Deutsch
Kleine komplexe Metallteile – Metall-Spritzgießen
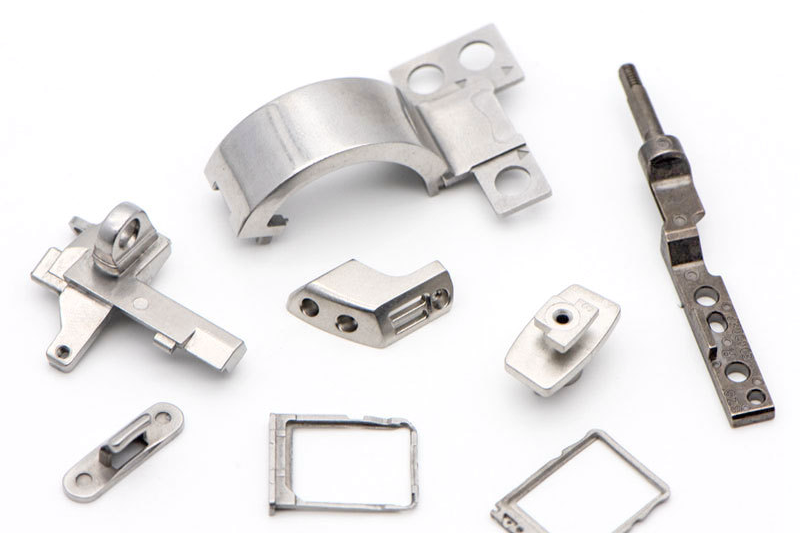
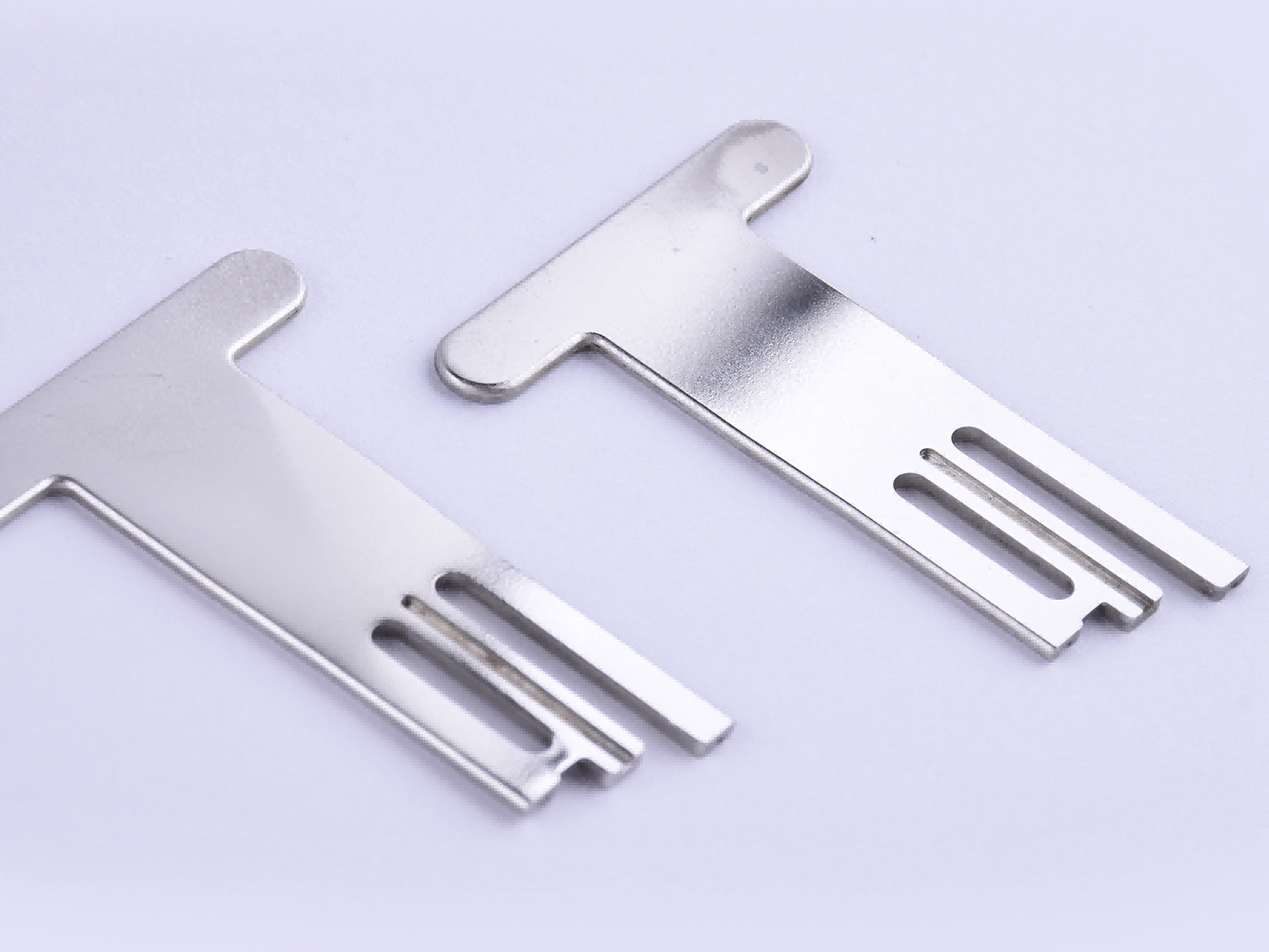
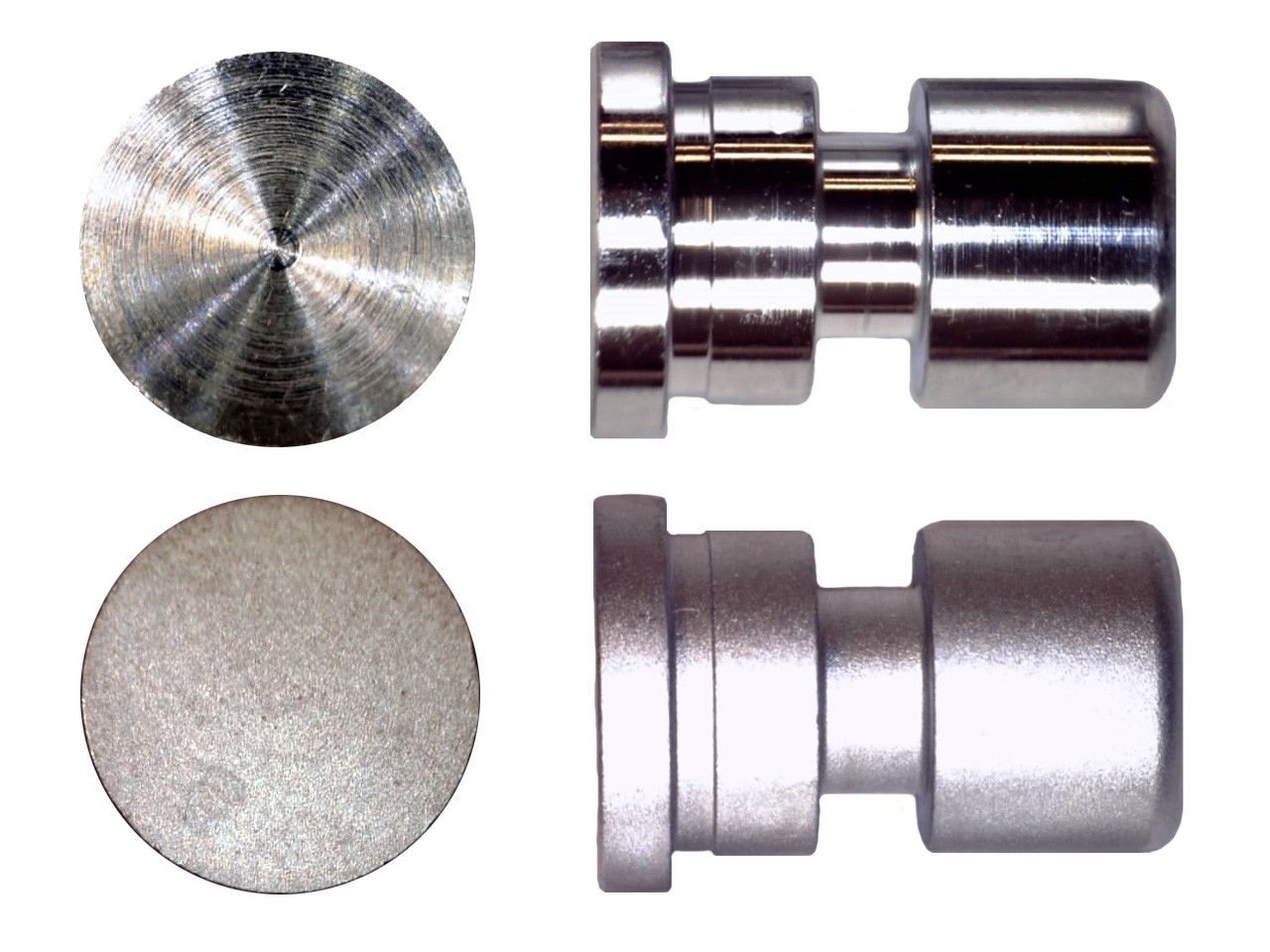
Beim Metall-Spritzgießen wird Metallpulver mit einem Bindemittel vermischt, in Formen gespritzt und anschließend erhitzt, um das Bindemittel zu entfernen und das Teil zu sintern. Geeignet für die Herstellung kleiner, komplexer und hochpräziser Metallteile. Große Materialauswahl wie Eisenbasis, Nickellegierungen, Wolframlegierungen, Titanlegierungen, Superlegierungen usw.

Fordern Sie Ihr MIM-Bauteil-Angebot an
Alle hochgeladenen Dateien sind sicher und vertraulich
Was ist Metall-Spritzguss-Service?
Unser Metall-Spritzguss-Service wandelt Metallpulver in komplexe Teile und Komponenten um. Wir bieten verschiedene Prozesse wie Eisenbasis-, Wolfram-, Titan-, Magnet- und Kobaltlegierungs-Spritzguss an. Wir fertigen hochpräzise und belastbare kundenspezifische MIM-Teile.
MIM vs. PCM
Metall-Spritzgießen (MIM) und Pulverpressen (PCM) sind verschiedene Verfahren: MIM nutzt feines Metallpulver für komplexe, hochpräzise Teile; PCM presst Pulver zu einfacheren Formen mit geringerer Präzision. MIM ist kostenintensiver und für mittlere bis hohe Stückzahlen geeignet, PCM wirtschaftlicher bei geringen Mengen.
Verfahren | Bilder | Formgebung | Material | Dichte | Präzision | Kosten | Stückzahl | Anwendungen |
|---|---|---|---|---|---|---|---|---|
 | Metallpulver mit Bindemittel injizieren | Edelstahl, Titan, Wolfram usw. | 95–98 % der theoretischen Dichte | Hoch | Höher | Mittel–hoch | Komplexe Kleinteile (z. B. Medizin, Automotive) | |
 | Pulver in Form pressen | Eisen, Stahl, Keramik usw. | Bis zu 90 % der theoretischen Dichte | Mittel–hoch | Niedriger | Mittel–hoch | Einfache Teile (z. B. Zahnräder, Lager) |
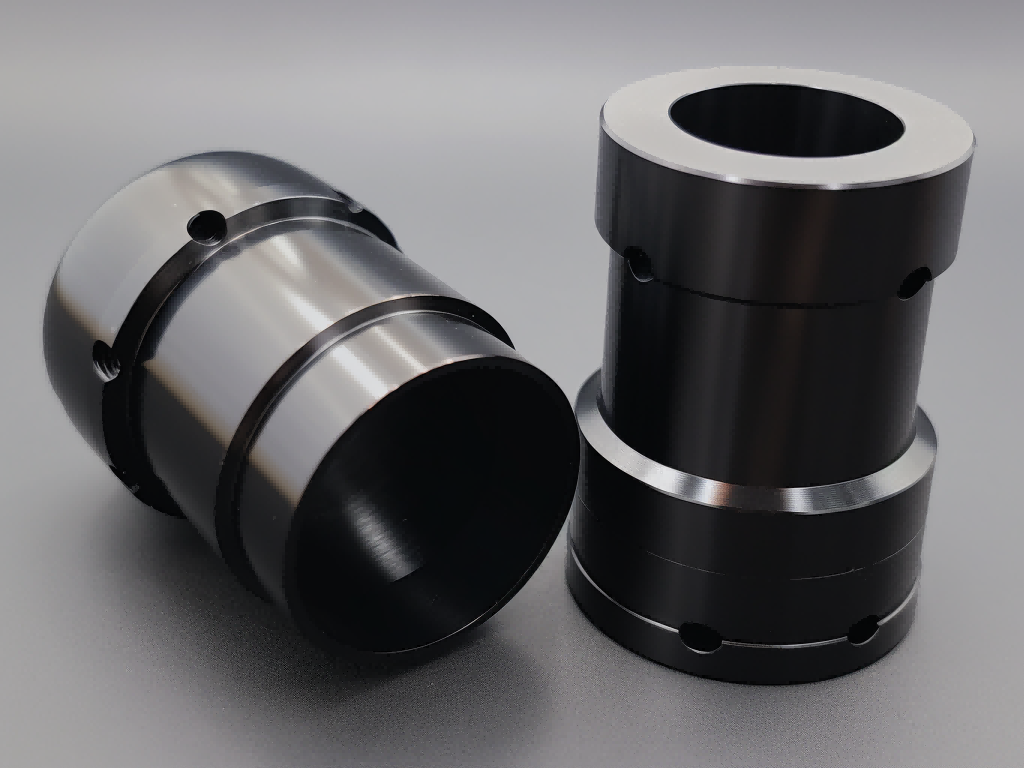
Anwendungen von Metall-Spritzgussteilen
Unser MIM-Prozess erzeugt hochwertige Teile mit feinen Details und hoher Festigkeit. Diese Teile kommen in vielen Branchen zum Einsatz und bieten Präzision und Vielseitigkeit für kritische Anwendungen.

Metallpulverspritzguss Materials
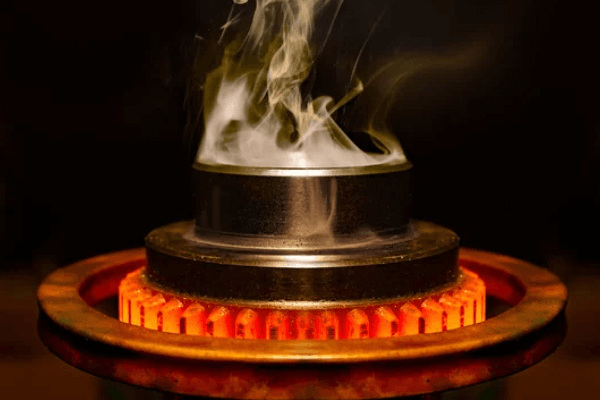
Sehen Sie, wie Metall-Spritzgießen funktioniert
Metall-Spritzgießen ist ein Near-Net-Shape-Verfahren, das die Vorteile von Kunststoff-Spritzgießen und Pulvermetallurgie kombiniert, um hochkomplexe Metall- und schwere Legierungsteile wie Edelstahl, Titanlegierungen, Wolframlegierungen usw. herzustellen.
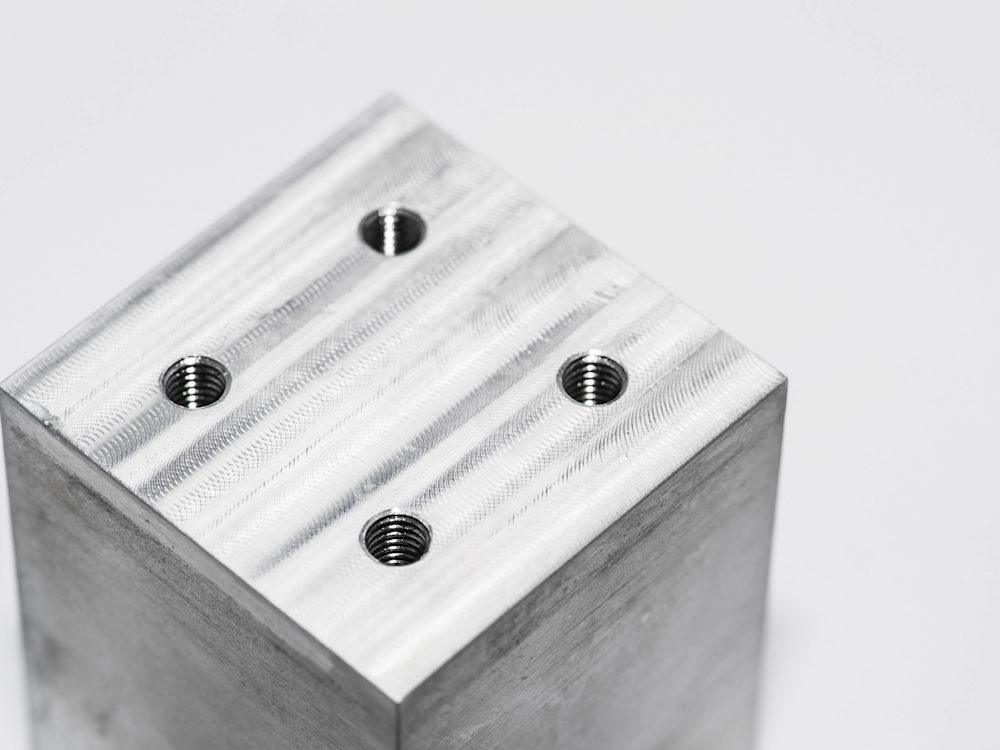
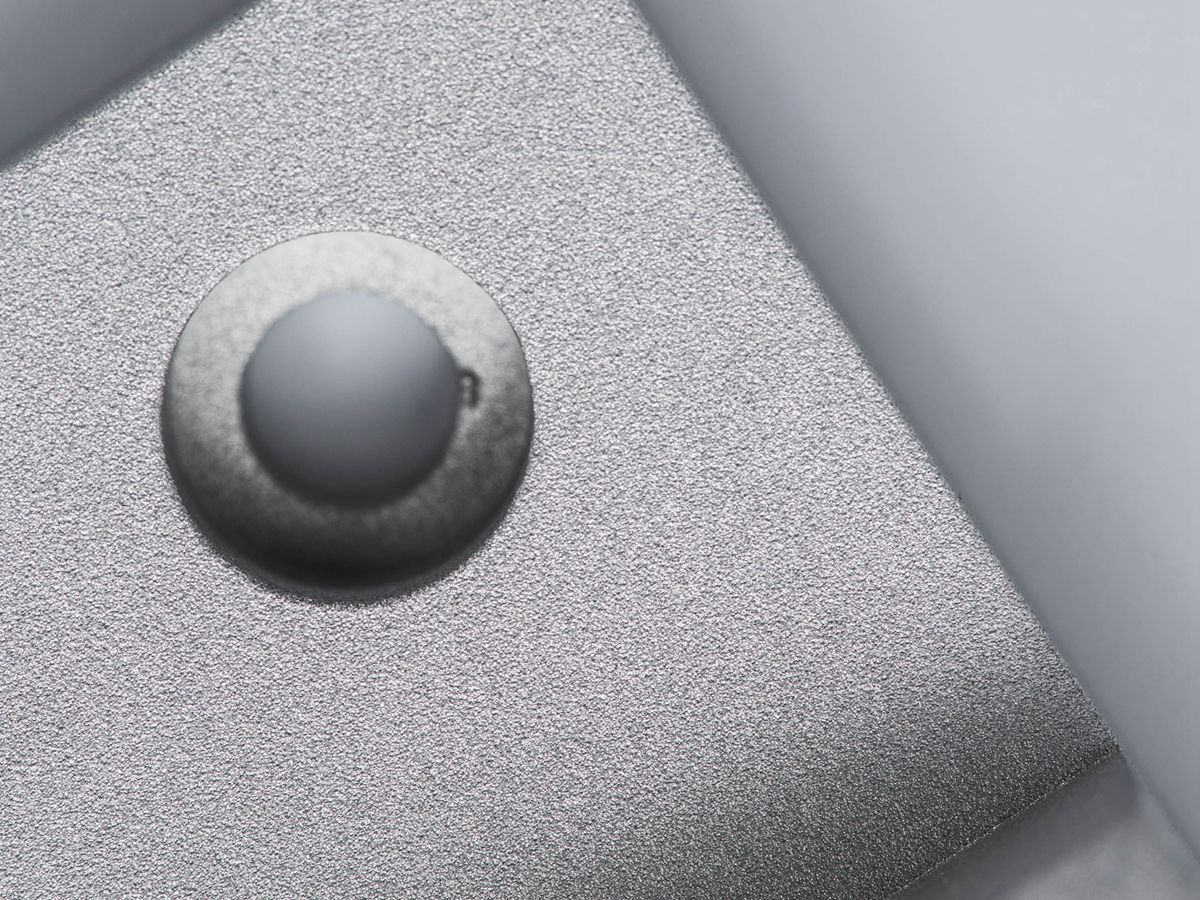
Oberflächenveredelung für kundenspezifische Teile verfügbar
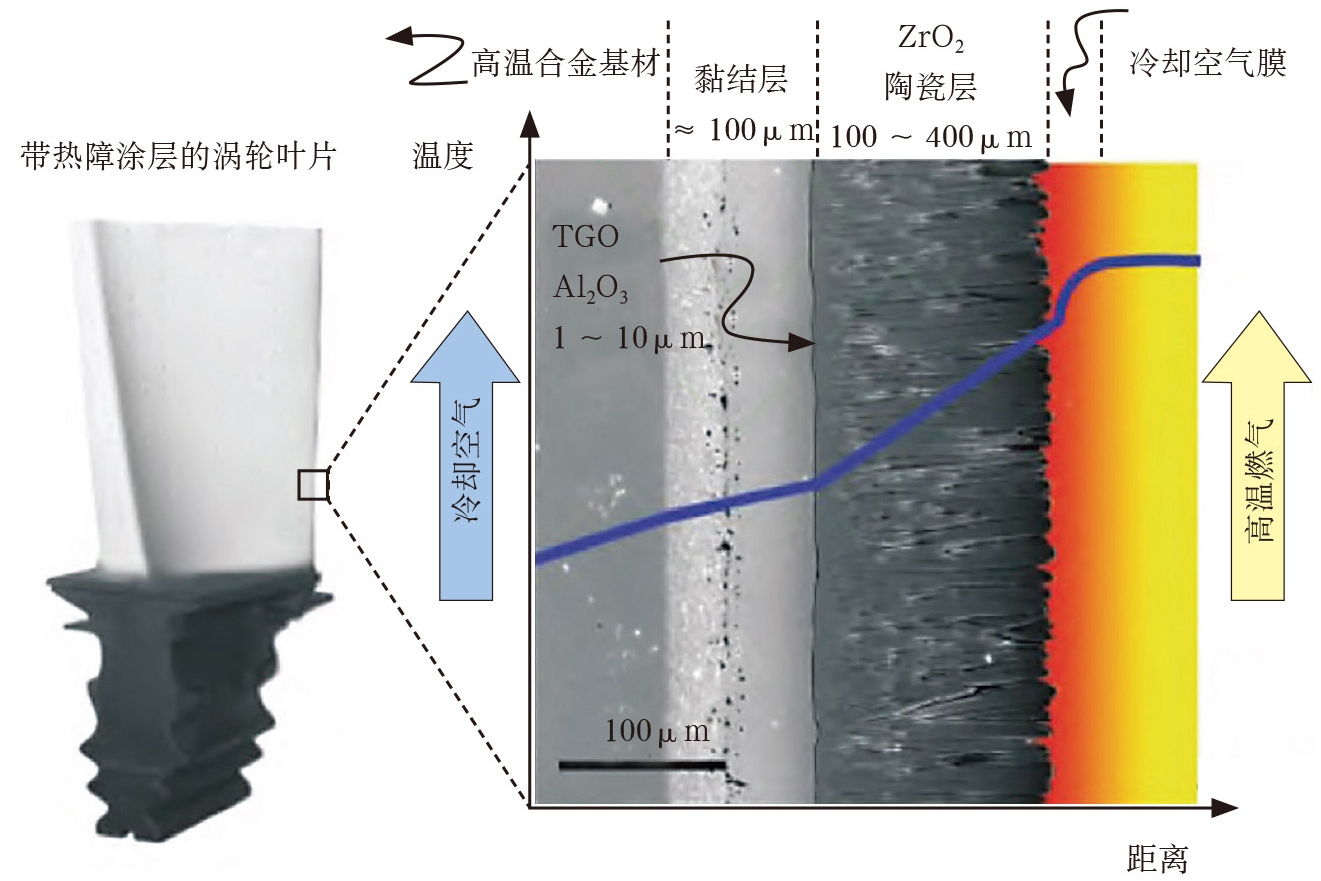
Unser Oberflächenbehandlungs-Service bietet spezialisierte Veredelungen für kundenspezifische Teile, um Haltbarkeit, Ästhetik und Leistung zu steigern. Wir bieten Galvanisierung, Eloxieren, Pulverbeschichtung und thermische Barriereschichten, um Korrosionsbeständigkeit, Verschleißfestigkeit und optische Attraktivität von Metall- und Kunststoffkomponenten zu verbessern.
Erfahren Sie mehr
Mechanische Bearbeitung

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD-Beschichtung
Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung
Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
IMD-Prozess

Erfahren Sie mehr
Bürstschliff
Erfahren Sie mehr
Schwarzoxid
Erfahren Sie mehr
Wärmebehandlung
Erfahren Sie mehr
Tumbelverfahren

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Verzinken

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflon-Beschichtung

Erfahren Sie mehr
Thermische Beschichtungen
Erfahren Sie mehr
Wärmebarriereschichten

Erfahren Sie mehr
Passivierung
MIM-Teile Galerie
In unserer MIM-Teile Galerie ist jedes Projekt einzigartig. Wir arbeiten eng mit unseren Kunden zusammen, um sicherzustellen, dass ihre kundenspezifischen Teile exakt nach Spezifikation gefertigt werden. Mit unserem Augenmerk auf Details und Qualitätsanspruch übertreffen wir Ihre Erwartungen.








Starten Sie noch heute ein neues Projekt
Design-Empfehlungen für MIM-Teile
Verstehen Sie die Prozessgrenzen des Metall-Spritzgießens – max. Abmessungen, Toleranzen, Wandstärken, wirtschaftlichste Losgrößen usw. Profitieren Sie von unseren Richtlinien, um Kosteneinsparungen bei Ihrem MIM-Teiledesign zu realisieren.
Frequently Asked Questions
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2025 Neway Precision Works Ltd.All Rights Reserved.