धातु इंजेक्शन मोल्डिंग का संकुचन क्या है?
धातु इंजेक्शन मोल्डिंग संकुचन नियंत्रित आयामी कमी है जो तब होता है जब एक ढाला हरा भाग डिबाइंडिंग और सिंटरिंग के माध्यम से घने सिंटर्ड धातु भाग बन जाता है। व्यावहारिक RFQ समस्या यह तय करना है कि MIM सामग्री, फीडस्टॉक, भाग ज्यामिति, उपकरण क्षतिपूर्ति, सिंटरिंग प्रक्रिया और निरीक्षण योजना छोटे जटिल धातु भागों पर महत्वपूर्ण आयामों को कैसे नियंत्रित करेगी।
धातु इंजेक्शन मोल्डिंग में संकुचन का क्या अर्थ है?
धातु इंजेक्शन मोल्डिंग में, संकुचन का अर्थ है कि इंजेक्ट किया गया फीडस्टॉक आकार छोटा हो जाता है क्योंकि बाइंडर हटा दिया जाता है और सिंटरिंग के दौरान धातु पाउडर कण संघनित हो जाते हैं। ढाला हरा भाग जानबूझकर अंतिम धातु भाग से बड़ा बनाया जाता है क्योंकि मोल्ड और प्रक्रिया योजना को इस अपेक्षित आयामी परिवर्तन की भरपाई करनी चाहिए।
संकुचन कोई यादृच्छिक दोष नहीं है जब MIM प्रक्रिया नियंत्रित होती है। संकुचन MIM मार्ग का एक सामान्य हिस्सा है। खरीदारों के लिए जोखिम असमान संकुचन, अप्रत्याशित विरूपण, या छेद, स्लॉट, पतली दीवारें, धागे, बॉस, डेटम सतहों और मिलन सतहों जैसी सुविधाओं पर अनियंत्रित आयामी परिवर्तन है।
MIM संकुचन कारक | प्रभावित विनिर्माण चरण | आयामी जोखिम | RFQ जानकारी खरीदारों को प्रदान करनी चाहिए |
|---|---|---|---|
धातु पाउडर प्रकार | फीडस्टॉक तैयारी और सिंटरिंग | विभिन्न मिश्र धातु और पाउडर विशेषताएं अलग-अलग संकुचित हो सकती हैं | लक्ष्य मिश्र धातु ग्रेड और कोई अनुमोदित वैकल्पिक सामग्री |
बाइंडर सिस्टम | इंजेक्शन मोल्डिंग और डिबाइंडिंग | बाइंडर हटाने से सिंटरिंग से पहले आकार स्थिरता प्रभावित हो सकती है | कार्यात्मक सतहें और नाजुक विशेषताएं |
पाउडर लोडिंग | फीडस्टॉक स्थिरता | भिन्नता अंतिम घनत्व और आयामी प्रवृत्ति को प्रभावित कर सकती है | महत्वपूर्ण आयाम और निरीक्षण प्राथमिकता |
भाग की दीवार की मोटाई | डिबाइंडिंग, हीटिंग और सिंटरिंग | मोटे और पतले खंड अलग-अलग संकुचित या विकृत हो सकते हैं | दीवार की मोटाई, पसलियां, बॉस और खंड परिवर्तन |
फीचर ज्यामिति | उपकरण, डिबाइंडिंग और सिंटरिंग समर्थन | छोटे छेद, लंबे स्लॉट, पतले पोस्ट और गहरी विशेषताएं हिल सकती हैं या बंद हो सकती हैं | कार्यात्मक छेद, स्लॉट, धागे और असेंबली इंटरफेस |
सिंटरिंग समर्थन | सिंटरिंग भट्ठी लोडिंग | असमर्थित विशेषताएं शिथिल, विकृत या विरूपित हो सकती हैं | समतलता, सीधापन और डेटम आवश्यकताएं |
उपकरण क्षतिपूर्ति | मोल्ड डिजाइन | गलत क्षतिपूर्ति से व्यवस्थित रूप से बड़े या छोटे भाग हो सकते हैं | 2D ड्राइंग, सहिष्णुता योजना और अंतिम निरीक्षण आयाम |
द्वितीयक मशीनिंग | पोस्ट-सिंटरिंग फिनिशिंग | महत्वपूर्ण विशेषताओं को अभी भी संकुचन के बाद मशीनिंग की आवश्यकता हो सकती है | मशीनीकृत डेटम सतहें, धागे, बोर या सीलिंग सतहें |
MIM प्रक्रिया के दौरान संकुचन कब होता है?
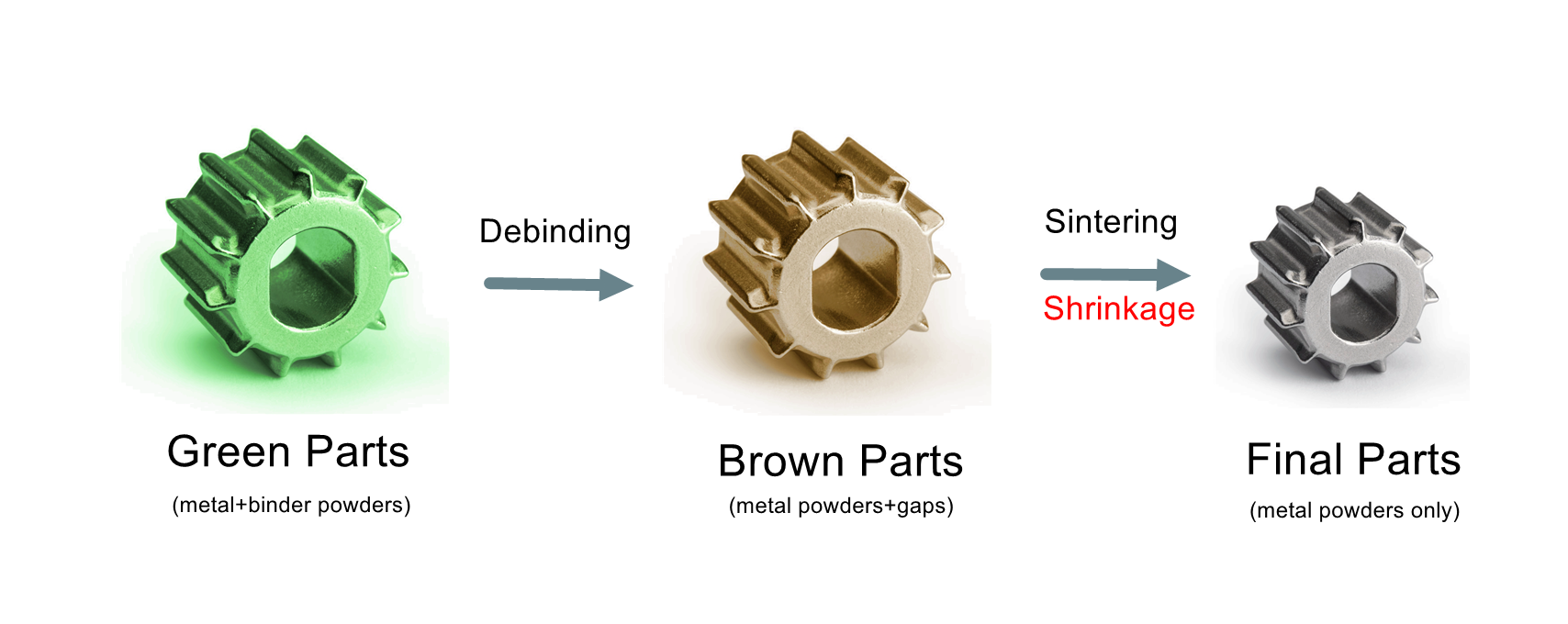
MIM संकुचन मुख्य रूप से सिंटरिंग के दौरान दिखाई देता है, ढाला हरा भाग डिबाइंडिंग से गुजरने के बाद। हरे भाग में धातु पाउडर और बाइंडर होता है। डिबाइंडिंग बाइंडर सिस्टम को हटा देता है, जिससे एक नाजुक भूरा भाग रह जाता है जिसे सिंटरिंग के लिए पर्याप्त आकार बनाए रखना चाहिए।
सिंटरिंग के दौरान, धातु पाउडर कण आपस में जुड़ जाते हैं और संघनित हो जाते हैं। यह संघनन भाग के समग्र आयामों को कम करता है और अंतिम धातु संरचना बनाता है। संकुचन की दिशा और स्थिरता पाउडर, बाइंडर, भाग ज्यामिति, समर्थन, भट्ठी की स्थितियों और प्रक्रिया नियंत्रण पर निर्भर करती है।
खरीदार को समझना चाहिए कि मोल्ड गुहा अंतिम भाग के समान आकार नहीं है। MIM आपूर्तिकर्ता मोल्ड को संकुचन क्षतिपूर्ति के साथ डिजाइन करता है ताकि अपेक्षित कमी के बाद सिंटर्ड भाग लक्ष्य आयामों तक पहुंच सके।
सामग्री, फीडस्टॉक और भाग ज्यामिति MIM संकुचन को कैसे प्रभावित करते हैं?
सामग्री और फीडस्टॉक संकुचन को प्रभावित करते हैं क्योंकि प्रत्येक MIM मिश्र धातु और पाउडर सिस्टम का अपना सिंटरिंग व्यवहार होता है। स्टेनलेस स्टील, कम-मिश्र धातु इस्पात, उपकरण इस्पात, चुंबकीय मिश्र धातु और अन्य MIM सामग्रियों को विभिन्न प्रसंस्करण धारणाओं की आवश्यकता हो सकती है। सटीक संकुचन कारक की पुष्टि आपूर्तिकर्ता द्वारा चयनित सामग्री और फीडस्टॉक सिस्टम के लिए की जानी चाहिए।
भाग ज्यामिति भी संकुचन को प्रभावित करती है। एक समान दीवार खंड आमतौर पर अचानक खंड परिवर्तन, पृथक मोटे बॉस, पतले कैंटिलीवर, लंबे स्लॉट, अंधे छेद या बहुत छोटी विशेषताओं वाले भाग की तुलना में नियंत्रित करना आसान होता है। असमान द्रव्यमान वितरण डिबाइंडिंग और सिंटरिंग के दौरान विरूपण जोखिम को बढ़ा सकता है।
खरीदारों को जल्दी कार्यात्मक आयामों की पहचान करनी चाहिए। एक कॉस्मेटिक बाहरी प्रोफ़ाइल बेयरिंग बोर, स्नैप फीचर, थ्रेडेड होल, सीलिंग सतह, गियर टूथ या मिलन डेटम की तुलना में अधिक भिन्नता सहन कर सकती है। यह अंतर आपूर्तिकर्ता को उपकरण, सिंटरिंग समर्थन, निरीक्षण और संभावित द्वितीयक मशीनिंग की योजना बनाने में मदद करता है।
संकुचन MIM आयामों और सहिष्णुता को कैसे प्रभावित करता है?
संकुचन समग्र भाग आकार और स्थानीय फीचर सटीकता दोनों को प्रभावित करता है। भले ही वैश्विक संकुचन का अनुमान लगाया जाता है, व्यक्तिगत विशेषताएं गेट स्थान, दीवार की मोटाई, डिबाइंडिंग पथ, सिंटरिंग समर्थन, भट्ठी लोडिंग और भाग अभिविन्यास से प्रभावित हो सकती हैं।
MIM RFQ के लिए, खरीदारों को डिफ़ॉल्ट रूप से हर सुविधा में कड़ी सहिष्णुता निर्दिष्ट करने से बचना चाहिए। कड़ी सहिष्णुता को मिलन सतहों, छेद, बोर, धागे स्थान, सीलिंग क्षेत्र, संरेखण सुविधाओं और डेटम सतहों जैसे कार्यात्मक आयामों के लिए आरक्षित किया जाना चाहिए। गैर-कार्यात्मक आयाम अक्सर व्यापक सहिष्णुता अपेक्षाओं का उपयोग कर सकते हैं।
यदि कोई आयाम ए-सिंटर्ड MIM नियंत्रण के लिए बहुत महत्वपूर्ण है, तो द्वितीयक मशीनिंग, सिक्का निर्माण, आकार देना, पीसना या अन्य परिष्करण कार्य की आवश्यकता हो सकती है। ड्राइंग को उन महत्वपूर्ण सुविधाओं को स्पष्ट करना चाहिए ताकि उद्धरण में सही प्रक्रिया मार्ग शामिल हो।
उपकरण और प्रक्रिया नियंत्रण MIM संकुचन की भरपाई कैसे करते हैं?
MIM उपकरण चयनित फीडस्टॉक और सिंटरिंग प्रक्रिया के अनुसार मोल्ड गुहा को स्केल करके और फीचर डिजाइन को समायोजित करके संकुचन की भरपाई करता है। यह क्षतिपूर्ति प्रक्रिया अनुभव, सामग्री डेटा, मोल्ड प्रवाह व्यवहार और नमूने से आयामी प्रतिक्रिया पर आधारित है।
प्रक्रिया नियंत्रण इस क्षतिपूर्ति का समर्थन करता है। फीडस्टॉक स्थिरता, इंजेक्शन मोल्डिंग की स्थिति, डिबाइंडिंग चक्र, सिंटरिंग तापमान प्रोफ़ाइल, भट्ठी वातावरण, भाग समर्थन और निरीक्षण प्रतिक्रिया सभी आयामी स्थिरता को प्रभावित करते हैं। एक स्थिर प्रक्रिया आपूर्तिकर्ता को नमूने से उत्पादन तक संकुचन व्यवहार को पूर्वानुमेय रखने में मदद करती है।
निरीक्षण लूप को बंद करता है। प्रथम लेख निरीक्षण, CMM माप, गेज जांच, दृश्य निरीक्षण, घनत्व समीक्षा और कार्यात्मक परीक्षण यह पहचान सकते हैं कि संकुचन क्षतिपूर्ति सही है या उपकरण, प्रक्रिया या द्वितीयक संचालन में समायोजन की आवश्यकता है।
खरीदारों को क्या प्रदान करना चाहिए जब MIM संकुचन एक उद्धरण चिंता है?
एक उपयोगी MIM RFQ में 3D CAD मॉडल, 2D ड्राइंग, लक्ष्य मिश्र धातु, अपेक्षित मात्रा, भाग कार्य, महत्वपूर्ण आयाम, सहिष्णुता नोट, सतह खत्म आवश्यकताएं, गर्मी उपचार या द्वितीयक संचालन आवश्यकताएं, निरीक्षण आवश्यकताएं और कोई भी असेंबली इंटरफेस शामिल होना चाहिए जो बदला नहीं जा सकता।
खरीदारों को सिंटरिंग के बाद महत्वपूर्ण आयामों को भी चिह्नित करना चाहिए। यदि सिंटरिंग के बाद छेद ड्रिल किए जाएंगे, यदि धागे मशीनीकृत किए जाएंगे, यदि कोई डेटम जमीन पर होगा, या यदि कोई सतह पॉलिश की जाएगी, तो उन कार्यों को उद्धरण से पहले बताया जाना चाहिए।
व्यावहारिक उत्तर यह है कि MIM संकुचन अपेक्षित और प्रबंधनीय है जब सामग्री चयन, उपकरण क्षतिपूर्ति, डिबाइंडिंग, सिंटरिंग, निरीक्षण और द्वितीयक संचालन एक साथ योजनाबद्ध होते हैं। सटीक संकुचन मान को सामान्य नियम से कॉपी करने के बजाय परियोजना-विशिष्ट माना जाना चाहिए।
संबंधित अक्सर पूछे जाने वाले प्रश्न
