射出成形におけるアンダーカットの対処方法
射出成形におけるアンダーカットの取り扱い方法
射出成形におけるアンダーカットは、まず部品形状の変更が可能かどうかを検討し、その上でスライド、リフター、サイドコア、コラプシブルコア、ねじ回し機構、インサート成形、または二次加工が適切かどうかを判断する必要があります。実際のRFQ(見積依頼書)の問題は、アンダーカットの解決策として、不要な金型コスト、公差リスク、外観上の跡、または生産時のメンテナンスを追加することなく、信頼性の高い成形と離型を可能にする方法を選択することです。
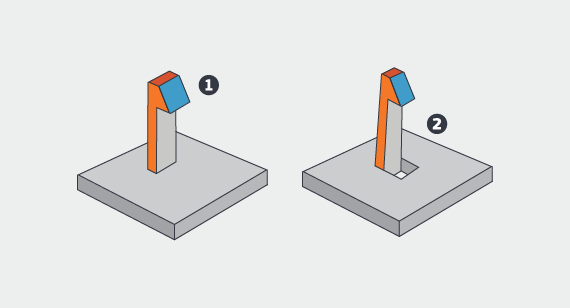
アンダーカットとは、成形部品が通常の開き方向で金型から直線的に離型するのを妨げる形状のことです。アンダーカットは、フック、スナップフィット、サイドホール、内部ねじ、溝、クリップ、ロックタブ、ケーブル開口部、または隠れたサイドディテールとして現れることがあります。射出成形、金属射出成形、セラミック射出成形はいずれもアンダーカットの問題に直面する可能性がありますが、その解決策は材料の挙動、部品サイズ、収縮率、形状の強度、生産数量に依存します。
アンダーカットを除去するために部品設計を変更すべき時期
設計変更は通常、アンダーカットが部品機能に必須でない場合の最初の選択肢です。抜き勾配の追加、パーティングラインの移動、サイドウィンドウの開口、部品を2つに分割、スナップ形状の変更、または隠れたフックをより単純な固定形状に置き換えることで、金型の複雑さを低減できます。このアプローチは金型リスクを低減し、生産の再現性を高めることができます。
バイヤーは、どのアンダーカット形状が機能的であり、どの形状が初期設計から引き継がれただけなのかを特定する必要があります。装飾的な溝、不要な逆壁、または過度に攻撃的なスナップは、サイドアクションで成形するよりも再設計する方が容易な場合があります。アンダーカットが組立、シール、保持、または製品機能に必要な場合は、RFQにその目的を明記し、金型レビューで適切な機構を選択できるようにする必要があります。
スライド、リフター、サイドコアはいつ使用されるか
スライド、リフター、サイドコアは、外部のサイドホール、クリップ、ウィンドウ、ラッチ形状、および側面形状によく使用される金型ソリューションです。スライドは部品が離型される前に横方向に移動します。リフターは角度を持って移動し、形状を解放します。サイドコアは、主金型の開き方向では作成できない穴、くぼみ、または形状を形成します。
これらの機構は、コスト、金型サイズ、摩耗ポイント、タイミング要件、およびメンテナンスを追加します。また、パーティングライン、ウェルドマーク、または小さなミスマッチ領域を残す可能性があります。RFQでは、外観面、シール面、サイドアクション近くの重要な寸法、予想生産量、およびサイドアクション形状がCMM、ピンゲージ、またはGO/NO-GOゲージによる検査を必要とするかどうかを定義する必要があります。
コラプシブルコアとねじ回し金型が必要な場合
コラプシブルコアは、内部溝、スナップリング、またはコアを巻き込む形状などの内部アンダーカットの成形に役立ちます。ねじ回し金型は、成形されたねじや螺旋形状を部品を損傷せずに離型する必要がある場合に使用されます。これらの機構は単純なスライドよりも複雑であり、部品機能と生産計画によって正当化される必要があります。
ねじ形状の場合、バイヤーは成形ねじが本当に必要かどうか、または後加工によるタップインサート、金属インサート、二次タップ加工、または組立変更の方が実用的かを確認する必要があります。正しい判断は、材料、ねじ強度、耐摩耗性、トルク要件、公差、および生産部品数に依存します。
インサート成形またはオーバーモールドはアンダーカット問題を解決できるか
インサート成形は、困難な成形アンダーカットを金属インサート、ねじインサート、ブッシング、ピン、または補強材に置き換えることができる場合があります。オーバーモールドは、設計と材料の互換性がその方法をサポートする場合に、第2の材料を使用してグリップ、シール、クッション、または保持機能を作成できます。これらのオプションは一次金型を簡素化する可能性がありますが、インサートの配置、接着、バリ、および組立管理の問題を導入します。
RFQには、インサート図面、インサート材料、オーバーモールド材料、接着要件、引き抜き要件、トルク要件、および漏れや耐久性試験を含める必要があります。インサート成形とオーバーモールドは、機能的な問題を解決するものであるべきであり、単に複雑さをある工程から別の工程に移すものではありません。
二次加工またはルート変更が適切な場合
二次加工は、アンダーカットが小さく、低容量で、金型化が困難で、または精密表面に位置する場合に適しています。金型の複雑さが正当化されない場合、成形後の穴あけ、フライス加工、トリミング、タップ加工、スロット加工、または手作業による除去を検討できます。MIMおよびCIM部品の場合、一部のアンダーカット状の形状には焼結後の機械加工または研削が必要な場合がありますが、材料の硬度と脆性を考慮する必要があります。
ルート変更は、部品に信頼性の高い射出成形には多すぎるアンダーカットがある場合に適しています。数量、材料、公差、コスト目標に応じて、CNC加工、鋳造、付加製造、 fabrication、または複数部品からの組立を検討できます。バイヤーは、アンダーカットが部品全体のコストまたは製造性を支配する場合、プロセスルートのレビューを依頼する必要があります。
アンダーカットのレビューに役立つRFQ情報
有用なRFQには、2D図面、3Dモデル、材料グレード、生産数量、アンダーカット機能、組立要件、外観面、重要な寸法、抜き勾配の制限、公差要件、および検査方法を含める必要があります。アンダーカットがスナップフィット、シール、ケーブル配線、流体流れ、ねじ組立、または保持力に関連する場合、バイヤーはその機能要件を説明する必要があります。
金型レビューでは、設計によって除去可能なアンダーカット、サイドアクションが必要なアンダーカット、特殊なコア機構が必要なアンダーカット、および成形後に処理した方が良いアンダーカットを特定する必要があります。この分類は、バイヤーが金型設計に着手する前に、金型コスト、生産リスク、サイクルタイム、メンテナンス、および最終検査を比較するのに役立ちます。
アンダーカット解決策 | 最適な状況 | 製造リスク | バイヤーの確認事項 |
設計変更 | 非機能的なアンダーカット、回避可能な逆壁、または分割や抜き勾配が可能な形状 | 組立変更、外観変更、またはバイヤーの設計承認の必要性 | 機能目的、抜き勾配許容、パーティングラインの優先、外観面の制限 |
スライド、リフター、サイドコア | サイドホール、サイドクリップ、ラッチ詳細、主金型開き方向外の形状 | 金型摩耗、ミスマッチ、バリ、サイクルタイム、サイドアクションのメンテナンス | 重要寸法、表面等級、予想数量、検査方法 |
コラプシブルコアまたはねじ回し金型 | 内部アンダーカット、ねじ形状、またはコアを巻き込む形状 | 高い金型複雑性、機構タイミング、ねじ損傷、メンテナンスコスト | ねじ機能、トルク要件、材料挙動、生産数量 |
二次加工またはルート変更 | 低容量、金型化困難な形状、または成形後精度が必要なアンダーカット | 追加加工コスト、治具要件、バリ、寸法変動、取扱い損傷 | 数量、公差、データム構造、バリ許容、最終検査証拠 |
