Deutsch
Kundenspezifischer 3D-Druck Prototyping-Service für Bauteile
Preiswerte 3D-Druck-Services für Rapid Prototyping: Benötigen Sie kurzfristig einen Prototypen? Unsere 3D-Druckdienstleistungen bieten günstige Preise ohne Qualitätsverlust. Bringen Sie Ihr Produkt in Rekordzeit auf den Markt.

Senden Sie uns Ihre Entwürfe und Spezifikationen für ein kostenloses Angebot
Alle hochgeladenen Dateien sind sicher und vertraulich
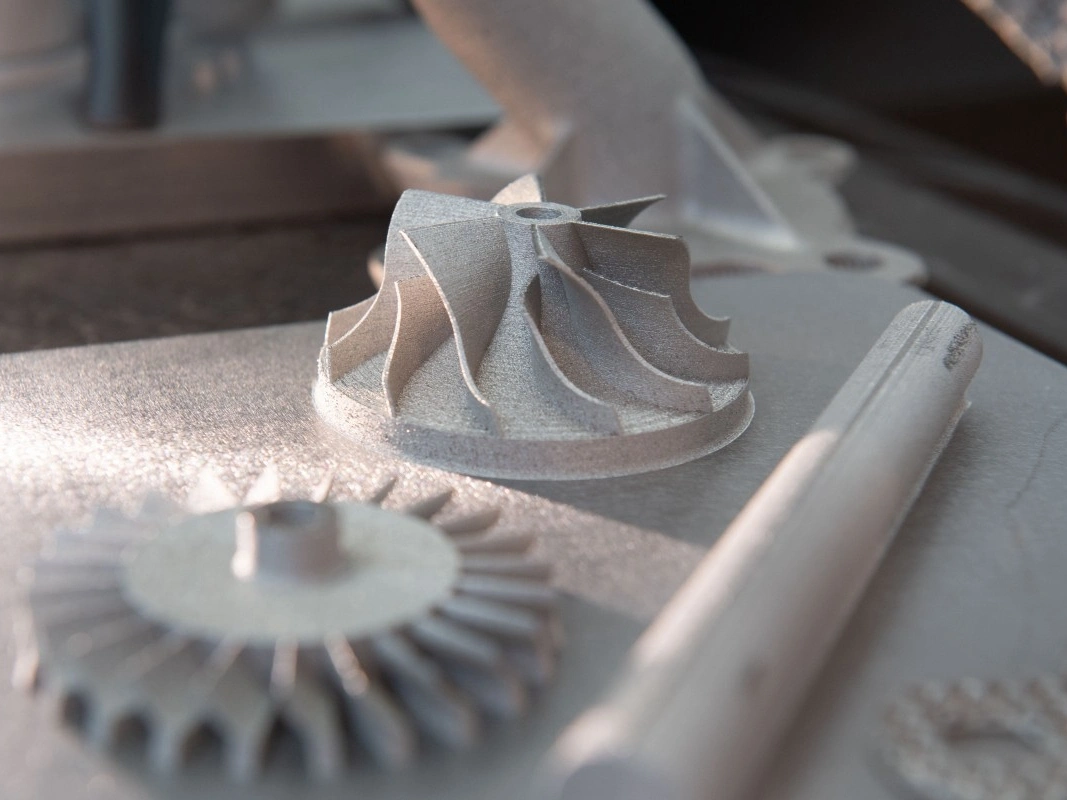
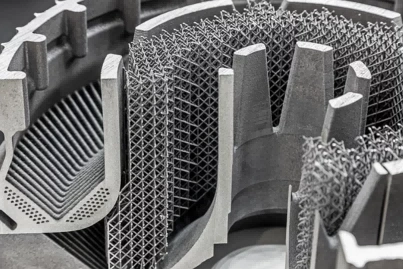
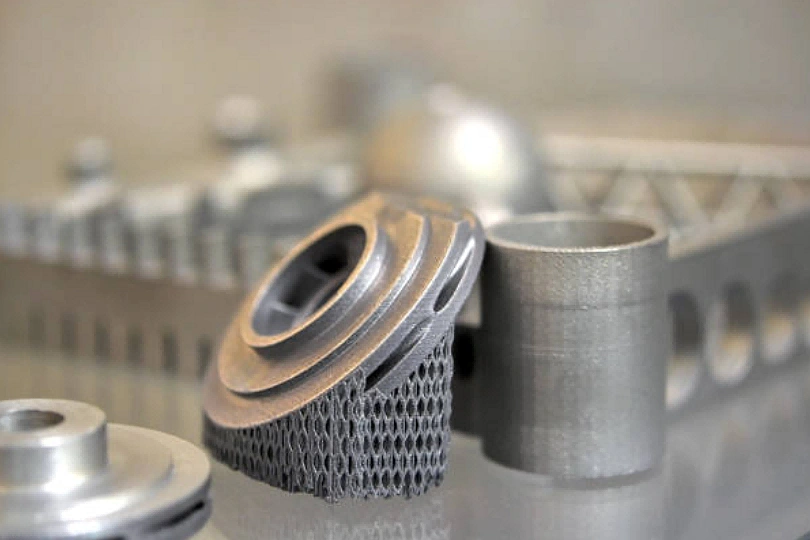
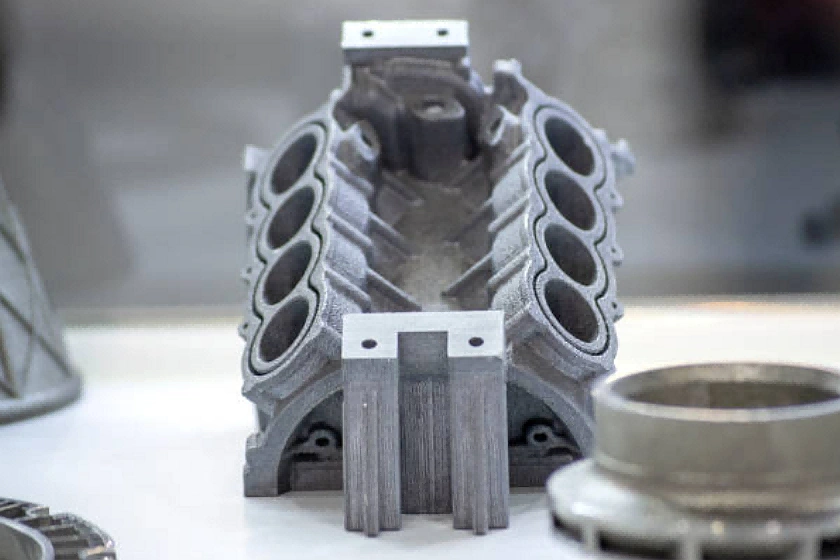
Kundenspezifische 3D-Druckfähigkeiten und -Technologien
Unsere kundenspezifischen 3D-Druckfähigkeiten und -Technologien umfassen fortschrittliche Methoden wie FDM, SLS, SLA und DMLS und unterstützen eine breite Palette an Materialien. Wir liefern präzise, funktionale Komponenten für verschiedene Branchen – maßgeschneidert auf Ihre Design- und Leistungsanforderungen.

WAAM, LMD und EBAM zur Herstellung langlebiger, hochfester Komponenten für Industrie & Bau.

Leitfähige & hitzebeständige Teile für Elektronik & Industrie; unterstützt durch SLM, LMD und WAAM.

FDM, FFF, SLS, PolyJet: ideal für günstiges, vielseitiges Prototyping und Leichtbau in diversen Branchen.

SLA, DLP und CLIP für hochdetaillierte, glatte Teile für Dental, Schmuck & Konsumgüter mit UV-härtendem Harz.
Verwendung in Luft- und Raumfahrt & Energie, SLM, DMLS und EBAM erzeugen starke, hitzebeständige Teile für extreme Umgebungen.

Ideal für Luftfahrt, Medizin und Automotive; SLM, DMLS, EBM für leichte, korrosionsbeständige und hochfeste Komponenten.

SLS und Binder Jetting erzeugen präzise, hitzebeständige Bauteile für medizinische, elektronische und industrielle Anwendungen.

Typisch: DMLS, SLM und Binder Jetting für langlebige, korrosionsbeständige Teile in Technik, Medizin und Bau.
WAAM, LMD und EBAM zur Herstellung langlebiger, hochfester Komponenten für Industrie & Bau.
Leitfähige & hitzebeständige Teile für Elektronik & Industrie; unterstützt durch SLM, LMD und WAAM.
FDM, FFF, SLS, PolyJet: ideal für günstiges, vielseitiges Prototyping und Leichtbau in diversen Branchen.
SLA, DLP und CLIP für hochdetaillierte, glatte Teile für Dental, Schmuck & Konsumgüter mit UV-härtendem Harz.
Verwendung in Luft- und Raumfahrt & Energie, SLM, DMLS und EBAM erzeugen starke, hitzebeständige Teile für extreme Umgebungen.
Ideal für Luftfahrt, Medizin und Automotive; SLM, DMLS, EBM für leichte, korrosionsbeständige und hochfeste Komponenten.
SLS und Binder Jetting erzeugen präzise, hitzebeständige Bauteile für medizinische, elektronische und industrielle Anwendungen.
Typisch: DMLS, SLM und Binder Jetting für langlebige, korrosionsbeständige Teile in Technik, Medizin und Bau.
SLA, DLP und CLIP für hochdetaillierte, glatte Teile für Dental, Schmuck & Konsumgüter mit UV-härtendem Harz.
Verwendung in Luft- und Raumfahrt & Energie, SLM, DMLS und EBAM erzeugen starke, hitzebeständige Teile für extreme Umgebungen.
Ideal für Luftfahrt, Medizin und Automotive; SLM, DMLS, EBM für leichte, korrosionsbeständige und hochfeste Komponenten.
SLS und Binder Jetting erzeugen präzise, hitzebeständige Bauteile für medizinische, elektronische und industrielle Anwendungen.
Typisch: DMLS, SLM und Binder Jetting für langlebige, korrosionsbeständige Teile in Technik, Medizin und Bau.
WAAM, LMD und EBAM zur Herstellung langlebiger, hochfester Komponenten für Industrie & Bau.
Leitfähige & hitzebeständige Teile für Elektronik & Industrie; unterstützt durch SLM, LMD und WAAM.
FDM, FFF, SLS, PolyJet: ideal für günstiges, vielseitiges Prototyping und Leichtbau in diversen Branchen.
SLA, DLP und CLIP für hochdetaillierte, glatte Teile für Dental, Schmuck & Konsumgüter mit UV-härtendem Harz.
Verwendung in Luft- und Raumfahrt & Energie, SLM, DMLS und EBAM erzeugen starke, hitzebeständige Teile für extreme Umgebungen.
Vorteile des 3D-Druckservice
Unser 3D-Druckservice bietet schnelles Prototyping, komplexe Designmöglichkeiten, Kosteneffizienz und Individualisierung für fortschrittliche Fertigungslösungen.

Anwendungsgebiete kundenspezifisch gedruckter Teile
Unser Prozess für kundenspezifisch gedruckte Teile ermöglicht vielseitige, bedarfsgerechte Produktion für Prototypen und Kleinserien. Entdecken Sie eine Bandbreite individueller Bauteile für unterschiedlichste Branchen.
3D-Druck Prototypenfertigung Materials
Neway 3D-Druck Prototyping-Fähigkeiten
Prototyping war noch nie so einfach: Verabschieden Sie sich von zeitaufwändigen Methoden und setzen Sie auf 3D-Druck. Unser Service bietet kurze Lieferzeiten und präzise Genauigkeit.
Oberflächenveredelung für kundenspezifische Teile verfügbar
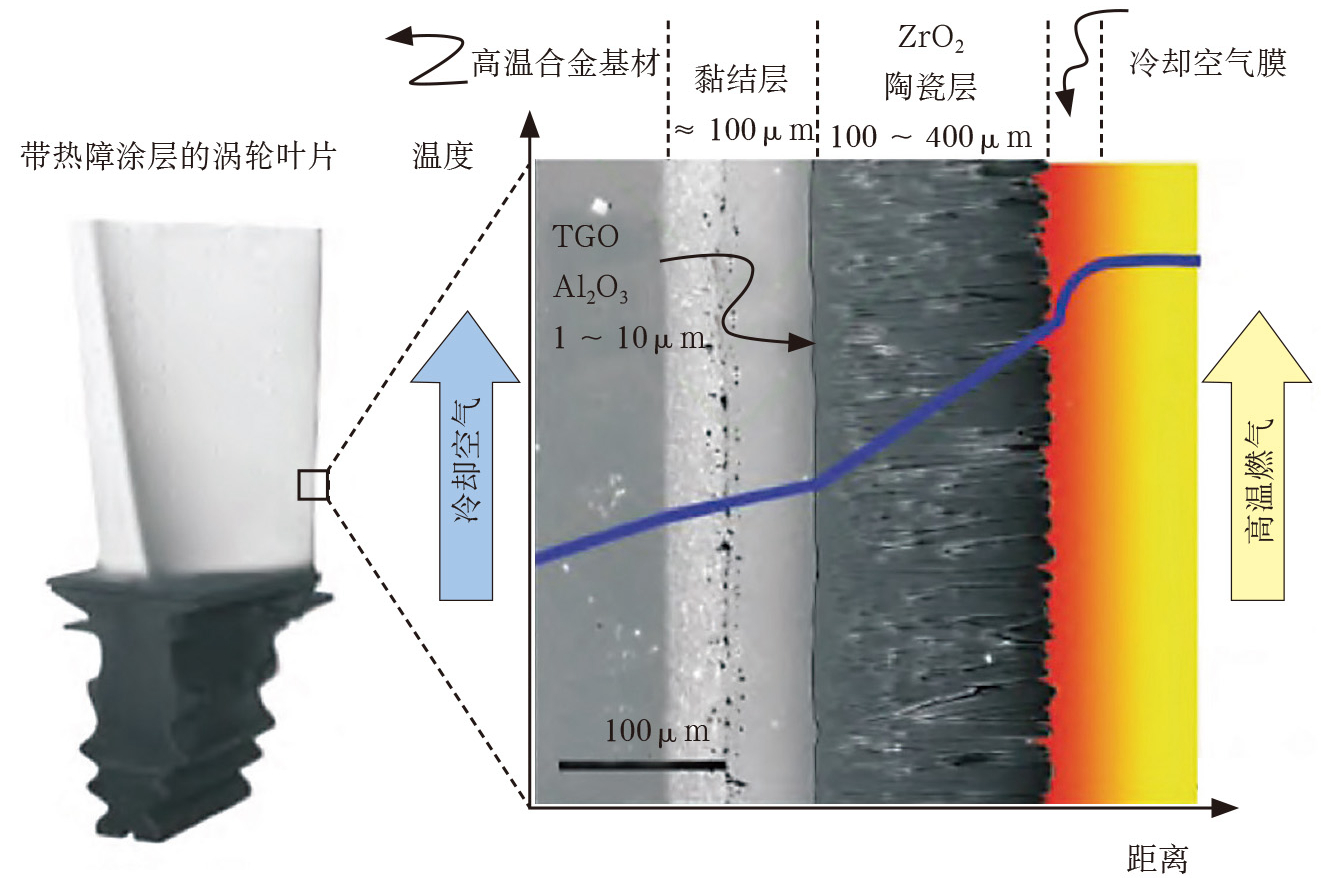
Unser Oberflächenbehandlungsservice bietet spezialisierte Veredelungen für kundenspezifische Teile, die Haltbarkeit, Optik und Leistung verbessern. Wir bieten verschiedene Prozesse wie Galvanisieren, Eloxieren, Pulverbeschichtung und thermische Barriereschichten, um die Korrosionsbeständigkeit, Verschleißeigenschaften und das Erscheinungsbild von Metall- und Kunststoffteilen zu optimieren.

Erfahren Sie mehr
Als-gefertigte Oberfläche

Erfahren Sie mehr
Lackierung

Erfahren Sie mehr
PVD-Beschichtung

Erfahren Sie mehr
Sandstrahlen

Erfahren Sie mehr
Galvanisieren

Erfahren Sie mehr
Polieren

Erfahren Sie mehr
Eloxieren

Erfahren Sie mehr
Pulverbeschichtung

Erfahren Sie mehr
Elektropolieren

Erfahren Sie mehr
IMD (In-Mold Decoration)

Erfahren Sie mehr
Gebürstete Oberfläche

Erfahren Sie mehr
Schwarzoxid-Beschichtung

Erfahren Sie mehr
Wärmebehandlung

Erfahren Sie mehr
Gleitschleifen

Erfahren Sie mehr
Alodine-Beschichtung

Erfahren Sie mehr
Chrombeschichtung

Erfahren Sie mehr
Phosphatieren

Erfahren Sie mehr
Nitrieren

Erfahren Sie mehr
Verzinken

Erfahren Sie mehr
Lackbeschichtung

Erfahren Sie mehr
Teflonbeschichtung

Erfahren Sie mehr
Hitzeschutzbeschichtung

Erfahren Sie mehr
Wärmeschutzbeschichtung

Erfahren Sie mehr
Passivierung
Galerie kundenspezifischer Bauteile
In unserer Galerie für kundenspezifische Teile wissen wir, dass jedes Projekt einzigartig ist. Deshalb arbeiten wir eng mit unseren Kunden zusammen, um sicherzustellen, dass ihre Bauteile exakt nach ihren Vorgaben gefertigt werden. Mit unserem Qualitätsanspruch können Sie darauf vertrauen, dass Ihre individuellen Teile Ihre Erwartungen übertreffen.


Starten Sie noch heute ein neues Projekt
Designrichtlinien für kundenspezifisch 3D-gedruckte Teile
Diese Richtlinien bieten branchentypische Werte für 3D-gedruckte Teile, um optimale Festigkeit, Qualität und Effizienz zu gewährleisten. Sie balancieren Präzision, Druckgeschwindigkeit und Kosten, während sie Fehler und Nachbearbeitung minimieren.
Frequently Asked Questions
Verwandte Ressourcen erkunden


Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Lösungen
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.