Français
Pièces métalliques petites et complexes – Moulage par injection de poudre métallique (MIM)
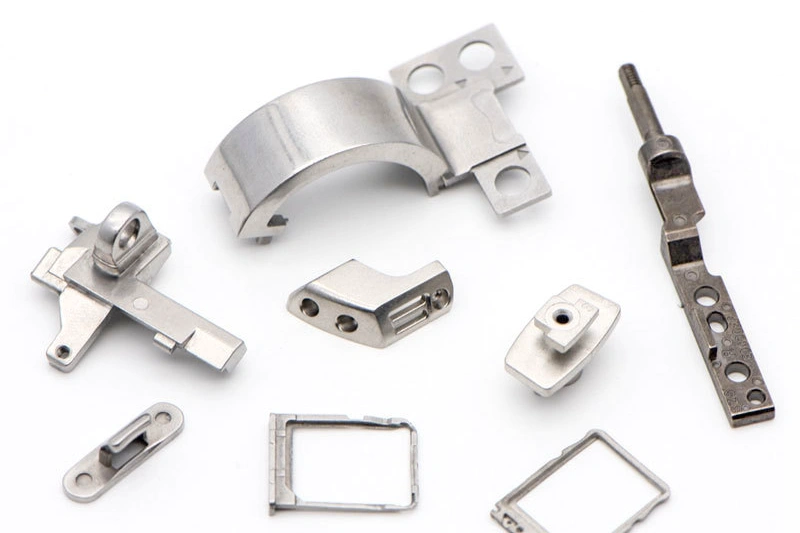
Le moulage par injection de poudre métallique combine un mélange de poudre métallique et de liant, l’injecte dans un moule puis le chauffe pour éliminer le liant et fritté la poudre en une pièce métallique robuste. Idéal pour la fabrication de pièces métalliques petites, complexes et de haute précision. Large choix de matériaux : base fer (acier inoxydable), alliages de tungstène, alliages de titane, acier à outils, alliages magnétiques, alliages de cobalt, etc.

Demander un devis MIM
Tous les fichiers téléchargés sont sécurisés et confidentiels
Qu'est-ce que le moulage par injection de métal ?
Notre service de MIM transforme des poudres métalliques en pièces et composants complexes. Nous proposons des processus pour alliages de fer, tungstène, titane, magnétiques et cobalt. Nous réalisons des pièces MIM sur mesure, à haute précision et grande résistance.
MIM vs PCM
Le moulage par injection de métal (MIM) et le moulage par compression de poudre (PCM) sont des procédés différents : MIM utilise des poudres fines pour des pièces complexes et très précises en volumes moyens à élevés, tandis que PCM comprime la poudre en formes plus simples, à moindre coût pour de petits et moyens volumes.
Procédé | Visuel | Formage | Matériaux | Densité | Précision | Coût | Volume | Applications |
|---|---|---|---|---|---|---|---|---|
 | Moulage par injection de poudres métalliques avec liant | Acier inoxydable, titane, tungstène, etc. | 95–98 % de la densité théorique | Élevée | Élevé | Moyen à élevé | Pièces complexes de petite taille (médical, automobile) | |
 | Compression de poudre dans des moules | Fer, acier, céramique, etc. | Jusqu’à 90 % de la densité théorique | Moyenne à élevée | Moindre | Moyen à élevé | Pièces simples (engrenages, roulements) |
Applications des pièces MIM
Notre processus MIM produit des pièces haute qualité avec détails fins et résistance supérieure. Ces pièces sont largement utilisées dans diverses industries, offrant précision et polyvalence pour des applications critiques.

Surmoulage Materials
Découvrez comment fonctionne le MIM
Le moulage par injection de métal est un procédé near-net-shape qui combine l’injection plastique et la métallurgie des poudres pour produire des pièces métalliques très complexes et des superalliages (inox, titane, tungstène, etc.).
Finitions de surface pour pièces personnalisées disponibles
Notre service de traitement de surface offre des finitions spécialisées pour pièces sur mesure, améliorant durabilité, esthétique et performance. Nous proposons électrodéposition, anodisation, revêtement en poudre et revêtements de barrière thermique pour optimiser résistance à la corrosion, propriétés d’usure et aspect visuel.

En savoir plus
Usinage

En savoir plus
Peinture

En savoir plus
Dépôt physique en phase vapeur (PVD)

En savoir plus
Sablage

En savoir plus
Galvanoplastie

En savoir plus
Polissage

En savoir plus
Anodisation

En savoir plus
Revêtement en poudre

En savoir plus
Électropolissage


En savoir plus
Fini brossé

En savoir plus
Oxyde noir

En savoir plus
Traitement thermique

En savoir plus
Ébavurage en tambour

En savoir plus
Revêtement Alodine

En savoir plus
Chromage

En savoir plus
Phosphatation

En savoir plus
Nitruration

En savoir plus
Galvanisation à chaud

En savoir plus
Vernissage

En savoir plus
Revêtement Téflon

En savoir plus
Revêtements thermiques

En savoir plus
Revêtements de barrière thermique

En savoir plus
Passivation
Galerie de pièces MIM
Dans notre galerie MIM, chaque projet est unique. Nous collaborons étroitement avec nos clients pour garantir que leurs pièces personnalisées répondent exactement aux spécifications. Notre souci du détail et notre exigence qualité feront dépasser vos attentes à vos pièces.








Commençons un nouveau projet aujourd'hui
Suggestions de conception pour pièces MIM
Comprenez mieux les limites du procédé MIM : dimensions maximales, tolérances, épaisseurs de paroi, quantités optimales de production, etc. Utilisez ces repères pour optimiser vos designs et réduire les coûts.
Frequently Asked Questions
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.