Metal Injection Molding (MIM) Vs. Investment Casting
This article compares metal injection molding (MIM) and investment casting for buyers sourcing precision metal parts, including small complex sintered components, cast brackets, levers, housings, instrument hardware, industrial mechanisms, and other near-net-shape metal parts. The practical RFQ problem is deciding which process matches the material grade, part size, geometry, wall thickness, tolerance target, surface finish, secondary machining, inspection evidence, tooling budget, and production volume.
The short answer is that MIM is usually stronger for small complex metal parts with fine features, thin walls, internal details, and repeatable production demand, while investment casting is usually stronger for larger cast shapes, broader alloy flexibility, and geometry that suits wax pattern and ceramic shell casting. Buyers should compare the delivered part requirement, not only the process name.
Neway supports both metal injection molding and investment casting route reviews before quotation.
MIM vs Investment Casting RFQ Decision for Precision Metal Parts
The main decision is whether the drawing behaves more like a powder injection molded part or a cast metal part. MIM starts with metal powder and binder feedstock, then molding, debinding, and sintering. Investment casting starts with a wax pattern, ceramic shell, burnout, metal pouring, shell removal, and finishing.
The manufacturing reason is that each process controls geometry and material differently. MIM tooling must compensate for sintering shrinkage from the molded green part to the final sintered component. Investment casting must control wax pattern dimensions, ceramic shell quality, molten metal flow, shrinkage, and solidification. These differences affect tolerance, surface finish, material options, part size, and cost.
Buyer Question | MIM Answer | Investment Casting Answer | RFQ Implication |
|---|---|---|---|
Which part size fits better? | Small complex parts with repeatable detail | Small to larger castings depending on alloy, mold, and shell route | Share part weight, envelope size, wall sections, and production quantity |
Which geometry fits better? | Fine features, thin walls, small holes, and complex internal details | Complex cast forms, thicker sections, ribs, bosses, and near-net cast surfaces | Mark critical features, draft, cores, and secondary machining areas |
Which material options fit better? | MIM-grade stainless steels, low-alloy steels, tool steels, titanium alloys, tungsten alloys, nickel alloys, and cobalt alloys | Cast stainless steel, carbon steel, alloy steel, aluminum, copper alloy, titanium, nickel alloy, and other castable metals | Confirm exact grade and allowed alternatives before quoting |
Which cost drivers matter? | Feedstock, tooling, sintering, secondary machining, and volume | Pattern tooling, shell making, casting yield, machining allowance, and finishing | Compare total delivered cost, not only raw process price |
How MIM Produces Small Complex Sintered Metal Parts
MIM combines fine metal powder with binder to create feedstock. The feedstock is injection molded into a green part, debound, and sintered to form the final metal component. Heat treatment, sizing, machining, polishing, passivation, coating, or assembly may follow depending on the drawing.
The engineering reason MIM can be useful is near-net-shape complexity. MIM can form small details before the metal is fully dense, which can reduce machining on repeated complex parts. However, sintering shrinkage and density control must be considered during mold design and inspection planning.
For process background, see what metal injection molding is and how it works.

How Investment Casting Produces Cast Metal Parts from Wax Patterns
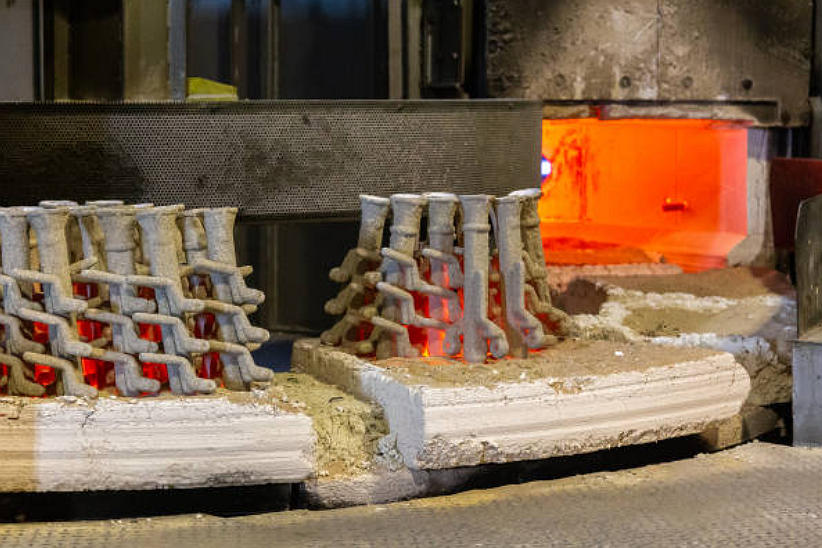
Investment casting uses a wax pattern to create a ceramic shell mold. After the wax is removed, molten metal is poured into the shell. The shell is broken away after solidification, and the casting may receive cutoff, heat treatment, blasting, machining, polishing, coating, or inspection.
The engineering reason investment casting can be useful is its ability to create complex cast metal forms from a broad range of castable alloys. The process can reduce machining compared with billet machining, especially when the part has contours, ribs, bosses, and surfaces that can remain as-cast.
For process background, see investment casting process, materials, pros, and cons.
Material, Geometry, Wall Thickness, and Size Differences
Material selection often narrows the route. MIM uses powder grades designed for molding, debinding, and sintering. Investment casting uses alloys that can be cast into ceramic shell molds. Even when both processes can use similar alloy families, the final material route, density, heat treatment, and inspection evidence may differ.
Geometry then decides whether the process is practical. MIM can be better for small detailed parts with thin features and high repeatability. Investment casting can be better for larger cast shapes, complex external surfaces, and parts where casting size and alloy flexibility matter more than very small molded detail.
Design Factor | MIM Review Point | Investment Casting Review Point | Buyer Input |
|---|---|---|---|
Wall thickness | Thin walls and small details may fit MIM, but sintering distortion must be reviewed | Thicker sections, cast ribs, and bosses can fit, but shrinkage and feeding must be controlled | Wall section map, ribs, bosses, holes, and allowed design changes |
Part size | Smaller components are usually better MIM candidates | Larger components may be better investment casting candidates | Envelope size, weight, assembly interface, and packaging |
Internal features | Small internal features can be molded if tooling and debinding support them | Cores and shell design affect internal cast features | Functional holes, passages, undercuts, and inspection access |
Material route | MIM-grade powder and sintering behavior control final properties | Cast alloy behavior and solidification control final properties | Material grade, heat treatment, and required evidence |
Tolerance, Surface Finish, Secondary Machining, and Defect Risks
Tolerance should be evaluated by critical features, not by the whole part outline. MIM may hold repeatable detail in suitable features, but sintering shrinkage and secondary machining still matter. Investment casting can deliver useful as-cast surfaces, but shell control, shrinkage, and machining allowance still matter.
MIM risks include feedstock variation, binder removal defects, sintering distortion, incomplete densification, and tooling compensation errors. Investment casting risks include wax pattern variation, shell defects, shrinkage porosity, inclusions, misruns, surface defects, and machining exposure. Both processes can require CNC machining on bores, threads, flat datum surfaces, sealing faces, or tight mating areas.
The RFQ implication is that buyers should identify the real CTQ features and inspection method. Dimensional reports, visual criteria, material reports, hardness checks, density checks, surface roughness checks, and functional tests should be matched to the part requirement.
Cost, Tooling, and Production Volume Differences
MIM cost is influenced by feedstock, mold tooling, debinding, sintering, secondary machining, finishing, and inspection. MIM usually becomes more attractive when the part is small, complex, and repeated in enough quantity to justify tooling.
Investment casting cost is influenced by pattern tooling, wax pattern production, ceramic shell building, casting yield, material, cutoff, heat treatment, machining, finishing, and inspection. Investment casting can be attractive when the part size, alloy choice, and cast geometry reduce machining compared with billet processing.
The buyer should compare total delivered cost. A lower casting or molding cost can be misleading if the process creates extra machining, inspection, or finishing cost after the near-net shape is made.
When to Choose MIM or Investment Casting
Choose MIM when the component is small, complex, repeated in production, and made from a MIM-compatible metal powder grade. MIM is often reviewed for miniature mechanisms, small brackets, clips, gears, instrument hardware, electronic hardware, and dense small metal components where geometry drives machining cost.
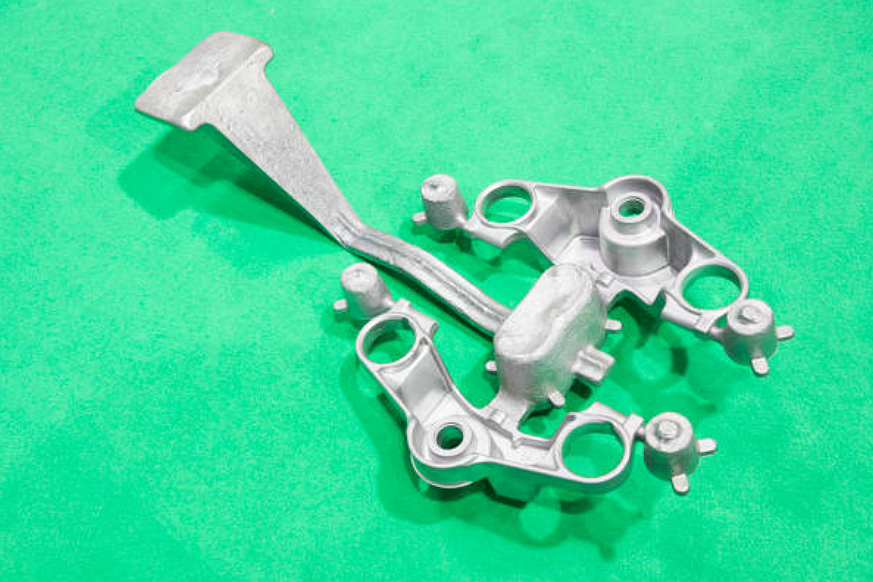
Choose investment casting when the part is larger, uses a castable alloy that fits shell casting, or has external contours and cast surfaces that make wax-pattern casting more practical. Investment casting is often reviewed for brackets, levers, housings, impellers, valve parts, and other cast metal components where geometry and alloy flexibility matter.
When the drawing is borderline, request a route comparison. The supplier should compare material grade, geometry, volume, machining allowance, surface finish, inspection evidence, and schedule before recommending MIM or investment casting.
RFQ Checklist for MIM vs Investment Casting
A strong RFQ should allow the supplier to compare MIM and investment casting against the same finished-part requirement. The buyer should avoid asking for two process prices without defining critical dimensions, material grade, finishing, and inspection.
RFQ Item | Why It Matters | Recommended Buyer Input |
|---|---|---|
Material grade | Determines whether MIM powder or cast alloy route is practical | Required grade, allowed alternatives, heat treatment, corrosion, wear, or strength requirement |
3D model and drawing | Controls mold design, wax pattern design, shrinkage review, and machining allowance | STEP file, 2D drawing, revision, wall thickness, holes, ribs, bosses, and datums |
Critical dimensions | Separates as-formed capability from secondary machining cost | CTQ dimensions, bores, threads, sealing faces, flatness, roundness, and gauges |
Surface finish | Affects polishing, blasting, passivation, coating, and cosmetic sorting | Roughness, visible surfaces, coating, edge condition, and visual standard |
Production volume | Determines tooling value and process economics | Prototype quantity, annual demand, ramp schedule, revision risk, and packaging |
Inspection evidence | Confirms dimensional, material, density, surface, and functional requirements | Dimensional report, visual criteria, density check, material report, hardness check, and functional test |
Related FAQs