Investment Casting | Process, Material, Pros, and Cons
This article explains investment casting, also called lost-wax casting, for custom metal parts made from stainless steel, carbon steel, aluminum, copper alloy, titanium, and nickel-based alloy. The practical RFQ problem is deciding whether the investment casting process can match part geometry, material grade, surface finish, machining, inspection, and production volume before tooling and sample approval.

How Lost-Wax Investment Casting Forms Complex Metal Parts
Investment casting uses a wax pattern, ceramic shell, molten metal pouring, shell removal, and finishing operations to produce near-net-shape metal parts. The route is useful when buyers need complex shapes, internal contours, thin ribs, bosses, brackets, small housings, impellers, levers, clamps, or hardware that would be costly to machine fully from bar stock.
The process does not remove the need for engineering review. Shrinkage, wax pattern quality, ceramic shell strength, alloy fluidity, gate location, heat treatment, machining allowance, and inspection criteria all affect whether the casting can meet the drawing. Buyers should treat investment casting as a controlled production route, not as a shortcut around drawings or acceptance standards.
Buyer Question | Investment Casting Answer | Manufacturing Reason | RFQ Implication |
|---|---|---|---|
Can the part geometry be cast? | Often suitable for complex metal shapes with ribs, bosses, and curved surfaces | Wax tooling and ceramic shells can reproduce detailed cavities | Send 3D CAD, 2D drawings, datums, and critical surfaces |
Can the part be made in the specified alloy? | Many ferrous and non-ferrous alloys can be reviewed | Melting, pouring, and heat treatment behavior differs by alloy family | Define material grade, certificate need, and working environment |
Will machining still be needed? | Functional faces, threads, sealing areas, and datums often need machining | As-cast surfaces and shrinkage control may not satisfy every critical feature | Mark machined surfaces, hole callouts, and inspection dimensions |
Wax Pattern, Ceramic Shell, Dewaxing, Pouring, and Knockout
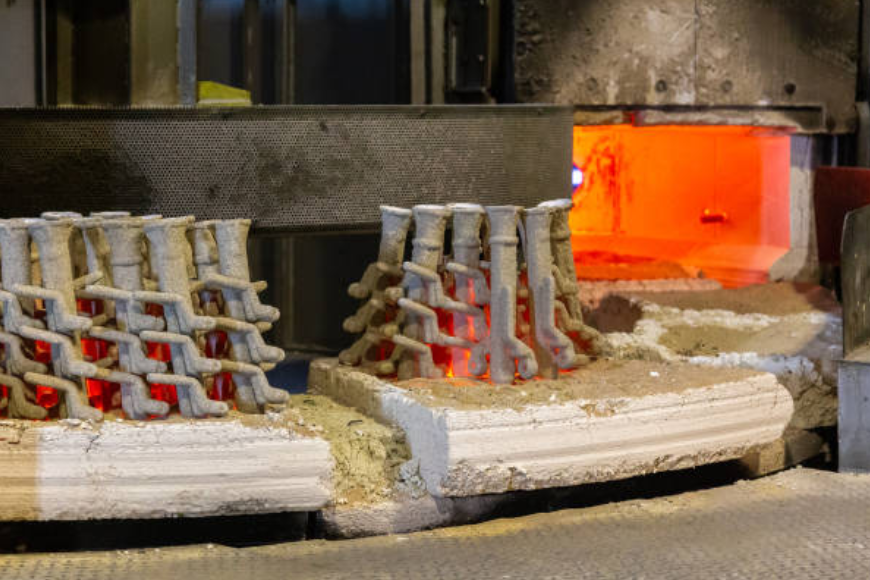
The investment casting process begins with wax pattern production. The wax pattern copies the casting shape and includes expected shrinkage allowance. Pattern accuracy, wax injection control, and tooling condition affect repeatability before metal is poured.

Several wax patterns may be attached to a runner system to form a casting tree. The wax tree is dipped into ceramic slurry and refractory stucco multiple times until the shell has enough strength for dewaxing, preheating, and pouring. After dewaxing removes the wax, molten metal fills the ceramic cavity. The shell is broken away after solidification, and gates are removed before inspection and finishing.
Investment Casting Stage | What Happens | Risk to Control | Buyer Confirmation Needed |
|---|---|---|---|
Wax pattern tooling | Wax shape is produced with shrinkage allowance | Pattern distortion, tool wear, incorrect allowance | CAD model, drawing revision, critical geometry |
Tree assembly | Patterns are attached to gates and runners | Flow imbalance, difficult cut-off, casting deformation | Cosmetic faces, gate restrictions, part orientation concerns |
Ceramic shell building | Slurry and stucco layers create the mold shell | Shell cracking, surface defects, poor dimensional stability | Surface finish need, wall thickness, feature fragility |
Pouring and knockout | Molten alloy fills the shell and the ceramic is removed | Misrun, shrinkage, inclusions, residual shell, gate marks | Material grade, inspection plan, finish route |
Investment Casting Materials: Stainless Steel, Carbon Steel, Aluminum, Copper, Titanium, and Nickel Alloys
Investment casting material selection should be driven by strength, corrosion exposure, weight, wear, temperature exposure, weldability, machinability, and inspection requirements. A material family that casts well may still need heat treatment, passivation, coating, or CNC machining before the part is ready for assembly.

Investment Casting Material | Typical Part Requirement | Manufacturing Note | RFQ Detail to Define |
|---|---|---|---|
Corrosion resistance, strength, clean surface condition | May require passivation, polishing, machining, or heat treatment | Grade, finish, corrosion environment, material certificate | |
Strength, weldability, wear resistance, cost control | May need heat treatment, coating, or plating for the application | Grade, hardness range, coating, load condition | |
Lower weight and corrosion resistance | Wall thickness, porosity, and finishing route need review | Alloy grade, machined datums, coating or anodizing need | |
Conductivity, wear behavior, corrosion resistance | Pouring behavior and surface finish depend on alloy choice | Alloy, conductivity need, pressure or sealing requirement | |
Lower density and corrosion resistance in demanding environments | Melting control and qualification requirements must be reviewed early | Grade, acceptance criteria, inspection documentation | |
Heat resistance and strength retention | Heat treatment and metallurgical control can drive cost and inspection | Alloy, heat treatment, hardness, microstructure requirement |
Geometry, Shrinkage, and Tolerance Risks in Investment Castings
Investment casting can support complex geometry, but geometry still needs casting review. Long thin sections, isolated heavy bosses, abrupt wall transitions, deep pockets, closed internal features, and large flat surfaces can increase shrinkage, distortion, shell cracking, or incomplete fill risk.
Buyers should separate as-cast dimensions from machined dimensions. Critical holes, sealing faces, bearing seats, threaded features, and datum surfaces are commonly machined after casting. If a drawing treats every surface as equally critical, the quote may become unclear or unnecessarily expensive.
Part Feature | Investment Casting Risk | Design Review Focus | Inspection Evidence |
|---|---|---|---|
Thin ribs and small bosses | Incomplete fill, wax damage, shell fragility | Minimum section review, fillets, gate location | Dimensional report, visual inspection |
Heavy-to-thin wall transition | Shrinkage, hot spots, distortion | Wall balance, feeding, machining stock | Dimensional report, section review when required |
Machined sealing face | Porosity exposure, insufficient machining allowance | Stock allowance, datum control, leak criteria | CMM report, surface roughness report, leak test if specified |
Cosmetic surface | Gate mark, shell texture, polishing variation | Visible face, gate location, finish sample | Visual standard, finish sample approval |
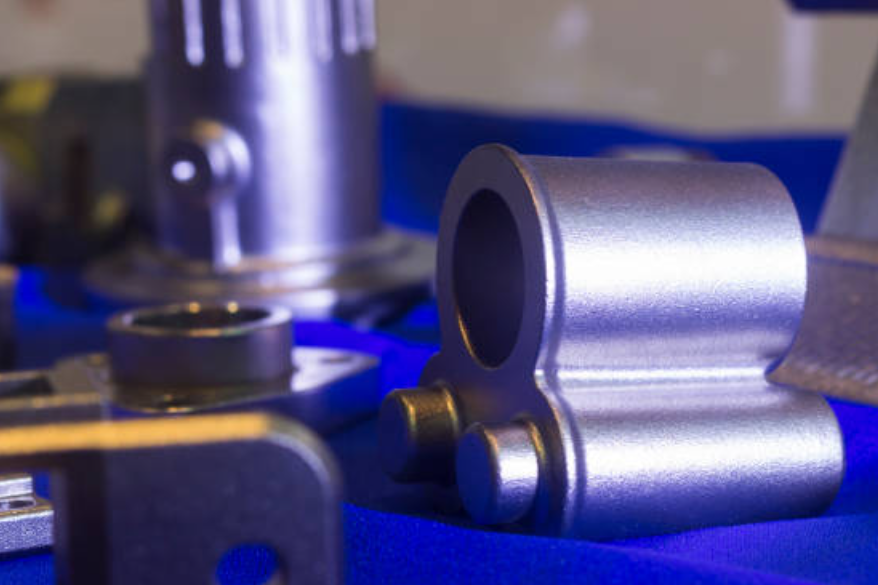
Surface Treatment, Heat Treatment, and Machining After Investment Casting
Most investment cast parts need at least one secondary operation after shell removal and gate cutting. Common operations include blasting, grinding, polishing, CNC machining, drilling, tapping, heat treatment, passivation, plating, coating, non-destructive testing, and assembly.
The correct sequence depends on material grade and functional surfaces. Heat treatment before machining may reduce later distortion for some alloys, while final polishing or coating may need to occur after machining and deburring. Buyers should define roughness, coating thickness, color, hardness, and acceptance standards when those details matter.
Advantages and Limits Compared With Sand Casting, Die Casting, CNC, and MIM
Investment casting is useful when the buyer needs complex metal geometry, moderate-to-high detail, broad alloy options, and lower machining burden than a fully machined route. The process can be a strong fit for shaped metal parts that are too complex for simple machining and not suited to die casting volumes or die casting alloy constraints.

The limitations are also important. Investment casting can have higher pattern and shell preparation cost than sand casting for large simple shapes. It may be slower than die casting for very high-volume simple parts. It may not match CNC machining for every tight datum or hole unless machining is included. For very small complex metal parts, metal injection molding may also be reviewed when tooling, material, and annual volume support that route.
Manufacturing Route | When It May Fit Better | When Investment Casting May Fit Better | Buyer Decision Point |
|---|---|---|---|
Sand casting | Large simple castings and lower tooling pressure | Finer geometry, better detail, and smaller machining stock | Part size, surface finish, and detail level |
Die casting | High-volume aluminum or zinc parts with dedicated tooling | Broader alloy choice and complex cast steel or nickel alloy shapes | Alloy, annual volume, and tooling budget |
CNC machining | Low quantity, tight datums, or simple billet shapes | Near-net complex geometry with less material removal | Quantity, material waste, and critical dimensions |
Metal injection molding | Small complex parts at suitable production volume | Larger cast parts or alloys and features not suited to MIM | Part size, annual volume, and material requirements |
RFQ Inputs and Inspection Evidence for Investment Cast Parts
An investment casting RFQ should include 3D CAD, 2D drawings, material grade, expected quantity, annual volume, critical dimensions, machining surfaces, heat treatment, surface finish, inspection level, and application environment. These details help the casting supplier review tooling, shell process, pouring route, machining fixtures, and quality documentation.
Important inspection evidence may include FAI, dimensional report, CMM report, material certificate, heat-treatment record, hardness test, surface roughness report, coating thickness report, visual inspection standard, dye penetrant inspection, X-ray inspection, or pressure test, depending on the drawing and buyer acceptance criteria. Final validation remains the buyer's responsibility when the part is used in a regulated or safety-critical assembly.
RFQ Input | Why It Matters in Investment Casting | Quotation Impact | Possible Inspection Evidence |
|---|---|---|---|
3D CAD and 2D drawing | Defines geometry, datums, tolerances, and critical surfaces | Controls wax tooling, shell review, machining route, and inspection scope | FAI, dimensional report, CMM report |
Material grade and heat treatment | Controls melting, pouring, mechanical properties, and documentation | Affects alloy sourcing, process route, and test requirements | Material certificate, heat-treatment record, hardness test |
Surface finish and visible faces | Determines blasting, polishing, coating, and cosmetic control | Affects labor, rework risk, and acceptance criteria | Visual standard, roughness report, coating thickness report |
Critical function and test requirement | Identifies sealing, pressure, load, or safety-related features | May add machining, non-destructive testing, or special inspection | DPI, X-ray, leak test, pressure test when specified |
Related FAQs
What makes investment casting ideal for creating complex geometries?
Are there specific limitations or challenges associated with investment casting?
What are the main challenges in achieving tight tolerances with investment casting?
What types of surface finishes can be achieved with investment casting?



