What are the factors affecting the tolerance of MIM parts?
What factors affect the tolerance of MIM parts?
The tolerance of metal injection molding parts is affected by tooling precision, feedstock consistency, powder loading, mold filling, gate location, debinding control, sintering shrinkage, part geometry, material grade, secondary machining, surface finishing, and inspection method. The practical RFQ problem is identifying which MIM part dimensions can remain as-sintered and which datums, holes, threads, or sealing surfaces need post-sintering machining or grinding.
MIM is different from conventional machining because molded green parts shrink during debinding and sintering. The final tolerance is therefore controlled by the complete route: mold design, molding process, thermal process, fixture support, secondary operations, and measurement plan. Buyers should mark critical-to-function dimensions on the drawing so the manufacturer can separate general molded dimensions from precision features that need tighter control.
How do tooling and mold design affect MIM tolerance?
Tooling precision sets the starting point for MIM tolerance control. Cavity dimensions, core pins, shut-offs, slides, ejector position, venting, cooling, gate location, and parting line design all influence the molded shape before debinding and sintering. Tool wear and maintenance can also affect dimensional repeatability during production.
Mold design must account for shrinkage and feature stability. Thin ribs, long slots, small holes, unsupported walls, uneven wall sections, and sharp transitions may distort or fill inconsistently. A practical RFQ should show critical datums, reference surfaces, assembly interfaces, and any features that cannot tolerate parting line mismatch, flash, gate vestige, or ejector marks.
How do feedstock and material grade affect MIM tolerance?
MIM feedstock combines metal powder and binder. Powder particle size, particle distribution, powder loading, binder system, feedstock mixing, and feedstock storage can affect flow, packing density, debinding behavior, and sintering shrinkage. Different MIM materials may also shrink or distort differently during the thermal process.
For example, stainless steels such as MIM 17-4 PH, MIM 316L, and MIM 420 may require different heat treatment, surface finishing, or dimensional review. Low-alloy steels, tool steels, magnetic alloys, tungsten alloys, cobalt alloys, and titanium alloys can also create different shrinkage, density, hardness, and inspection questions. The buyer should define the alloy grade or functional requirement before tolerance expectations are finalized.
How do molding, debinding, and sintering control MIM dimensions?
Molding parameters affect the green part before the furnace stage. Injection pressure, injection speed, mold temperature, packing, holding pressure, and cooling can influence density distribution, weld lines, gate stress, and part stability. If the green part has density variation or trapped stress, the sintered part can distort even when the tool is accurate.
Debinding and sintering are central to MIM tolerance. Debinding must remove binder without damaging the part. Sintering must control shrinkage, density, atmosphere, support, and thermal cycle. Sintering fixtures or setters may be needed when a part has long unsupported features, flatness requirements, or distortion-sensitive geometry. The RFQ should identify surfaces that must remain flat, parallel, round, or concentric so the process plan can address those risks.
Which part features create tolerance risk in MIM?
MIM tolerance risk increases when the part has uneven wall thickness, long thin sections, deep blind holes, small core-pin features, sharp corners, large flat surfaces, high aspect ratio ribs, thin walls, internal channels, or multiple critical datums on different planes. These features can affect mold filling, ejection, debinding, sintering support, and measurement repeatability.
Buyers should avoid assigning tight tolerances to every surface by default. A better approach is to classify dimensions as functional, assembly-related, cosmetic, or reference-only. Functional dimensions may need tighter control or secondary machining. Cosmetic features may need surface finish or visual criteria. Reference-only dimensions may be acceptable with normal molded variation after engineering review.
When is secondary machining needed for MIM tolerance?
Secondary machining is needed when as-sintered MIM dimensions cannot reliably support the required fit, seal, thread, datum, bearing seat, or assembly interface. Common operations include CNC machining, drilling, tapping, reaming, grinding, lapping, EDM, and polishing. These operations are usually applied only to critical features because machining every surface can reduce the cost and design advantages of MIM.
The RFQ should identify machined datums, threaded holes, press-fit bores, sealing faces, sliding surfaces, gear features, or other precision areas. If a coating, plating, passivation, heat treatment, or polishing step follows machining, the final tolerance should account for the finishing sequence and any coating thickness or distortion risk.
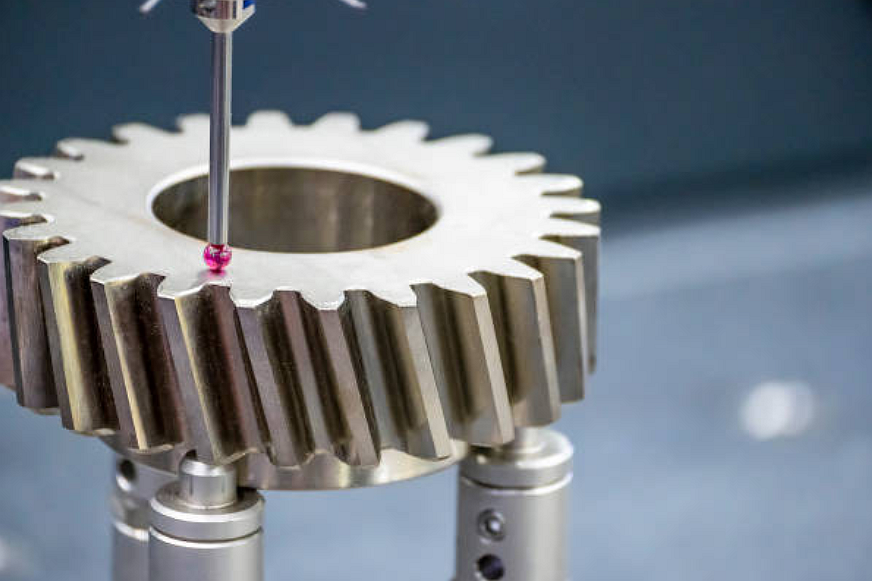
What inspection methods support MIM tolerance control?
Inspection should match the feature and production stage. Common evidence may include CMM report, first article inspection, dimensional report, go/no-go gauge, optical measurement, thread gauge, surface roughness report, hardness test, density check, coating thickness report, or visual inspection standard. For production, the control plan may also need cavity tracking, lot traceability, fixture repeatability, and sampling method agreed with the buyer.
Measurement method matters because small MIM parts can have complex curves, tiny features, and difficult datum structures. A dimension measured with a caliper, CMM, optical system, or custom gauge may not produce the same level of repeatability. Buyers should define acceptance criteria and inspection evidence during quotation, especially for tight-tolerance MIM components or regulated-use parts.
MIM Tolerance Factor | How It Affects the Part | RFQ Detail to Provide | Possible Control Method |
Tooling and mold design | Controls cavity shape, gate vestige, parting line, shut-off condition, and molded green geometry | Critical datums, wall sections, gate restrictions, cosmetic surfaces, and assembly interfaces | Tooling review, mold flow review, datum planning, and tool maintenance plan |
Feedstock and material grade | Affects flow, packing density, shrinkage, sintered density, hardness, and finishing response | Alloy grade, material standard, functional requirement, heat treatment, and finish requirement | Feedstock control, material certificate, sintering review, and lot traceability |
Debinding and sintering | Controls shrinkage, distortion, density, flatness, and dimensional stability | Flatness, parallelism, roundness, critical surfaces, and support-sensitive geometry | Thermal process control, setter design, shrinkage compensation, and density checks |
Secondary machining and finishing | Improves datums, threads, bores, sealing faces, and precision assembly features | Machined surfaces, thread details, roughness, coating thickness, and final inspection method | CNC machining, grinding, tapping, coating control, CMM report, and go/no-go gauges |
Related FAQs
How are tight tolerance components controlled during the MIM shrinkage process?
Which design factors affect dimensional accuracy in precision MIM parts?
Can secondary machining improve tolerances for metal injection molded components?
What quality inspection methods are used for tight tolerance MIM components?
What tolerances can precision metal injection molding services typically achieve?
What should OEM buyers provide when requesting a quote for custom stainless steel MIM parts?



