Русский
Услуги песочного литья малых партий
Создавайте высококачественные индивидуальные детали с нашими услугами песочного литья. Наши эксперты предложат оптимальное решение для ваших задач. Закажите расчёт стоимости уже сегодня.

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Что такое услуга песочного литья?
Наши услуги песочного литья предлагают экономичные решения для изготовления крупных и сложных отливок. Благодаря отличной гибкости конструкции, широкому выбору материалов и экологичному процессу, мы поставляем высококачественные детали для различных промышленных областей.

Применение песочных отливок
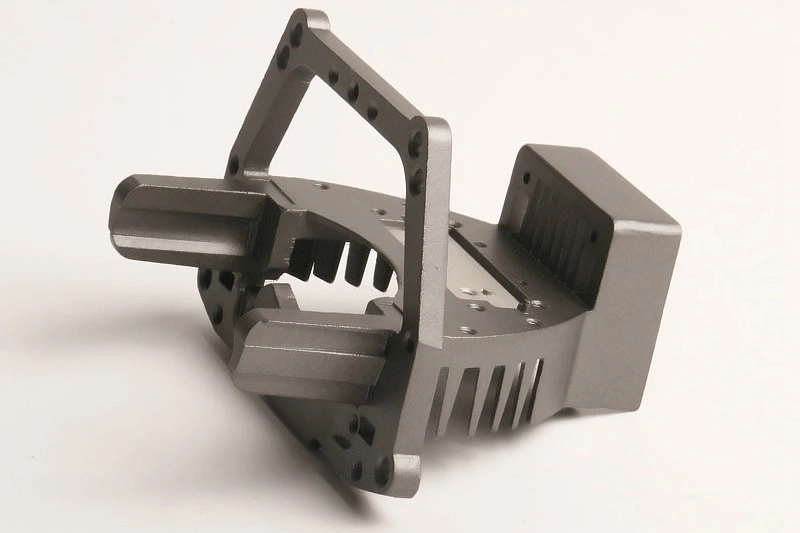
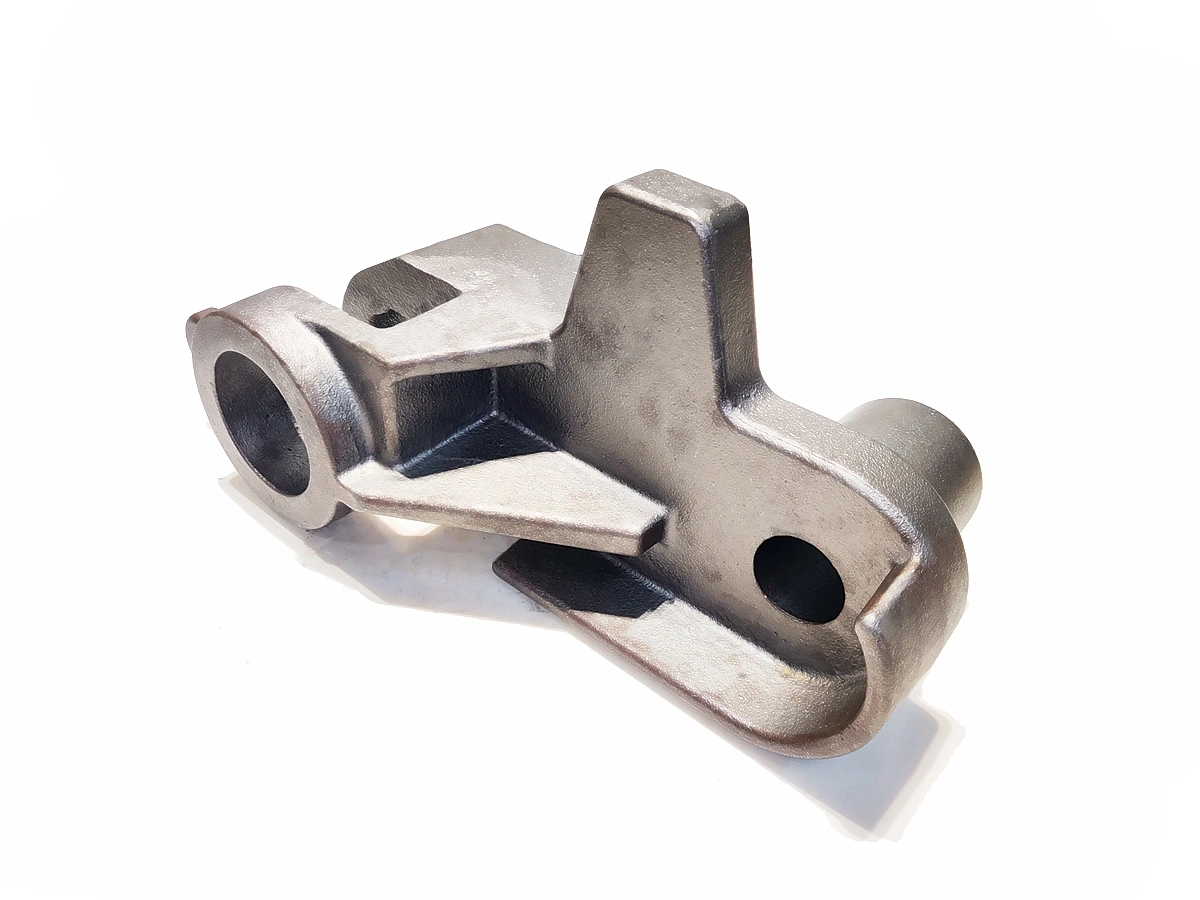
Наш процесс песочного литья предлагает экономичный метод производства прочных металлических деталей высокого качества для широкого спектра промышленных применений. Ознакомьтесь с нашим обширным ассортиментом песочных отливок.
Песчаное литьё Materials
Возможности Neway по индивидуальному песочному литью
Neway предлагает полный спектр услуг по индивидуальному песочному литью: изготовление моделей на собственном производстве, различные способы формовки и заливки металла для получения прототипных и серийных отливок. Мы работаем с малыми партиями и крупными объёмами, используя ручные и автоматизированные методы, и обеспечиваем полный комплекс вторичной обработки.
Доступные варианты отделки поверхности для индивидуальных деталей
Наши услуги по обработке поверхности предлагают специализированные покрытия для индивидуальных деталей, повышая их прочность, внешний вид и эксплуатационные характеристики. Мы предлагаем процессы гальванопокрытия, анодирования, порошкового напыления и тепловые барьерные покрытия для улучшения коррозионной стойкости, износостойкости и визуальной привлекательности металлических и пластиковых компонентов.

Узнать больше
As Machined

Узнать больше
Painting


Узнать больше
Sandblasting

Узнать больше
Electroplating

Узнать больше
Polishing

Узнать больше
Anodizing

Узнать больше
Powder Coating

Узнать больше
Electropolishing


Узнать больше
Brushed Finishes

Узнать больше
Black Oxide

Узнать больше
Heat Treatment

Узнать больше
Tumbling

Узнать больше
Alodine

Узнать больше
Chrome Plating

Узнать больше
Phosphating

Узнать больше
Nitriding

Узнать больше
Galvanizing

Узнать больше
Lacquer Coating

Узнать больше
Teflon Coating

Узнать больше
Thermal Coatings

Узнать больше
Thermal Barrier Coatings

Узнать больше
Passivation
Галерея песочных отливок
Узнайте о процессе создания песочных отливок и ознакомьтесь с технологией их производства.







Начните новый проект сегодня
Руководство по проектированию деталей для песочного литья
Следуйте этим рекомендациям по проектированию деталей для песочного литья с отраслевыми стандартными значениями, чтобы обеспечить оптимальный поток металла, надежное заполнение формы и структурную целостность, минимизируя дефекты, производственные затраты и постлитейные доработки.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.