हिन्दी
छोटे जटिल धातु पुर्जे – मेटल इंजेक्शन मोल्डिंग
मेटल इंजेक्शन मोल्डिंग में धातु पाउडर को बाइंडर के साथ मिलाकर मोल्ड में इंजेक्ट किया जाता है, फिर बाइंडर हटाकर सिन्टर करके मजबूत पुर्जे बनाए जाते हैं। छोटे, जटिल और उच्च सटीकता वाले धातु पुर्जों के निर्माण के लिए उपयुक्त। सामग्री की विस्तृत श्रृंखला जैसे लोहा-आधारित, निकल मिश्र, टंगस्टन मिश्र, टाइटेनियम मिश्र, सुपरअलॉय आदि।

अपने MIM पुर्जों के लिए कोटेशन आरंभ करें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
मेटल इंजेक्शन मोल्डिंग सेवा क्या है?
हमारी मेटल इंजेक्शन मोल्डिंग सेवा धातु पाउडर को जटिल पुर्जों और घटकों में बदलती है। हम लोहा-आधारित, टंगस्टन, टाइटेनियम, चुंबकीय और कोबाल्ट मिश्र के लिए प्रक्रियाएं प्रदान करते हैं। हम उच्च सटीकता और मजबूती वाले कस्टम MIM पुर्जे बनाते हैं।
MIM बनाम PCM
मेटल इंजेक्शन मोल्डिंग (MIM) और पाउडर कम्प्रेशन मोल्डिंग (PCM) दो अलग प्रक्रियाएं हैं: MIM जटिल, उच्च-सटीक पुर्जों के लिए सूक्ष्म धातु पाउडर का प्रयोग करता है; PCM सरल आकारों के लिए पाउडर को दबाता है, कम सटीकता के साथ। MIM महंगा है, मध्यम से उच्च मात्रा के लिए उपयुक्त; PCM कम मात्रा में अधिक किफायती।
प्रक्रिया | चित्र | निर्माण विधि | सामग्री | घनत्व | सटीकता | लागत | उत्पादन मात्रा | अनुप्रयोग |
|---|---|---|---|---|---|---|---|---|
 | बाइंडर के साथ धातु पाउडर इंजेक्ट करना | स्टेनलेस स्टील, टाइटेनियम, टंगस्टन आदि | 95–98% सैद्धांतिक घनत्व | उच्च | अधिक | मध्यम–उच्च | जटिल छोटे पुर्जे (जैसे चिकित्सा, ऑटोमोटिव) | |
 | पाउडर को मोल्ड में दबाना | लोहा, स्टील, सिरामिक आदि | 90% तक सैद्धांतिक घनत्व | मध्यम–उच्च | कम | मध्यम–उच्च | सरल पुर्जे (जैसे गियर्स, बियरिंग) |
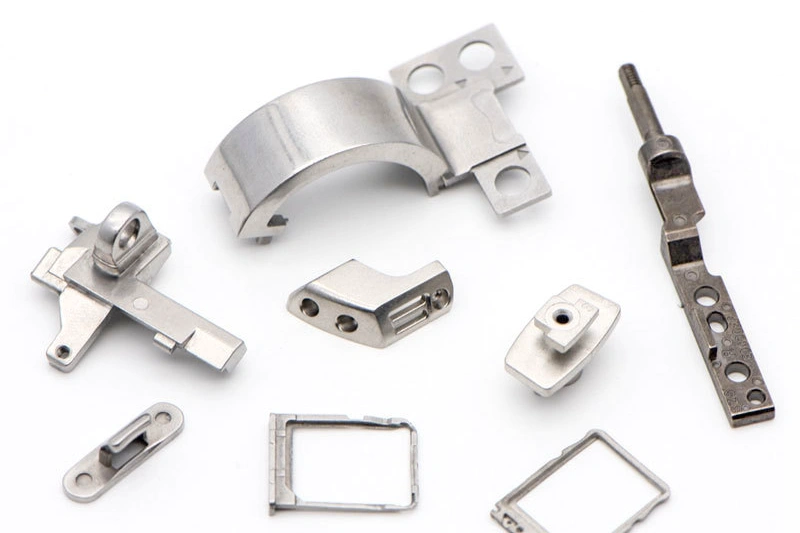
मेटल इंजेक्टेड पुर्जों के अनुप्रयोग
हमारी MIM प्रक्रिया जटिल विवरण और उच्च मजबूती वाले उच्च गुणवत्ता वाले पुर्जे बनाती है। ये पुर्जे कई उद्योगों में प्रयोग होते हैं, महत्वपूर्ण अनुप्रयोगों के लिए सटीकता और बहुमुखी प्रतिभा प्रदान करते हैं।

मेटल इंजेक्शन मोल्डिंग Materials
देखें कैसे काम करता है मेटल इंजेक्शन मोल्डिंग
MIM एक नियर-नेट-शेप प्रक्रिया है जो प्लास्टिक इंजेक्शन मोल्डिंग और पाउडर मेटलर्जी के लाभों को मिलाकर जटिल धातु और सुपरअलॉय पुर्जे बनाती है, जैसे स्टेनलेस स्टील, टाइटेनियम मिश्र, टंगस्टन मिश्र आदि।
कस्टम पुर्जों के लिए सतह परिष्करण उपलब्ध
हमारी सतह उपचार सेवा कस्टम पुर्जों के लिए विशेष परिष्करण प्रदान करती है, जो टिकाऊपन, सौंदर्यशास्त्र और प्रदर्शन बढ़ाती है। हम इलेक्ट्रोप्लेटिंग, एनोडाइजिंग, पाउडर कोटिंग और थर्मल बैरियर कोटिंग प्रदान करते हैं।

और जानें
मशीनिंग फिनिश

और जानें
पेंटिंग

और जानें
PVD कोटिंग

और जानें
सैंडब्लास्टिंग

और जानें
इलेक्ट्रोप्लेटिंग

और जानें
पॉलिशिंग

और जानें
एनोडाइजिंग

और जानें
पाउडर कोटिंग

और जानें
इलेक्ट्रोपॉलिशिंग

और जानें
IMD प्रोसेस

और जानें
ब्रश फिनिश

और जानें
ब्लैक ऑक्साइड

और जानें
हीट ट्रीटमेंट

और जानें
तुम्बलिंग

और जानें
एलोडीन कोटिंग

और जानें
क्रोम प्लेटिंग

और जानें
फॉस्फेटिंग

और जानें
नाइट्राइडिंग

और जानें
गैल्वनाइजिंग

और जानें
लक्वेर कोटिंग

और जानें
टेफलॉन कोटिंग

और जानें
थर्मल कोटिंग्स

और जानें
थर्मल बैरियर कोटिंग्स

और जानें
패스िवेशन
MIM पुर्जों की गैलरी
हमारी गैलरी में हर प्रोजेक्ट अद्वितीय है। हम ग्राहकों के साथ मिलकर उनके पुर्जों को सटीक स्पेसिफिकेशन के अनुसार बनाते हैं। हमारे विवरण की छानबीन और गुणवत्ता प्रतिबद्धता आपकी अपेक्षाएं超करती है।








आज ही नया प्रोजेक्ट शुरू करें
MIM पुर्जों के डिजाइन सुझाव
मेटल इंजेक्शन मोल्डिंग की प्रक्रिया सीमा समझें—अधिकतम आयाम, सहिष्णुता, दीवार मोटाई, सबसे किफायती मात्रा आदि। इन गाइडलाइंस का उपयोग करके अपने डिजाइन को अनुकूलित करें और लागत बचाएँ।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें




Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.