メタルインジェクションモールディングとは?どのように機能するのか?
メタルインジェクションモールディング(MIM)は、小型で複雑な金属部品(ギア、ヒンジ、ロック部品、医療機器部品、電子ハードウェア、自動車機構など)を製造するための粉末冶金と射出成形の製造プロセスです。この記事では、MIMが金属粉末原料を焼結金属部品に変換する方法を説明し、購入者がMIM、CNC加工、インベストメント鋳造、ダイカスト、またはスタンピングのいずれがより良い製造方法かを判断するのに役立ちます。実際的なRFQの問題は、MIMの見積もりが、目に見える部品形状だけでなく、材料グレード、年間数量、収縮制御、重要な寸法、二次加工、および検査基準に依存するということです。
簡単な答え: MIMは通常、繰り返しのCNC加工には複雑すぎるかコストがかかりすぎるが、部品が十分に小さく、生産数量が十分に多いため、工具と焼結プロセス制御を正当化できる場合に最も有用です。購入者は、MIM工具レビューの前に、図面、3Dモデル、材料グレード、基準面、ねじや穴の要件、表面仕上げ、熱処理、および検査証拠を定義する必要があります。
プロセス段階 | 何が起こるか | 管理すべきリスク | 購入者の確認が必要 |
|---|---|---|---|
金属粉末の選択 | 必要な合金ファミリー(316Lステンレス鋼、17-4 PHステンレス鋼、MIM-420ステンレス鋼、Ti-6Al-4V、タングステン合金、コバルト合金など)に対して微粉末が選択されます。 | 粉末の化学組成、粒子サイズ、汚染、材料の入手可能性は、焼結挙動と最終特性に影響を与えます。 | 材料グレード、該当する規格、耐食性または硬度の要件、および文書化要件。 |
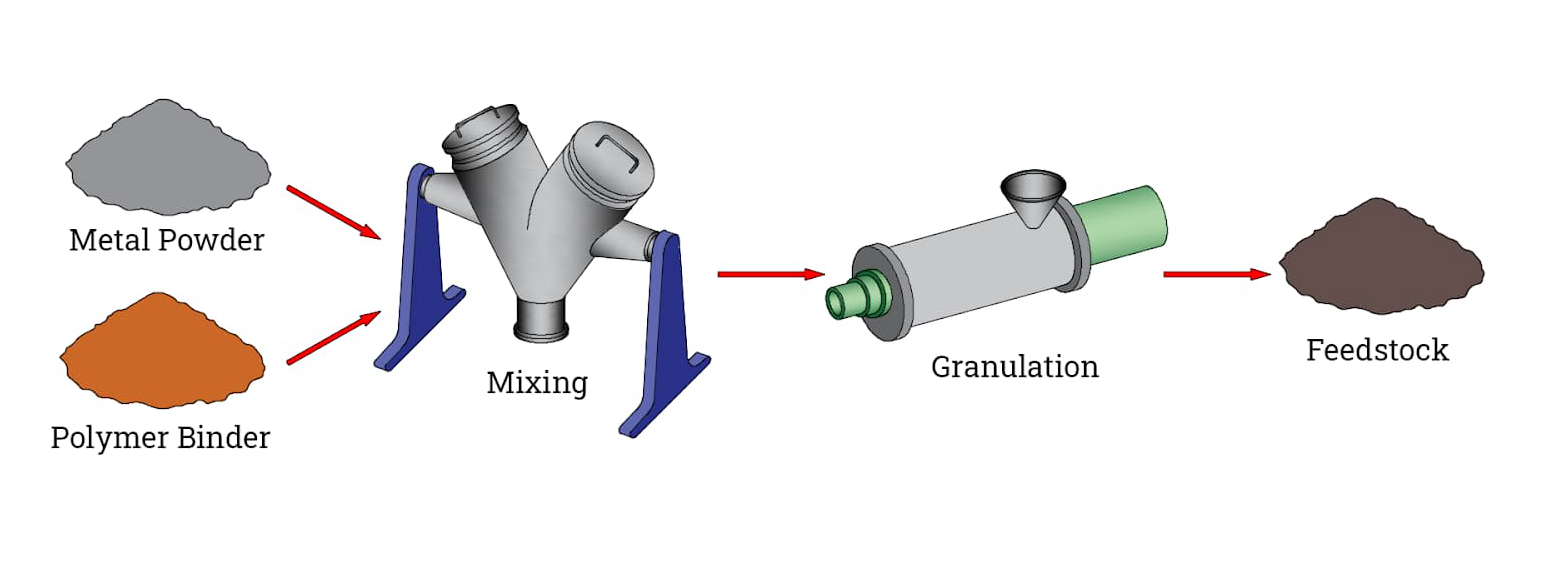
原料コンパウンディング | 金属粉末がポリマーバインダーと混合され、原料が射出成形キャビティに流れ込めるようになります。 | バインダー比と粉末充填率は、金型充填、脱脂安定性、収縮、密度に影響を与えます。 | 部品サイズ、肉厚範囲、外観面、ゲート位置の感度、予想生産数量。 |
射出成形 | 原料は、最終部品のニアネット形状を持つグリーン部品に成形されます。 | 薄肉部、アンダーカット、鋭い角、長い流路、不均一な肉厚部は、成形リスクを生み出す可能性があります。 | 重要な表面、成形ねじ、穴、歯車の歯、アンダーカット、および設計レビュー後に変更できないフィーチャー。 |
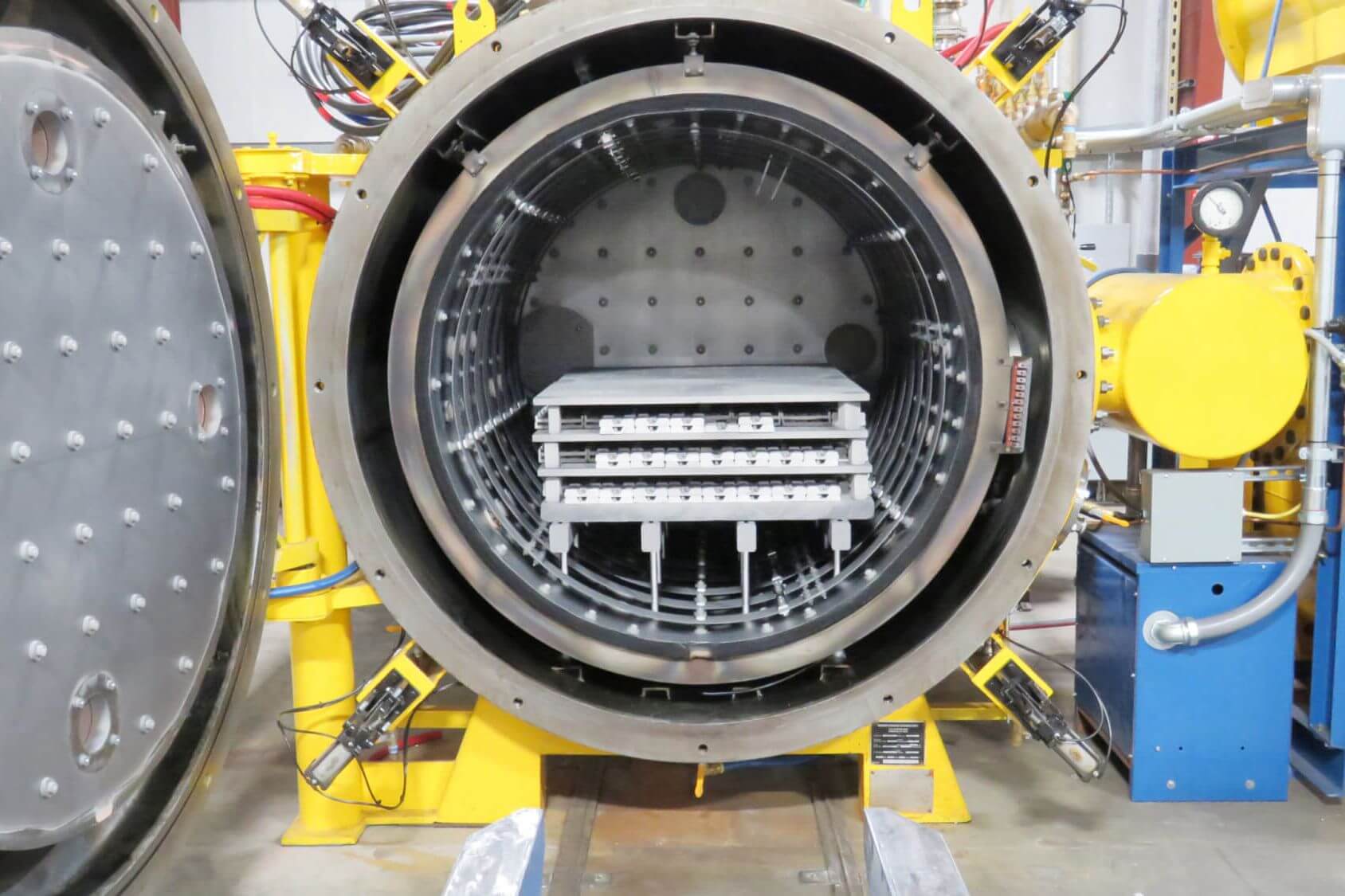
脱脂と焼結 | バインダーが除去され、ブラウン部品が焼結されて金属粒子が結合し、高密度の金属部品になります。 | 焼結収縮、変形、密度変動、支持方法は、寸法管理に影響を与える可能性があります。 | 重要な公差ゾーン、データム戦略、検査方法、および加工代が必要な可能性のある面。 |
二次加工と検査 | 焼結後に、熱処理、CNC加工、研磨、不動態化、コーティング、めっき、または組み立てが追加される場合があります。 | 後処理により、硬度、表面粗さ、コーティング厚さ、はめあい、外観、および受入リスクが変化する可能性があります。 | FAI、CMMレポート、材料証明書、硬度試験、表面粗さレポート、コーティング厚さレポート、または目視基準。 |
小型で複雑な金属部品のためのメタルインジェクションモールディングとは?
メタルインジェクションモールディングは、複雑な形状の小型金属部品を製造するためのニアネットシェイププロセスです。 このプロセスは、粉末冶金とプラスチック射出成形の原理を組み合わせたものです。金属粉末が最終的な合金を提供し、バインダーが一時的に粉末混合物に金型を充填するのに十分な流動性を与えます。
MIMは、内部フィーチャー、薄肉部、小さな穴、スプライン、歯車の歯、アンダーカット、または工具承認後の繰り返し生産を必要とする部品に適しています。典型的なMIM部品ファミリーには、ロックハードウェア、電子コネクタ、時計およびヒンジ部品、小型医療機器部品、自動車機構、および産業用耐摩耗部品が含まれます。規制または性能が重要なアプリケーションの場合、生産承認前に購入者の仕様、認定要件、および受入基準を定義する必要があります。最終的な検証は購入者の責任です。

メタルインジェクションモールディングが原料を焼結金属部品に変換する方法
MIMプロセスは、粉末準備、原料コンパウンディング、射出成形、脱脂、焼結、および二次加工を通じて、金属粉末原料を完成した金属部品に変換します。 各段階は、収縮、密度、表面状態、および寸法検査に影響を与えます。
MIM金属粉末の準備
金属粉末の選択は、プロセスの出発材料を制御します。粉末は、最終部品の合金ファミリーと性能目標に適合する必要があります。316L、17-4 PH、MIM-420などのステンレス鋼グレードは一般的なMIMの選択肢ですが、Ti-6Al-4V、MP35N、タングステン合金、コバルト合金などの合金は、粉末の入手可能性と加工挙動についてより詳細な検討が必要です。

原料コンパウンディングと金型充填
粉末準備後、金属粉末はバインダーと混合され、MIM原料が作成されます。原料は、焼結に十分な粉末充填率を維持しながら、金型キャビティに流れ込む必要があります。このため、工具化前に部品形状、ゲート位置、肉厚バランス、および成形フィーチャーの設計がレビューされます。
脱脂と焼結収縮
脱脂により、成形されたグリーン部品からバインダーが除去され、焼結可能なブラウン部品が残ります。無加圧焼結または他の承認された焼結ルート中に、金属粒子が結合し、部品が収縮します。工具設計は予想されるMIM収縮を補償する必要がありますが、重要な寸法は依然として図面ベースの公差レビューと検査計画が必要です。
MIM材料と部品フィーチャーがプロセス適合性に与える影響
MIMの適合性は、合金、部品サイズ、フィーチャーの複雑さ、公差ゾーン、および生産数量に依存します。 このプロセスはすべての金属グレードで利用できるわけではなく、伸びた棒材、鋳造、または機械加工材料でうまく機能する材料が、MIM粉末原料として利用可能または実用的でない場合があります。
MIM材料ルートは、図面と共にレビューする必要があります。316Lステンレス鋼は耐食性のために選択され、17-4 PHステンレス鋼は析出硬化が指定された場合に選択され、MIM-420ステンレス鋼は硬度と耐摩耗性が重要な場合に検討され、チタンまたはコバルト合金ルートは購入者の仕様と認定要件に照らして評価される必要があります。
部品フィーチャーもMIMの製造可能性に影響を与えます。アンダーカット、止まり穴、長く薄い壁、内部チャネル、成形された歯、小さなボス、交差するリブは、MIMを検討する有用な理由になり得ますが、各フィーチャーは金型設計、脱脂支持、焼結変形、および検査アクセスを変更します。組み立て荷重またはシール機能を担うフィーチャーは、工具レビュー前に重要として特定される必要があります。
焼結収縮と変形がMIM公差に与える影響
焼結収縮は、メタルインジェクションモールディングにおける主要な公差リスクの1つです。 MIM工具は収縮補償を考慮して作られていますが、実際の寸法結果は、材料、粉末充填率、部品形状、肉厚バランス、支持方法、焼結雰囲気、および焼結後処理に依存します。
MIM図面は、一般寸法と機能上重要な寸法を区別する必要があります。一般面は、プロセス認定後に焼結ままの状態で適切な場合がありますが、シール面、軸受座、ねじ穴、データムパッド、歯車の歯、圧入穴などは、CNC加工、研削、リーミング、タッピング、またはGO/NOGOゲージが必要になる場合があります。購入者は、すべての成形フィーチャーが焼結後に同じ公差を保持できると想定しないでください。
検査証拠は、部品のリスクに一致する必要があります。一般的な証拠には、寸法レポート、データムと位置のCMM検査、密度チェック、材料証明書、熱処理後の硬度試験、表面粗さレポート、コーティング厚さレポート、または目視検査基準が含まれます。必要な検査パッケージは、見積もり前に合意する必要があります。検査の深さは製造管理とコストに影響するためです。
MIM部品がCNC加工、熱処理、または表面仕上げを必要とする場合
多くのMIM部品は、図面が局所的な精度、硬度、耐食性、外観、または組み立てのはめあいを要求する場合、依然として二次加工を必要とします。 MIMはニアネット形状の金属部品を作成し、後処理によって選択されたフィーチャーが最終仕様に仕上げられます。

熱処理は、選択された合金と図面条件が硬度、強度、または耐摩耗性の調整を必要とする場合に必要になることがあります。17-4 PHステンレス鋼の場合、指定された条件と受入基準は、生産前に確認する必要があります。最終的な硬度と機械的性能は、材料ルートと熱処理要件に依存するためです。
CNC加工は、データム面、精密な穴、正確なねじ、軸受座、シール面、または合わせ面に必要になる場合があります。表面仕上げには、図面とアプリケーション環境に応じて、研磨、不動態化、コーティング、めっき、粉体塗装、またはPVDが含まれます。

CNC加工、鋳造、ダイカスト、またはスタンピングがMIMより優れている場合
MIMはすべての金属部品に最適な方法というわけではありません。 CNC加工は、試作品、低数量部品、大型部品、設計変更の多い部品、または標準的な棒材や板材から機械加工する必要のある部品に適している場合があります。インベストメント鋳造は、鋳造可能な形状の大型金属部品に実用的であり、アルミニウムダイカストまたは亜鉛ダイカストは、より大型の非鉄ハウジング、ブラケット、カバーに適している場合があります。板金スタンピングは、平らなまたは成形された板金部品に適した方法であることが多いです。
初期設計検証には、3Dプリンティング試作、CNC加工試作、またはラピッドモールディングが、MIM工具化前に組み立て適合性を確認するのに役立ちます。設計が安定し、年間需要が工具を正当化するようになると、MIMは複雑な小型金属フィーチャーの繰り返し機械加工を削減できます。

生産前にメタルインジェクションモールディング部品をレビューするのに役立つ情報
有用なMIMレビューは、部品の機能、図面、および制御する必要のある製造リスクから始まります。 購入者は、3Dモデル、2D図面、材料グレード、推定年間数量、試作または生産段階、重要な寸法、データム戦略、表面仕上げ、熱処理、コーティングまたはめっき要件、検査レポート要件、およびアプリケーション固有の認定要件を提供する必要があります。
Neway PrecisionのMIMサービスルートの場合、レビューでは、どのフィーチャーを焼結ままに維持できるか、どのフィーチャーに焼結後の機械加工または仕上げが必要かを特定する必要があります。これにより、この記事の主要な質問が実用的になります。メタルインジェクションモールディングとは何か、どのように機能するか、そしてこのプロセスがいつ小型で複雑な金属部品に適しているかです。
