Qu'est-ce que le moulage par injection de métal ? Comment fonctionne-t-il ?
Le moulage par injection de métal (MIM) est un procédé de fabrication de métallurgie des poudres et de moulage par injection pour de petites pièces métalliques complexes telles que des engrenages, des charnières, des composants de serrure, des composants d'instruments médicaux, des quincailleries électroniques et des mécanismes automobiles. Cet article explique comment le MIM transforme une charge d'alimentation en poudre métallique en pièces métalliques frittées et aide les acheteurs à décider si le MIM, l'usinage CNC, la coulée à la cire perdue, le moulage sous pression ou l'emboutissage est la meilleure voie de fabrication. Le problème pratique de la demande de devis (RFQ) est qu'un devis MIM dépend de la nuance du matériau, du volume annuel, du contrôle du retrait, des dimensions critiques, des opérations secondaires et des critères d'inspection, et non seulement de la forme visible de la pièce.
Réponse courte : Le MIM est généralement le plus utile lorsqu'une pièce métallique est trop complexe ou trop coûteuse pour un usinage CNC répété, mais que la pièce est suffisamment petite et que la quantité de production est suffisamment élevée pour justifier l'outillage et le contrôle du processus de frittage. Les acheteurs doivent définir le dessin, le modèle 3D, la nuance du matériau, les surfaces de référence, les exigences de filetage ou d'alésage, l'état de surface, le traitement thermique et les preuves d'inspection avant un examen de l'outillage MIM.
Étape du procédé | Ce qui se passe | Risque à contrôler | Confirmation nécessaire de l'acheteur |
|---|---|---|---|
Sélection de la poudre métallique | Une poudre fine est sélectionnée pour la famille d'alliage requise, telle que l'acier inoxydable 316L, l'acier inoxydable 17-4 PH, l'acier inoxydable MIM-420, le Ti-6Al-4V, l'alliage de tungstène ou l'alliage de cobalt. | La composition chimique de la poudre, la taille des particules, la contamination et la disponibilité du matériau affectent le comportement au frittage et les propriétés finales. | Nuance du matériau, norme applicable, exigence de corrosion ou de dureté, et exigence de documentation. |
Compoundage de la charge d'alimentation | La poudre métallique est mélangée à un liant polymère afin que la charge d'alimentation puisse s'écouler dans une cavité de moule d'injection. | Le rapport liant/charge et le taux de charge en poudre influencent le remplissage du moule, la stabilité du déliantage, le retrait et la densité. | Taille de la pièce, plage d'épaisseur de paroi, surfaces esthétiques, sensibilité de l'emplacement du point d'injection et quantité de production prévue. |
Moulage par injection | La charge d'alimentation est moulée en une pièce verte avec la géométrie quasi nette du composant final. | Les sections minces, les contre-dépouilles, les angles vifs, les longs chemins d'écoulement et les sections de paroi inégales peuvent créer un risque de moulage. | Surfaces critiques, filetages moulés, trous, dents d'engrenage, contre-dépouilles et caractéristiques qui ne peuvent pas être modifiées après la révision de la conception. |
Déliantage et frittage | Le liant est éliminé, puis la pièce brune est frittée afin que les particules métalliques se lient en un composant métallique dense. | Le retrait au frittage, la distorsion, la variation de densité et la méthode de support peuvent affecter le contrôle dimensionnel. | Zones de tolérance critiques, stratégie de référence, méthode d'inspection et toutes surfaces pouvant nécessiter une surépaisseur d'usinage. |
Opérations secondaires et inspection | Un traitement thermique, un usinage CNC, un polissage, une passivation, un revêtement, un placage ou un assemblage peuvent être ajoutés après le frittage. | La post-transformation peut modifier la dureté, la rugosité de surface, l'épaisseur du revêtement, l'ajustement, l'apparence et le risque d'acceptation. | FAI, rapport CMM, certificat matière, essai de dureté, rapport de rugosité de surface, rapport d'épaisseur de revêtement, ou norme visuelle. |
Qu'est-ce que le moulage par injection de métal pour les petites pièces métalliques complexes ?
Le moulage par injection de métal est un procédé de mise en forme quasi nette pour la production de petits composants métalliques à géométrie complexe. Le procédé combine les principes de la métallurgie des poudres et du moulage par injection de plastique : la poudre métallique fournit l'alliage final, et le liant donne temporairement au mélange de poudre un écoulement suffisant pour remplir un moule.
Le MIM convient aux pièces qui nécessitent des caractéristiques internes, des sections minces, de petits trous, des cannelures, des dents d'engrenage, des contre-dépouilles, ou une production répétée après approbation de l'outillage. Les familles typiques de pièces MIM comprennent les quincailleries de serrure, les connecteurs électroniques, les composants de montres et de charnières, les petits composants d'instruments médicaux, les mécanismes automobiles et les pièces d'usure industrielles. Pour les applications réglementées ou critiques en termes de performances, les spécifications de l'acheteur, les exigences de qualification et les critères d'acceptation doivent être définis avant l'approbation de la production ; la validation finale reste de la responsabilité de l'acheteur.

Comment le moulage par injection de métal transforme la charge d'alimentation en pièces métalliques frittées
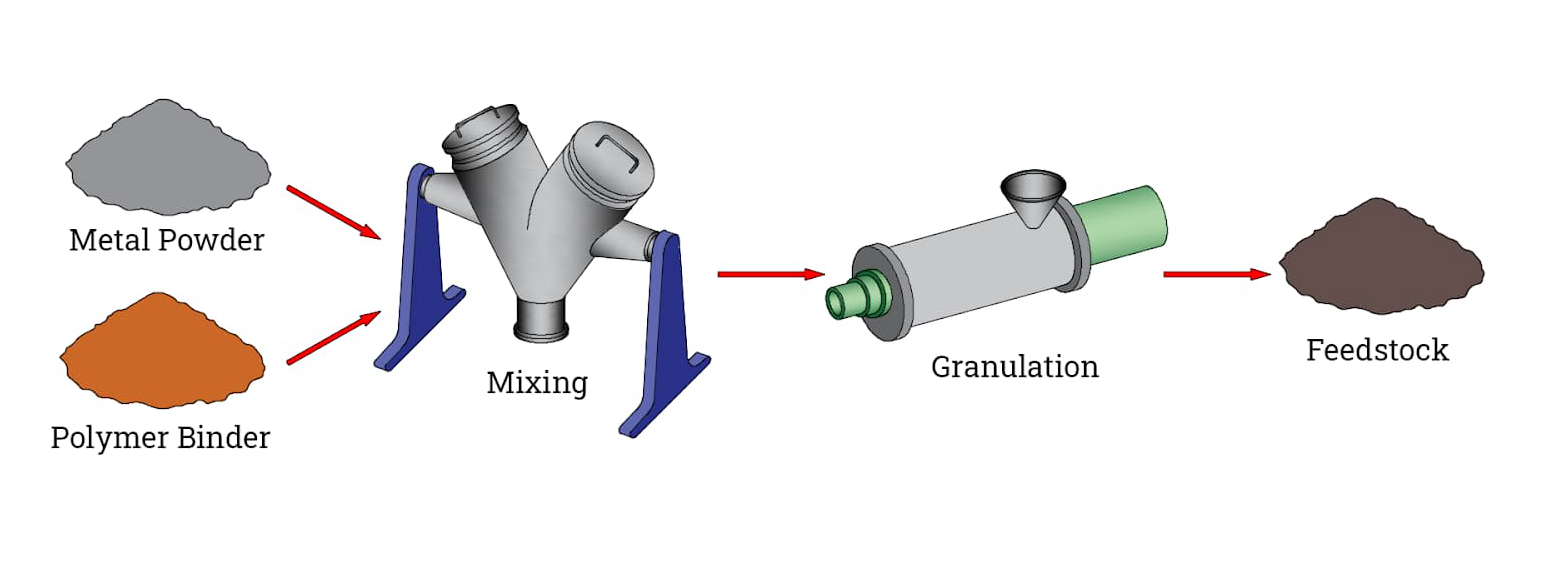
Le procédé MIM transforme la charge d'alimentation en poudre métallique en une pièce métallique finie par la préparation de la poudre, le compoundage de la charge d'alimentation, le moulage par injection, le déliantage, le frittage et les opérations secondaires. Chaque étape affecte le retrait, la densité, l'état de surface et l'inspection dimensionnelle.
Préparation de la poudre métallique MIM
La sélection de la poudre métallique contrôle le matériau de départ du procédé. La poudre doit correspondre à la famille d'alliage et à l'objectif de performance du composant final. Les nuances d'acier inoxydable telles que 316L, 17-4 PH et MIM-420 sont des choix MIM courants, tandis que des alliages tels que le Ti-6Al-4V, le MP35N, l'alliage de tungstène et l'alliage de cobalt nécessitent un examen plus spécifique de la disponibilité de la poudre et du comportement au traitement.

Compoundage de la charge d'alimentation et remplissage du moule
Après la préparation de la poudre, la poudre métallique est mélangée à un liant pour créer la charge d'alimentation MIM. La charge d'alimentation doit s'écouler dans la cavité du moule tout en maintenant un taux de charge en poudre suffisant pour le frittage. C'est pourquoi la géométrie de la pièce, l'emplacement du point d'injection, l'équilibre de l'épaisseur de paroi et la conception des caractéristiques moulées sont examinés avant l'outillage.
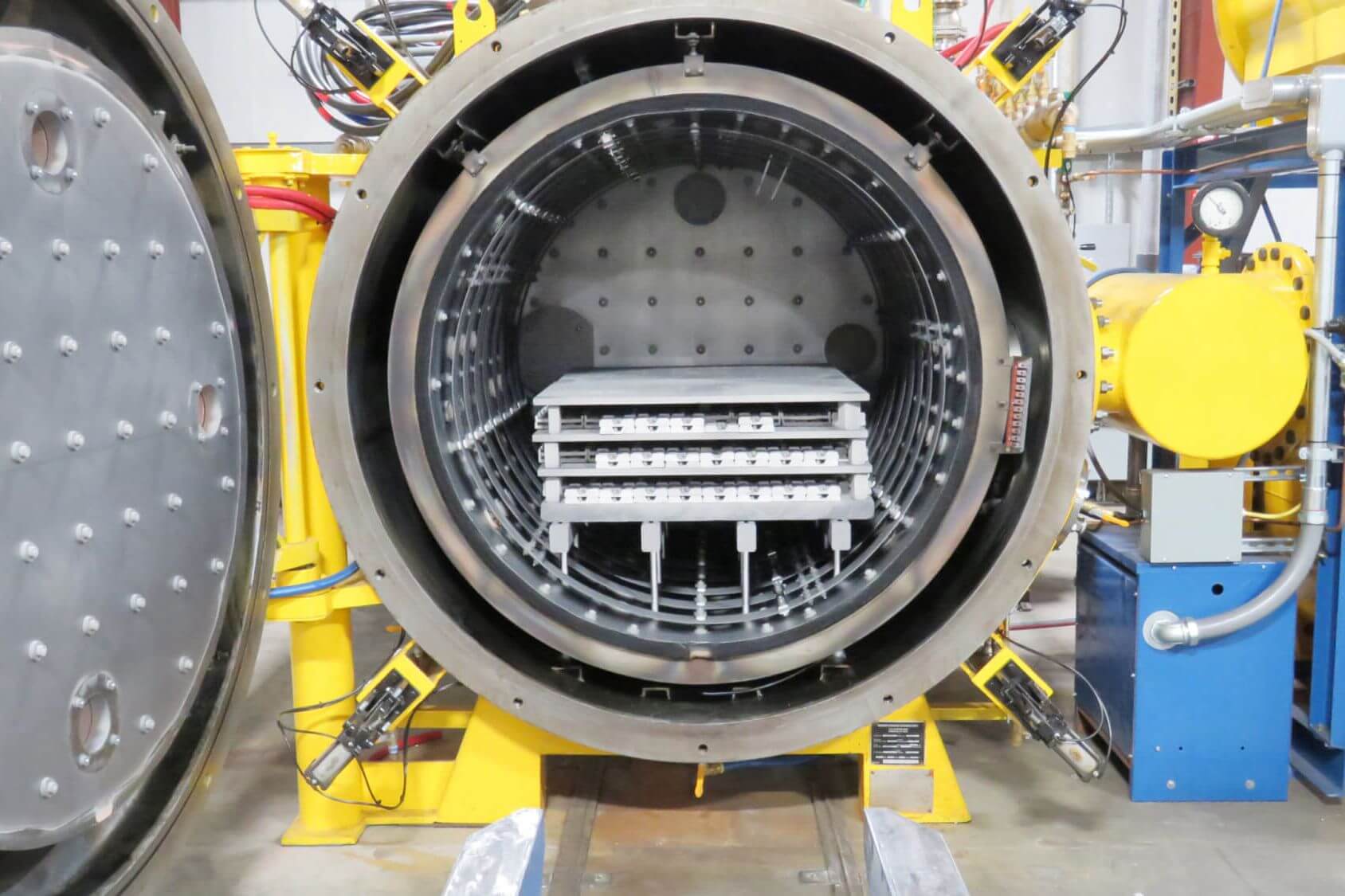
Déliantage et retrait au frittage
Le déliantage élimine le liant de la pièce verte moulée et laisse une pièce brune qui peut être frittée. Au cours du frittage sans pression ou d'une autre voie de frittage approuvée, les particules métalliques se lient et la pièce rétrécit. La conception de l'outillage doit compenser le retrait MIM prévu, mais les dimensions critiques nécessitent toujours un examen des tolérances basé sur le dessin et une planification de l'inspection.
Quels matériaux MIM et caractéristiques de pièce affectent l'adéquation du procédé ?
L'adéquation du MIM dépend de l'alliage, de la taille de la pièce, de la complexité des caractéristiques, des zones de tolérance et de la quantité de production. Le procédé n'est pas disponible pour toutes les nuances de métal, et un matériau qui fonctionne bien sous forme de barre corroyée, de coulée ou de stock d'usinage peut ne pas être disponible ou pratique comme charge d'alimentation en poudre MIM.
La voie des matériaux MIM doit être examinée conjointement avec le dessin. L'acier inoxydable 316L peut être sélectionné pour la résistance à la corrosion, l'acier inoxydable 17-4 PH peut être sélectionné lorsque le durcissement par précipitation est spécifié, l'acier inoxydable MIM-420 peut être considéré lorsque la dureté et la résistance à l'usure sont importantes, et les voies du titane ou de l'alliage de cobalt doivent être évaluées par rapport aux spécifications de l'acheteur et aux exigences de qualification.
Les caractéristiques de la pièce affectent également la fabricabilité MIM. Les contre-dépouilles, les trous borgnes, les parois minces longues, les canaux internes, les dents moulées, les petites bossages et les nervures d'intersection peuvent être des raisons utiles d'envisager le MIM, mais chaque caractéristique modifie la conception du moule, le support de déliantage, la distorsion au frittage et l'accès à l'inspection. Les caractéristiques qui supportent la charge d'assemblage ou la fonction d'étanchéité doivent être identifiées comme critiques avant l'examen de l'outillage.
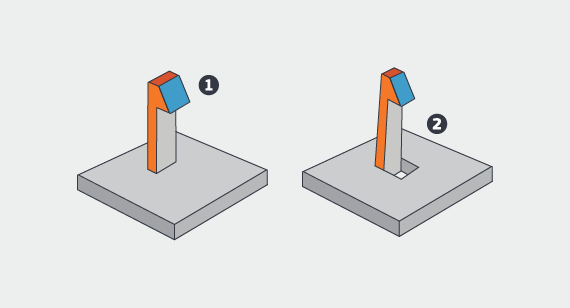
Comment le retrait et la distorsion au frittage affectent la tolérance MIM
Le retrait au frittage est l'un des principaux risques de tolérance dans le moulage par injection de métal. L'outillage MIM est construit avec une compensation de retrait, mais le résultat dimensionnel réel dépend du matériau, du taux de charge en poudre, de la géométrie de la pièce, de l'équilibre de l'épaisseur de paroi, de la méthode de support, de l'atmosphère de frittage et des opérations post-frittage.
Un dessin MIM doit séparer les dimensions générales des dimensions critiques pour la fonction. Les surfaces générales peuvent convenir à l'état fritté après qualification du procédé, tandis que les faces d'étanchéité, les sièges de roulement, les trous filetés, les plots de référence, les dents d'engrenage ou les alésages d'ajustement serré peuvent nécessiter un usinage CNC, une rectification, un alésage, un taraudage ou un calibre passe/ne passe pas. Les acheteurs doivent éviter de supposer que toutes les caractéristiques moulées peuvent maintenir la même tolérance après frittage.
Les preuves d'inspection doivent correspondre au risque de la pièce. Les preuves courantes peuvent inclure un rapport dimensionnel, une inspection CMM pour les références et les positions, un contrôle de densité, un certificat matière, un essai de dureté après traitement thermique, un rapport de rugosité de surface, un rapport d'épaisseur de revêtement ou une norme d'inspection visuelle. Le package d'inspection requis doit être convenu avant le devis car la profondeur de l'inspection affecte le contrôle de fabrication et le coût.
Où les pièces MIM peuvent nécessiter un usinage CNC, un traitement thermique ou une finition de surface
De nombreuses pièces MIM nécessitent encore des opérations secondaires lorsque le dessin exige une précision locale, une dureté, une résistance à la corrosion, un aspect esthétique ou un ajustement d'assemblage. Le MIM crée la forme métallique quasi nette, tandis que la post-transformation amène les caractéristiques sélectionnées à la spécification finale.

Le traitement thermique peut être nécessaire lorsque l'alliage sélectionné et l'état du dessin exigent un ajustement de la dureté, de la résistance ou de la résistance à l'usure. Pour l'acier inoxydable 17-4 PH, l'état spécifié et les critères d'acceptation doivent être confirmés avant la production car la dureté finale et les performances mécaniques dépendent de la voie du matériau et de l'exigence de traitement thermique.
L'usinage CNC peut être nécessaire pour les faces de référence, les alésages serrés, les filetages précis, les sièges de roulement, les faces d'étanchéité ou les surfaces d'accouplement. La finition de surface peut inclure le polissage, la passivation, le revêtement, le placage, le revêtement par poudre ou le PVD, en fonction du dessin et de l'environnement d'application.

Quand l'usinage CNC, la coulée, le moulage sous pression ou l'emboutissage peuvent être meilleurs que le MIM
Le MIM n'est pas la meilleure voie pour chaque pièce métallique. L'usinage CNC peut être meilleur pour les prototypes, les pièces en faible volume, les grandes pièces, les pièces avec des changements de conception fréquents, ou les composants qui nécessitent un usinage à partir de barres ou de tôles standard. La coulée à la cire perdue peut être plus pratique pour les grandes formes métalliques à géométrie coulable, tandis que le moulage sous pression d'aluminium ou le moulage sous pression de zinc peut convenir pour les boîtiers, supports et couvercles non ferreux de plus grande taille. L'emboutissage de tôle est souvent une meilleure voie pour les composants en tôle plats ou formés.
Pour la validation précoce de la conception, le prototypage par impression 3D, le prototypage par usinage CNC, ou le moulage rapide peuvent aider à confirmer l'ajustement d'assemblage avant l'outillage MIM. Une fois la conception stabilisée et la demande annuelle justifiant l'outillage, le MIM peut réduire l'usinage répété des petites caractéristiques métalliques complexes.

Quelles informations aident à examiner une pièce de moulage par injection de métal avant la production ?
Un examen MIM utile commence par la fonction de la pièce, le dessin et les risques de fabrication qui doivent être contrôlés. Les acheteurs doivent fournir un modèle 3D, un dessin 2D, la nuance du matériau, la quantité annuelle estimée, le stade de prototype ou de production, les dimensions critiques, la stratégie de référence, l'état de surface, le traitement thermique, l'exigence de revêtement ou de placage, l'exigence de rapport d'inspection, et toute exigence de qualification spécifique à l'application.
Pour la voie de service MIM de Neway Precision, l'examen doit identifier les caractéristiques qui peuvent rester à l'état fritté et celles qui nécessitent un usinage ou une finition après frittage. Cela maintient la question principale de l'article pratique : qu'est-ce que le moulage par injection de métal, comment fonctionne-t-il, et quand le procédé a-t-il du sens pour les petites pièces métalliques complexes ?
FAQ connexes
