研磨に関する包括的ガイド:工程、分類、機能、欠陥解決策
研磨された表面と聞いて、何を思い浮かべますか?おそらく、輝く宝石、光沢のある車、完璧に反射する金属表面でしょう。研磨仕上げの重要性はいくら強調してもしすぎることはありません。それは物体の視覚的魅力を高めるだけでなく、機能的な目的も果たします。この記事では、研磨の世界における工程、分類、機能、一般的な欠陥について探求します。それでは、この旅に出発し、完璧な輝きを実現するための秘密を発見しましょう。
研磨プロセスの理解
研磨の分類と機能について深く掘り下げる前に、まずその工程が何を含むかを理解しましょう。研磨は、滑らかで光沢のある仕上げを得るために表面を仕上げるプロセスと定義できます。これは、様々な技術と材料を適用して、傷、酸化、粗さなどの欠陥を取り除くことを含みます。研磨は、ワークピースの寸法精度や幾何学的形状精度を向上させるものではありません。それでも、滑らかな表面または鏡面光沢を得ることを目的としており、時には光沢を除去(マット仕上げ)することもあります。
異なる研磨技術
機械研磨
この技術は、機械的な力を用いて欠陥を取り除くことを含みます。通常、紙やすり、研磨ホイール、ダイヤモンドパッドなどの研磨材料を使用して、表面を徐々に仕上げます。主に手作業が使用されます。
回転体の表面などの特定の部品を研磨することができます。ターンテーブルなどの補助工具を使用して、表面品質要求が高い場合には超精密研磨・研磨方法を使用できます。超精密研磨は、特殊な研磨工具を使用し、研磨剤を含む研磨液中で加工対象ワークピースの表面に押し当てて高速回転させます。この技術を使用することで、Ra0.008μmの表面粗さを達成でき、これは様々な研磨方法の中で最高です。光学レンズの金型は、この方法をよく使用します。
機械研磨は、部品の表面に対してより大きな研削強度を持ちます。角のある金属部品を機械研磨する際には、角や縁が滑らかになったり、変形したり、拡大したりしないように注意する必要があります。
化学研磨
化学研磨、または酸洗いは、化学薬品を使用して表面の凹凸を溶解させます。この技術は金属によく使用され、滑らかな仕上げを得るために酸性またはアルカリ性溶液の塗布を含みます。化学研磨を行うには、部品表面の凸部が凹部よりも優先的に溶解されなければならないため、化学研磨の効果を理解するために2段階に分ける必要があります。
第一段階は、化学研磨中の金属表面の幾何学的な凹凸の均一化であり、粗い表面粗さを取り除き、数ミクロンから数十ミクロンの平均的な仕上げを得ます。第二段階は、粒界近くの不完全な結晶化の平滑化であり、0.1〜0.01μmの範囲の微小な凹凸を取り除きます。これは光の波長に相当します。第一段階はマイクロ研磨または平滑化と呼ばれ、第二段階はマイクロ研磨または光沢化と呼ばれることがあります。

上記の2つの研磨効果は異なり、硝酸リン酸型研磨液における鋼の研磨を例に説明します。研磨プロセス中の硝酸濃度に対する鋼の電極電位と溶解速度の変化を図1に示します。つまり、硝酸濃度が増加するにつれて、鋼の電極電位は徐々に上昇し、溶解速度はそれに応じて減少します。低電位領域の溶解は鋼の平滑化を引き起こし、高電位領域の溶解は光沢を形成します。鋼表面の電位上昇は、表面に形成された安定した酸化膜固体によって引き起こされます。まさにこの安定した酸化膜の形成により、部品は光沢を得ます。金属イオンまたは溶解生成物の拡散層が平滑化を引き起こす可能性があります。
化学研磨は電源なしで研磨効果を生み出し、その研磨原理は電流を使用する電解研磨と類似しています。化学研磨の効果は、一般的に電解研磨よりも劣ります。化学研磨では、材料の不均一な品質により局所的な電位が変化し、局所的な陰極および陽極領域を形成し、局所的な短絡微小電池を引き起こし、陽極の局所的な溶解を引き起こします。電解研磨では、外部電位の影響により、この局所的な陰極領域を排除し、完全な電解を行って効果を向上させることができます。
電解研磨
電解研磨は、電流を用いて表面の欠陥を取り除きます。これは導電性材料によく使用され、物体を電解槽に浸漬し、金属イオンを選択的に溶解させます。
電解研磨は、金属表面を仕上げる方法です。これは、電解槽に懸濁された金属製品を陽極として、特定の条件下で電解するプロセスです。陽極金属の溶解を通じて、製品表面の微細な凹凸を除去し、鏡のような光沢のある外観を与えます。この方法は、アルミニウムおよびその合金、炭素鋼、ステンレス鋼、その他の非鉄金属の表面仕上げを改善し、特定の部品が作業条件(例えば、表面の摩擦係数を低減する必要がある、精密な公差フィットが必要など)で必要とする要件を満たし、金属製品の装飾的な外観を向上させるためによく使用されます。

電解研磨は、金属表面の一部の機械的損傷も取り除くことができます。機械研磨とは異なり、電解研磨後には表面に応力がかかりません。ただし、粗すぎる表面は直接電解研磨には適していません。
一般的に研磨される材料
金属:ステンレス鋼、真鍮、アルミニウムなどの金属は、その美的魅力を高め、耐食性を向上させるためにしばしば研磨されます。
宝石:ダイヤモンド、ルビー、エメラルドなどの貴石および半貴石は、その輝きと透明度を最大限に引き出すために研磨されます。
ガラス:鏡や装飾用ガラス製品などのガラス表面は、滑らかで反射性のある仕上げを得るために研磨されます。
プラスチック:研磨は、アクリルやポリカーボネートなどのプラスチック材料にも使用され、傷を取り除き、透明で光沢のある外観を与えます。
表面仕上げの分類
粗研磨
粗研磨は、表面仕上げの初期段階を含みます。主な欠陥を取り除き、より滑らかな表面をもたらすことを目的としますが、目に見える微細な傷が残ります。
半研磨
半研磨は中間段階であり、表面をさらに仕上げ、傷の視認性を低減し、より滑らかな質感を作り出します。
鏡面研磨
鏡面研磨は、表面仕上げの最終段階です。目に見える傷や欠陥のない鏡のような仕上げを達成し、高い反射性を持つ表面をもたらすことを目的としています。
研磨の機能
研磨は、美的および機能的な目的の両方を果たします。その様々な機能を探ってみましょう:
美的目的
視覚的魅力の向上: 研磨は材料の自然な美しさを引き出し、その色、質感、全体的な美学を高めます。物体に優雅さと洗練さを加え、視覚的に魅力的にします。
反射面の作成: 研磨によって達成される鏡のような仕上げは、魅力的な反射を作り出し、物体をより鮮やかで豪華に見せます。
機能的目的
摩擦と摩耗の低減:研磨は表面の凹凸を滑らかにし、摩擦と摩耗を低減します。これは特に機械の可動部品にとって重要であり、滑らかな表面はエネルギーロスを最小限に抑え、部品の寿命を延ばすのに役立ちます。
耐食性の向上
研磨された表面は、腐食の開始点となることが多い欠陥が取り除かれるため、腐食の影響を受けにくくなります。これは自動車産業などの分野で重要であり、研磨された部品は錆びや劣化が起こりにくくなります。
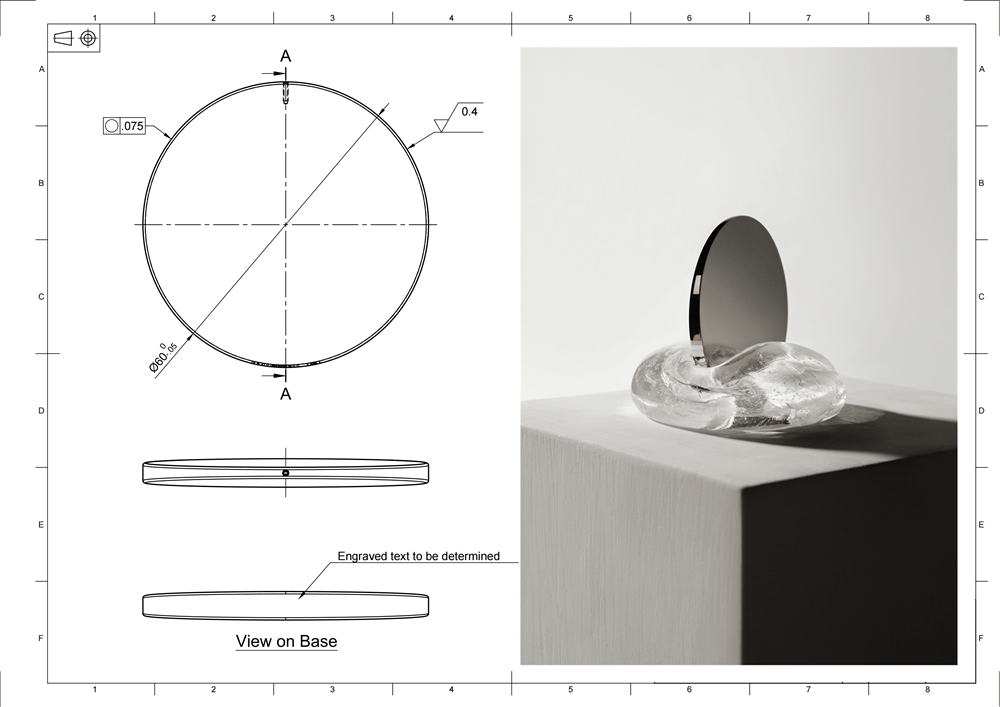
ケーススタディ:ポケットミラー研磨
研磨の技術をさらに説明するために、平面と曲面を含むケーススタディを考えてみましょう。これは、Newayの重要なパートナーの金属両面鏡研磨プロジェクトです。片面は平面で、もう片面は凹球面です。極めて高い反射率が要求され、画像が歪まないようにする必要があります。まさに鏡のように機能します。

ステンレス鋼平面研磨
平面は、目に見える欠陥を除去し、滑らかで反射性のある仕上げを達成するために、細部への細心の注意を必要とします。
通常、金属平面の鏡面研磨には平面研削を使用して、傷のない鏡面効果を達成します。
ステンレス鋼曲面研磨
一方、曲面は、角度や輪郭が変化するため、追加の課題を提示します。これらの表面全体で均一性と一貫性を達成するには、専門的な技術と専門知識が必要です。Newayは、カスタマイズされた球面研磨ヘッドで凹球面をフィッティングおよび研削することでこの問題を解決します。
結論
研磨は、滑らかさ、光沢、機能性を達成するために表面を仕上げることを含みます。機械的、化学的、または電解的な技術を通じて、欠陥が取り除かれ、視覚的に魅力的で機能的に優れた物体が生み出されます。研磨は、自動車から宝飾品、電子機器まで様々な産業で応用され、美学と性能を高めます。時折欠陥が発生することもありますが、熟練した職人と高度な技術により最適な結果が保証されます。ですから、次に完璧な輝きを賞賛するときは、その研磨された完璧さを達成するために費やされた複雑なプロセスと技術を思い出してください。
