中文

插入成型服务的优势
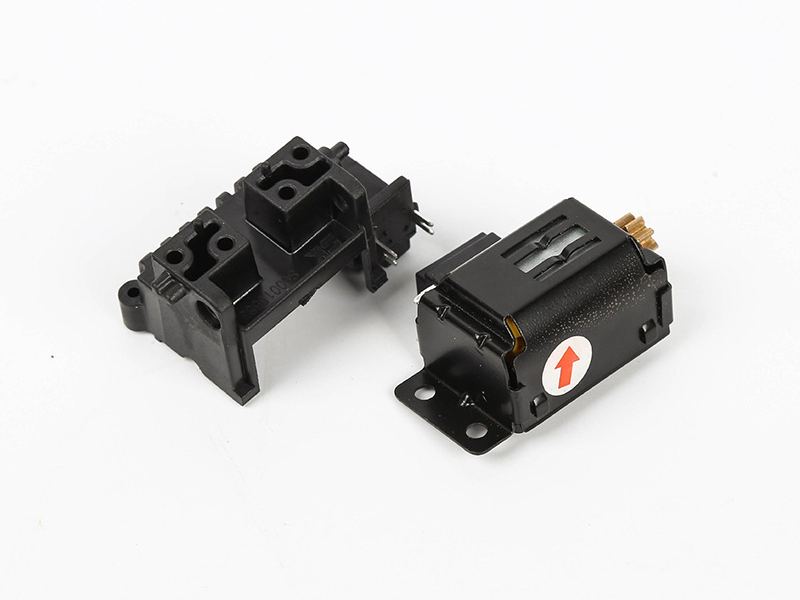
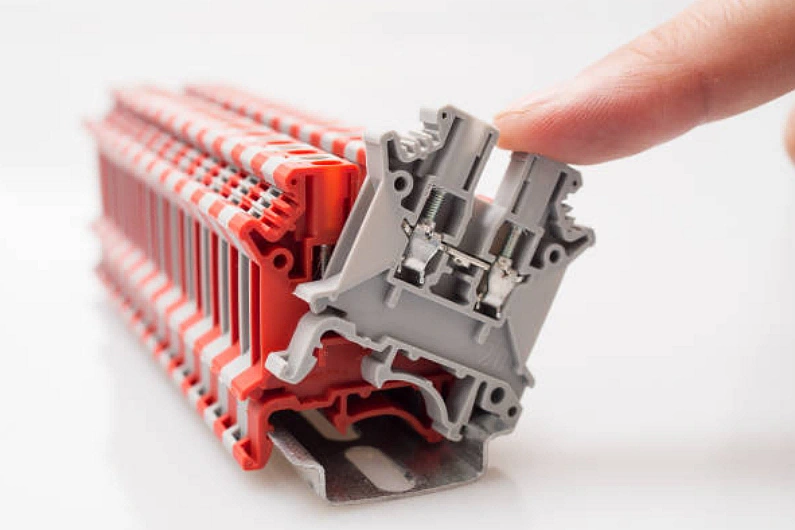
插入成型服务在成型过程中将插入件整合到塑料部件中,提高结构完整性,降低装配成本,并提升可靠性。该工艺支持复杂设计和多种材料组合,实现高效生产和设计灵活性,是制造坚固多功能组件的理想选择。

定制插入成型零件应用
我们的定制插入成型工艺可将插入件无缝整合到成型组件中,提升强度和功能性。探索跨多个行业的多样化应用。
可定制零件表面处理
我们的表面处理服务可为定制零件提供专业化处理,提升耐久性、美观度和性能。我们提供电镀、阳极氧化、喷粉和热障涂层等多种工艺,增强金属和塑料部件的耐腐蚀性、耐磨性和视觉效果。
























定制插入式注塑零件画廊
通过我们直观的画廊,探索各种定制插入成型零件的应用。




今天就开始一个新项目吧
定制插入成型零件设计建议
了解定制插入成型零件的设计极限。这些指南可帮助优化尺寸、壁厚、插入件集成、公差和生产量,以实现成本效益高、品质优且塑料与插入件牢固结合的零件。