Что такое матрица (женская) и пуансон (мужской) в штамповке листового металла?
При штамповке листового металла пуансон является мужским инструментальным элементом, который толкает, режет, формует или вытягивает листовой металл, в то время как матрица является женским инструментальным элементом, который поддерживает лист и определяет окончательную форму детали. Практическая проблема RFQ заключается в том, как геометрия пуансона, геометрия полости матрицы, зазор инструмента, марка листового металла, толщина, допуск, направление заусенца и объем производства влияют на стоимость штампованных деталей.

Что такое матрица и пуансон в штамповке листового металла?
Пуансон, часто называемый мужским инструментом, является движущимся или давящим элементом инструмента, который прикладывает усилие к листовому металлу. Матрица, часто называемая женским инструментом, является принимающим элементом инструмента, который поддерживает листовой металл и обеспечивает полость, отверстие или формообразующую поверхность, необходимую для создания штампованной детали.
При вырубке, пробивке, гибке, вытяжке, чеканке или формовке пуансон и матрица работают как согласованный набор инструментов. Форма пуансона, отверстие матрицы, зазор материала, усилие пресса и свойства листового металла определяют, будет ли деталь резаться чисто, формуется точно, избежит трещин и сохранит заданные размеры.
Штамповочная оснастка | Производственная роль | Вопрос RFQ, который покупатель должен определить |
|---|---|---|
Пуансон | Толкает, режет, гнет, пробивает или формует листовой металл | Форма детали, размер отверстия, линия гиба, режущая кромка и риск износа |
Матрица | Поддерживает лист и обеспечивает полость или отверстие | Форма детали, зазор, направление заусенца, глубина формовки и извлечение детали |
Зазор пуансон-матрица | Контролирует качество реза, заусенец, зону разрушения и нагрузку на инструмент | Марка материала, толщина, качество кромки и требования к контролю |
Раскрой полосы | Контролирует поток материала через последовательные или передающие операции | Ориентация детали, отходы, конструкция перемычки и объем производства |
Инструментальная сталь и покрытие | Влияет на износостойкость и обслуживание оснастки | Годовой объем, твердость материала, использование нержавеющей стали и риск повреждения поверхности |
Настройка пресса | Влияет на ход, усилие, скорость, точность подачи и повторяемость | Размер детали, глубина формовки, допуск и контроль качества |
Что делает пуансон в штамповке листового металла?
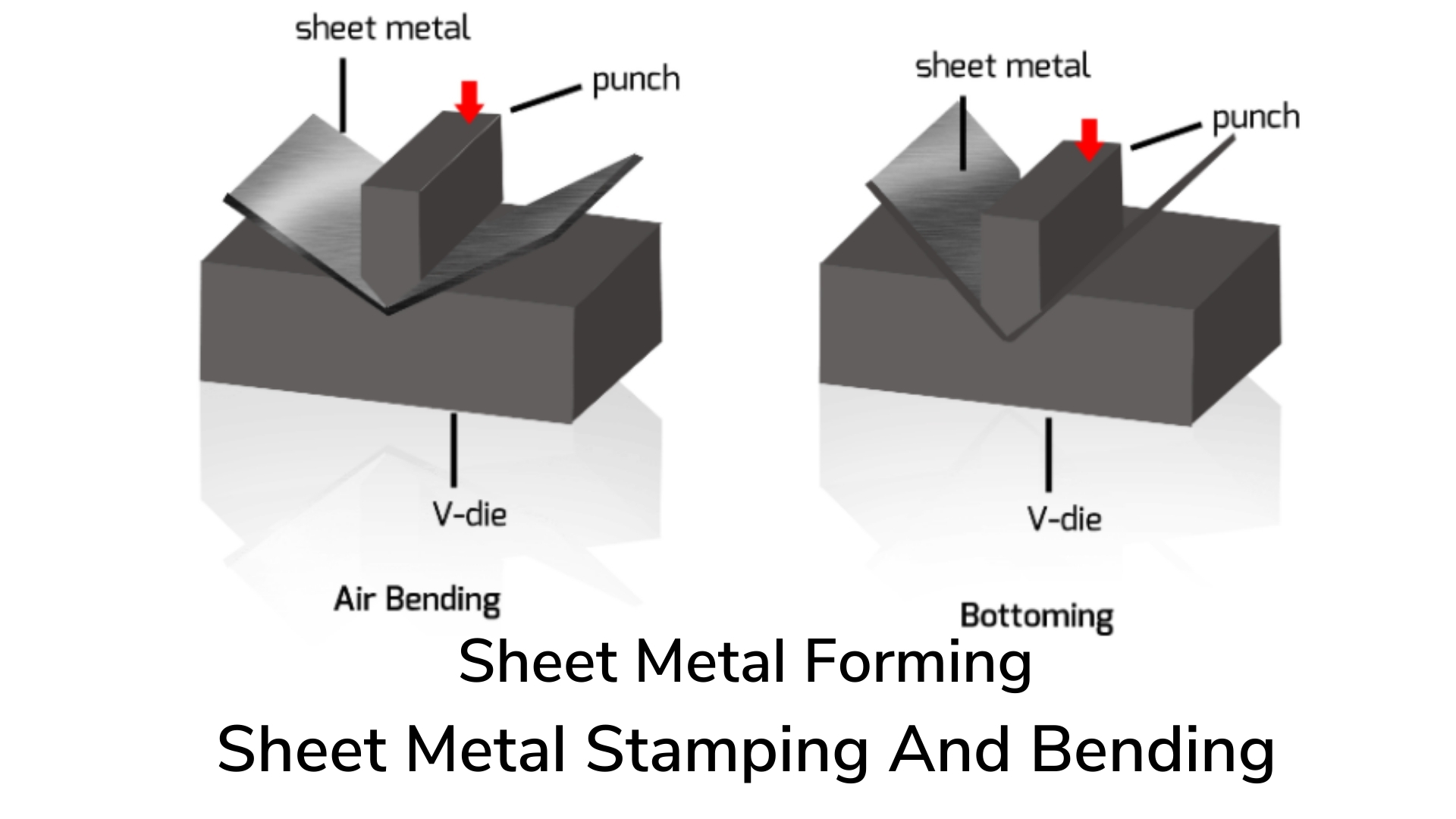
Пуансон создает активное деформирующее или режущее действие. При пробивке пуансон проталкивается через лист, чтобы сделать отверстие. При вырубке пуансон и матрица отделяют внешнюю форму от полосы. При гибке пуансон вдавливает лист в форму матрицы. При вытяжке пуансон втягивает материал листа в полость для формирования более глубокой детали.
Конструкция пуансона влияет на качество кромки, форму отверстия, усилие формовки, риск задиров и износ инструмента. Маленький пуансон может быть чувствителен к поломке. Длинный или узкий пуансон может требовать более надежного направления. Формующий пуансон может нуждаться в планировании радиуса, чтобы материал гнулся, а не трескался.

Покупатели должны определить штампованные элементы, которые являются критическими: пробитые отверстия, пазы, жалюзи, выступы, линии гиба, чеканки, вытянутые колпачки или элементы соединителей. Эти элементы определяют геометрию пуансона, обслуживание инструмента, точки контроля и необходимость вторичной зачистки заусенцев или формовочных операций.
Что делает матрица в штамповке листового металла?
Матрица поддерживает листовой металл и контролирует окончательную форму детали. При режущих операциях отверстие матрицы работает вместе с пуансоном для сдвига материала. При формовочных операциях поверхность матрицы направляет лист в требуемый изгиб, вытяжку, чеканку или формованный контур.
Конструкция матрицы влияет на точность размеров, направление заусенца, плоскостность детали, глубину вытяжки, пружинение, следы на поверхности и извлечение. Геометрия матрицы должна соответствовать толщине материала, прочности, пластичности, направлению волокон, покрытию и требованиям к поверхности.

Покупатели должны сообщить поставщику, какая сторона детали является декоративной или функциональной. Направление заусенца, следы от выталкивателей, следы от матрицы и царапины при формовке могут иметь большее значение на видимых поверхностях, контактных площадках, уплотнительных поверхностях или прецизионных сборочных интерфейсах.
Как зазор пуансон-матрица, заусенцы и пружинение влияют на штампованные детали?
Зазор пуансон-матрица является одним из наиболее важных решений при оснастке. Зазор, не соответствующий марке и толщине материала, может увеличить заусенцы, разрывы кромок, нагрузку на пуансон, износ инструмента и отклонения размеров. Точный зазор должен быть установлен поставщиком штамповки на основе материала и детали.
Заусенцы важны, потому что срезанная кромка часто имеет сторону заусенца и сторону скругления. На чертеже должно быть указано, имеет ли направление заусенца значение для сборки, электрического контакта, безопасности, герметизации или внешнего вида. Если заусенцы неприемлемы, может потребоваться зачистка, галтовка, щеточная обработка или вторичная отделка.
Пружинение происходит, когда листовой металл частично возвращается после формовки. Пружинение зависит от прочности материала, толщины, радиуса изгиба, направления волокон, геометрии формовки и компенсации оснастки. Покупатели должны определить углы гиба, плоскостность и сопрягаемые поверхности, требующие контроля.
Какие типы матриц используются в штамповке листового металла?
Распространенные типы матриц включают вырубные, пробивные, гибочные, формовочные, вытяжные, комбинированные, последовательные и передающие матрицы. Тип матрицы зависит от геометрии детали, объема производства, количества операций, допуска, использования материала и потребностей в автоматизации.
Однооперационная матрица может подходить для простой детали малого объема или прототипа. Последовательная матрица может быть более подходящей, когда крупносерийное производство требует нескольких операций на полосе. Передающая матрица может рассматриваться, когда детали слишком велики или сложны для обработки на последовательной полосе.
RFQ должен содержать ожидаемое количество, размер детали, материал, толщину, количество элементов, декоративные поверхности и требования к контролю. Эти детали помогают поставщику выбрать маршрут оснастки, а не предполагать, что один тип матрицы подходит для любого проекта штамповки.
Что покупатели должны включить в RFQ на оснастку матрицы и пуансона?
Полезный RFQ на штамповку листового металла должен включать 3D CAD модель, 2D чертеж, марку материала, толщину листа, при необходимости отпуск или твердость, годовой объем, целевую стадию производства, критические размеры, требование к направлению заусенца, качество поверхности, покрытие, плоскостность, углы гиба, допуски на отверстия и метод контроля.
Покупатели также должны сообщить, является ли деталь прототипом, штамповкой малого объема или деталью крупносерийного производства. Конструкция пуансона и матрицы меняется в зависимости от ожидаемого объема, срока службы инструмента, плана обслуживания, автоматизации и целевой стоимости.
Практический ответ заключается в том, что матрица и пуансон — это не просто общие названия инструментов. Пуансон и матрица определяют геометрию штампованной детали, качество кромки, поведение при формовке, стоимость, риск обслуживания и стратегию контроля.
Часто задаваемые вопросы
13 механических конструкционных соображений для деталей штамповки металла
Какие материалы обычно используются в штамповке листового металла?
Насколько точными могут быть процессы штамповки листового металла?
Каковы распространенные дефекты штамповки листового металла и как их можно предотвратить?
Что такое последовательная штамповка и какую пользу она приносит крупносерийному производству?
