à chaud (HIP) :
Le HIP est une technique de post-traitement qui applique une haute pression et une haute température pour améliorer la densité et les propriétés mécaniques des pièces. Pour l'Inconel X-750, le HIP peut améliorer la résistance et la durée de vie en fatigue, le rendant idéal pour les composants critiques.
Avantages en production
Fabrication de géométries complexes : Ces techniques de fabrication avancées permettent de créer des composants en Inconel X-750 avec des formes et des structures complexes difficiles ou impossibles à réaliser avec les méthodes de fabrication traditionnelles.
Réduction des déchets de matériaux : Les procédés de fabrication additive comme la SLM et l'EBM minimisent considérablement les déchets de matériaux, rendant la production de composants en Inconel X-750 plus durable et rentable.
Propriétés mécaniques améliorées : Les composants produits à partir de poudres d'Inconel X-750 peuvent atteindre des propriétés mécaniques supérieures, notamment des résistances à la traction et à l'élasticité élevées, grâce à la microstructure affinée obtenue avec ces procédés de fabrication.
Prototypage rapide et production : La capacité de passer rapidement des conceptions numériques aux pièces physiques réduit les temps de développement et de production, permettant une innovation et une personnalisation plus rapides des conceptions.
Problèmes courants et solutions dans la fabrication avec l'Inconel X-750
Problème : Contraintes résiduelles et fissuration
Solution : Optimiser les paramètres de traitement, tels que la puissance du laser ou du faisceau d'électrons, la vitesse de balayage et la température de préchauffage, pour minimiser les gradients thermiques et réduire les contraintes résiduelles.
Problème : Recyclabilité de la poudre
Solution : Mettre en œuvre des protocoles stricts de manipulation et de stockage de la poudre pour maintenir sa qualité. Utiliser des pratiques de tamisage et de mélange pour assurer la cohérence de la matière première en poudre.
Problème : Rugosité de surface
Solution : Soumettre les pièces à un post-traitement par usinage, polissage ou gravure chimique pour améliorer la finition de surface.
Fabrication avec des poudres d'Inconel 600
Technologie de procédé principale
Service d'impression 3D Inconel X-750
Post-traitement

Explorer les blogs associés



