Что такое песчаный стержень в литье в песчаные формы
Что такое песчаный стержень в литье в песчаные формы?
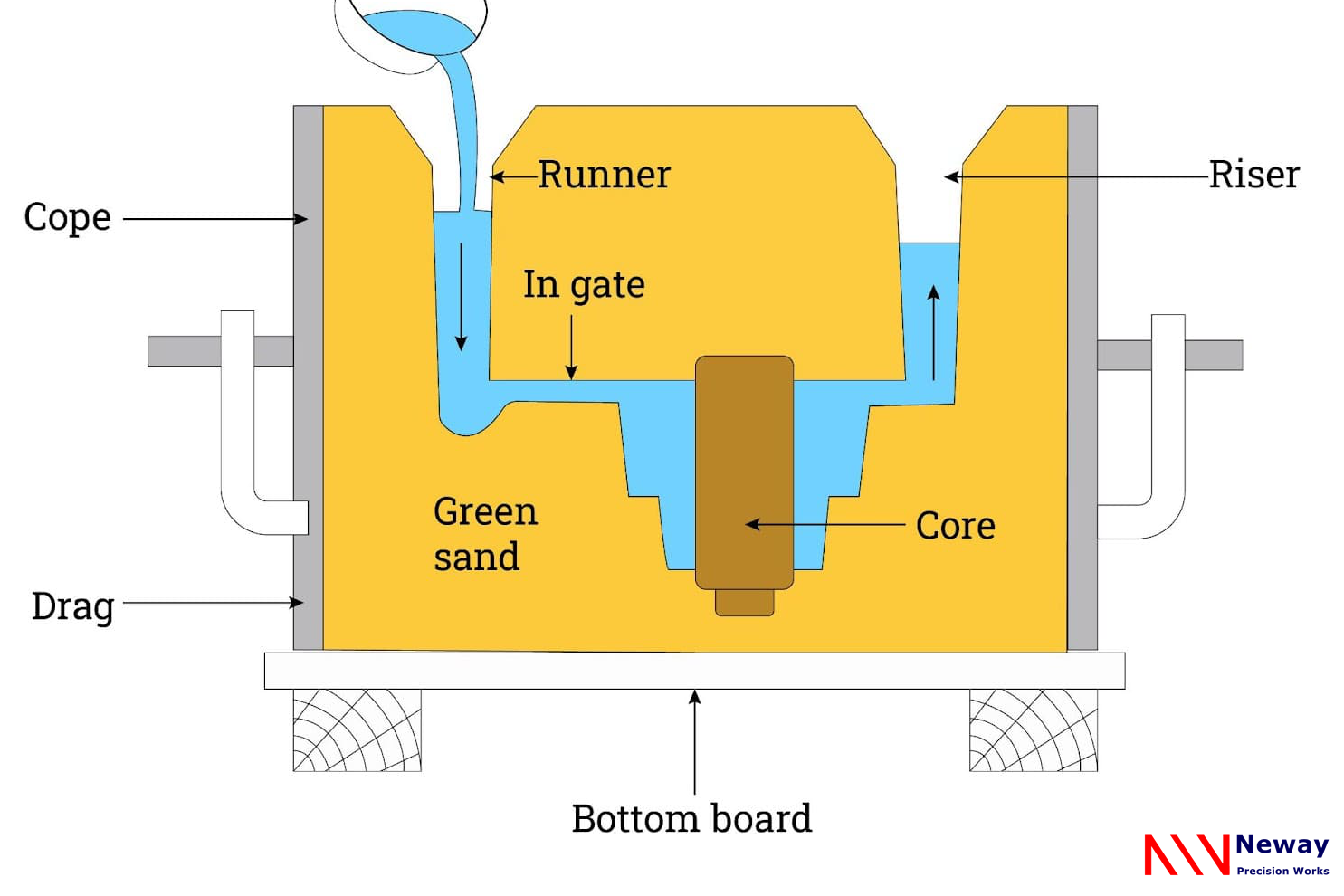
Песчаный стержень представляет собой формованное тело из связанного песка, помещаемое внутрь полости формы для образования внутренних отверстий, полых участков, каналов, поднутрений или углубленных элементов в литье в песчаные формы. Конструкция песчаного стержня должна учитывать геометрию внутренних каналов, поддержку стержневых знаков, прочность стержня, газопроницаемость, податливость, отвод газов, припуск на механическую обработку и контроль. Практическая проблема при запросе котировок (RFQ) заключается в определении, можно ли отлить требуемый внутренний элемент с помощью стабильного извлекаемого стержня, или его следует перепроектировать, обработать механически или изготовить другим способом.
Когда расплавленный металл заполняет форму, песчаный стержень занимает пространство, которое должно оставаться полым. После затвердевания стержень удаляется выбивкой, механической очисткой, гидроочисткой или другими одобренными методами в зависимости от связующего и геометрии отливки.

Как песчаные стержни создают внутренние каналы?
Полость формы определяет внешнюю форму отливки, а песчаный стержень определяет внутреннее отрицательное пространство. Стержневые знаки, жеребейки (при необходимости) и элементы формы удерживают стержень в нужном положении во время сборки формы и заливки металла.
Расположение стержня имеет решающее значение. Если стержень смещается, всплывает, ломается или плохо вентилируется, отливка может иметь разную толщину стенок, забитые каналы, газовые дефекты, включения или проблемы с припуском на механическую обработку. Чертежи должны показывать элементы, зависящие от стержня, отверстия для очистки и доступ для контроля, где это возможно.
Какие свойства стержня важны для литых металлических деталей?
Полезный песчаный стержень должен обладать достаточной прочностью, чтобы выдержать обработку, сборку формы и заливку металла. Песчаный стержень также должен обладать газопроницаемостью, чтобы газы могли выходить, размерной стабильностью, чтобы внутренние элементы оставались на месте, и податливостью, чтобы стержень можно было удалить после затвердевания отливки.
Другие свойства могут иметь значение в зависимости от сплава и детали. Тип связующего, размер зерна песка, покрытие, метод вентиляции, контроль влажности, условия хранения и тепловое поведение могут влиять на газовые дефекты, качество поверхности, эрозию стержня и сложность очистки.
Как изготавливаются песчаные стержни?
Песчаные стержни могут производиться с использованием холоднотвердеющих, горячетвердеющих, оболочковых, беззапекаемых или других процессов изготовления стержней в зависимости от размера детали, объема производства, прочности стержня, требований к точности и типу связующего. Маршрут изготовления стержня должен соответствовать сплаву отливки, геометрии стержня, потребностям вентиляции и методу удаления.
Стержневые ящики определяют форму стержня. После формовки и отверждения стержень может быть покрыт, высушен, проверен и сохранен перед сборкой формы. Для сложных отливок несколько стержней могут быть собраны в стержневой узел для формирования внутренней геометрии.
Какие риски конструкции вызывают дефекты литья, связанные со стержнями?
Дефекты, связанные со стержнем, могут включать смещение стержня, поломку стержня, газовую пористость, прожилки, проникновение металла, песчаные включения, забитые внутренние каналы, шероховатые внутренние поверхности и плохой контроль толщины стенок. Эти проблемы часто возникают из-за недостаточной поддержки стержня, плохой вентиляции, чрезмерного давления металла, недостаточной прочности стержня, сложного доступа для очистки или неясных требований чертежа.
Покупатель должен определить внутренние каналы, зоны давления, уплотнительные поверхности, каналы охлаждения, масляные каналы, бобышки под болты и базы обработки. Если внутренняя геометрия должна быть проверена, в RFQ следует указать, требуется ли разрезка, эндоскопический контроль, испытание давлением, испытание на герметичность, рентгеновский контроль, КТ-контроль или другие доказательства.
Как удаляются и проверяются песчаные стержни?
Удаление стержня должно быть запланировано до литья. Полость отливки требует отверстий или путей доступа, позволяющих удалить песок стержня без повреждения детали. Глухие полости, узкие каналы и закрытые карманы могут затруднить очистку.
Контроль после удаления стержня может включать визуальный осмотр, проверку размеров, КИМ, эндоскопический контроль, испытание давлением, испытание на герметичность, разрезку, рентгеновский контроль или КТ-контроль. Требуемые доказательства зависят от того, является ли элемент, отформованный стержнем, декоративным, функциональным, связанным с давлением или безопасностью.
Фактор конструкции стержня | Почему это важно | Риск для отливки, который нужно проверить | Информация, необходимая в RFQ |
Поддержка стержневых знаков | Удерживает стержень в нужном положении при сборке формы и заливке | Смещение стержня, разная толщина стенок, забитые каналы и ошибка припуска на обработку | Местоположение стержневых знаков, схема баз, чертеж внутренней полости и припуск на обработку |
Прочность стержня | Позволяет стержню выдержать обработку, сборку и давление расплавленного металла | Поломка стержня, песчаные включения, шероховатые внутренние поверхности и брак | Геометрия стержня, сплав, температура заливки, сечения стенок и ограничения по обработке |
Газопроницаемость и вентиляция | Позволяет газам из стержня и формы выходить во время заливки | Газовая пористость, раковины, поверхностные дефекты и внутренние дефекты | Путь вентиляции, тип связующего, покрытие стержня, требование по давлению и метод контроля |
Податливость и удаление | Позволяет удалить песок стержня после затвердевания | Запертый песок, забитые каналы, повреждение при очистке и функциональный отказ | Отверстия для очистки, размер внутреннего канала, метод удаления и критерии приемки |
Доступ для контроля | Подтверждает, что внутренние элементы соответствуют функциональным требованиям | Необнаруженная закупорка, утечка, погрешность размеров и скрытые дефекты | Эндоскоп, испытание на герметичность, испытание давлением, рентген, КТ, разрезка или требования к отчетности |
Что должны предоставить покупатели для RFQ на литье в песчаные формы со стержнями?
Полезный RFQ должен включать 2D-чертеж, 3D-модель, марку сплава, количество, геометрию внутренних каналов, информацию о стержневых знаках (если доступны), требования к толщине стенок, припуск на механическую обработку, отверстия для очистки, требования к давлению или герметичности, качество поверхности, термообработку и метод контроля.
Если элемент, отформованный стержнем, является критическим, покупатель должен отметить внутренний элемент как функциональный на чертеже. Это поможет литейному заводу проверить конструкцию стержня, сборку формы, доступ для очистки, план обработки и контрольные свидетельства до котировки.
Часто задаваемые вопросы
Экономически ли эффективна услуга индивидуального литья в песчаные формы?
Дефекты песчаного литья: причины и предотвращение на металлургических заводах
Литье в гравитационные формы против песчаного литья: сравнение двух процессов литья металла
В чем разница между песчаным и литьем по выплавляемым моделям?
Существуют ли определенные ограничения или проблемы, связанные с литьем по выплавляемым моделям?
