Русский
Онлайн-услуга по индивидуальной штамповке листового металла
Наша индивидуальная услуга штамповки предоставляет экономичные решения для ваших металлических компонентов. Мы можем изготавливать высококачественные детали за небольшую часть стоимости традиционных методов производства.

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Наши возможности в штамповке листового металла
Пластичность листового металла позволяет создавать детали разных форм и размеров по индивидуальному заказу. Neway предоставляет услуги индивидуальной штамповки по четырём процессам: прогрессивная штамповка, глубокая вытяжка, трансферная штамповка и мультислайд штамповка.

Прогрессивная штамповка
Прогрессивная штамповка эффективна для массового производства, сложных форм, точных допусков и быстрых производственных циклов, повышая эффективность и снижая издержки.

Глубокая вытяжка металла
Глубокая вытяжка металла специализируется на формировании сложных форм с высокой глубиной по отношению к диаметру, идеально подходит для бесшовных, лёгких и прочных компонентов.

Трансферная штамповка
Трансферная штамповка оптимальна для крупных и сложных деталей, обеспечивает однородность, снижает отходы и облегчает автоматизацию.

Мультислайд-штамповка
Мультислайд-штамповка производит сложные малые и средние детали с высокой точностью, эффективностью и выгодой по стоимости.
Мультислайд-штамповка
Мультислайд-штамповка производит сложные малые и средние детали с высокой точностью, эффективностью и выгодой по стоимости.
Прогрессивная штамповка
Прогрессивная штамповка эффективна для массового производства, сложных форм, точных допусков и быстрых производственных циклов, повышая эффективность и снижая издержки.
Глубокая вытяжка металла
Глубокая вытяжка металла специализируется на формировании сложных форм с высокой глубиной по отношению к диаметру, идеально подходит для бесшовных, лёгких и прочных компонентов.
Трансферная штамповка
Трансферная штамповка оптимальна для крупных и сложных деталей, обеспечивает однородность, снижает отходы и облегчает автоматизацию.
Мультислайд-штамповка
Мультислайд-штамповка производит сложные малые и средние детали с высокой точностью, эффективностью и выгодой по стоимости.
Прогрессивная штамповка
Прогрессивная штамповка эффективна для массового производства, сложных форм, точных допусков и быстрых производственных циклов, повышая эффективность и снижая издержки.
Что такое услуга штамповки металла
Наша услуга штамповки металла обеспечивает изготовление прецизионных металлических деталей посредством массовых и экономичных процессов. Используя современные штампы и автоматизированное оборудование, мы производим стабильные, высококачественные компоненты со сложной геометрией для различных отраслей.

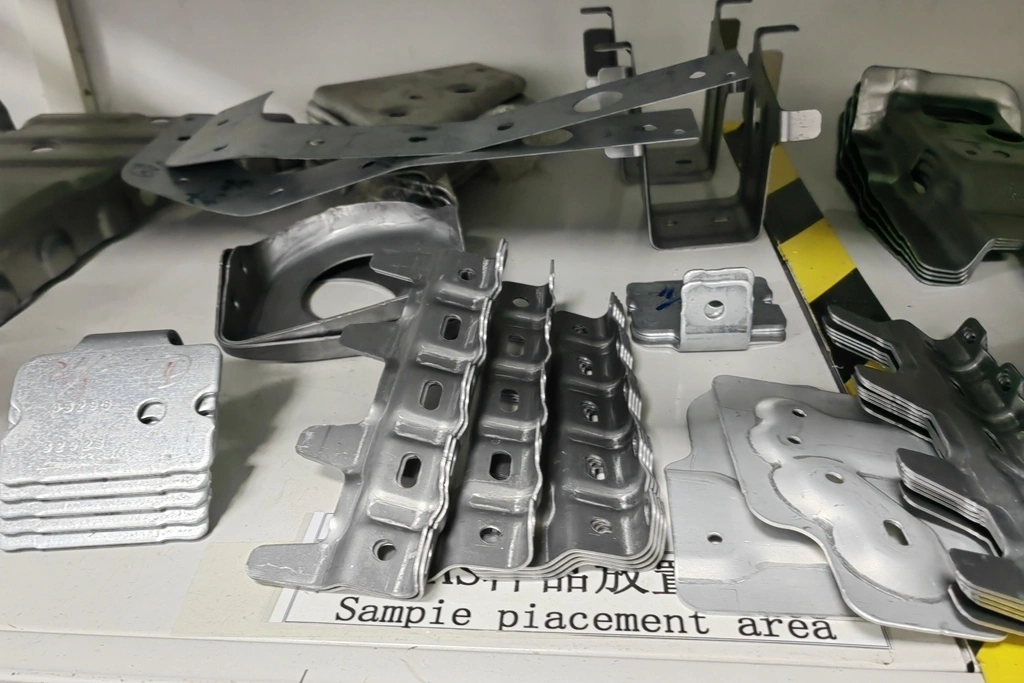
Применения штампованных металлических деталей
Наш процесс штамповки обеспечивает точность, скорость и эффективность производства высококачественных компонентов. Ознакомьтесь с широким спектром штампованных деталей, используемых в различных отраслях.
Возможности штамповки Neway
От прототипирования до массового производства — мы можем выполнить проект любого размера с точностью и эффективностью. Наш индивидуальный сервис штамповки позволяет изготавливать металлические компоненты для любых отраслей, включая автомобилестроение, авиакосмическую и медицинскую.
Доступные варианты финишной обработки
Наша услуга по обработке поверхности предлагает специализированные покрытия для индивидуальных деталей, повышая долговечность, эстетику и производительность. Мы предоставляем процессы гальванизации, анодирования, порошкового покрытия и термобарьерных покрытий, чтобы повысить коррозионную стойкость, износостойкость и визуальную привлекательность металлических и пластиковых компонентов в различных отраслях.

Узнать больше
После обработки

Узнать больше
Покраска


Узнать больше
Пескоструйная обработка

Узнать больше
Гальваника

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковое покрытие

Узнать больше
Электрополировка


Узнать больше
Шлифовка

Узнать больше
Черное оксидирование

Узнать больше
Термообработка

Узнать больше
Виброабразивная обработка

Узнать больше
Алодин

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрирование

Узнать больше
Оцинкование

Узнать больше
Лакокрасочное покрытие

Узнать больше
Тефлоновое покрытие

Узнать больше
Термические покрытия

Узнать больше
Теплозащитные покрытия

Узнать больше
Пассивация
Галерея индивидуальных деталей
В нашей галерее индивидуальных деталей мы понимаем, что каждый проект уникален. Поэтому мы тесно сотрудничаем с клиентами, чтобы гарантировать соответствие их спецификациям. Благодаря вниманию к деталям и стремлению к качеству вы можете быть уверены, что ваши детали превзойдут ожидания.







Начните новый проект сегодня
Руководство по проектированию индивидуальных штампованных деталей
Данные рекомендации содержат отраслевые стандартные значения для индивидуальных штампованных деталей. Следуйте этим советам для эффективного формования, минимизации износа инструмента и оптимизации качества при обеспечении структурной целостности и точности размеров.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.