Дефекты литья в песчаные формы: причины и предотвращение в металлургических литейных цехах
Какие дефекты литья в песчаные формы важны при рассмотрении RFQ?
Дефекты литья в песчаные формы могут повлиять на индивидуальные металлические детали, такие как корпуса, основания, рамы, кронштейны, корпуса насосов, крышки и компоненты машин. Анализ дефектов литья в песчаные формы должен связывать газовую пористость, усадку, включения, холодные стыки, горячие трещины, смещение стержней, припуски на обработку и данные контроля с требованиями чертежа. Практическая проблема RFQ — решить, какие дефекты влияют на функцию, какие — на внешний вид, а какие требуют контроля или изменений процесса до начала производства.
Риск дефектов зависит от качества формы, свойств песка, конструкции стержня, вентиляции, температуры заливки, литниковой системы, прибылей, поведения сплава, скорости охлаждения и механической обработки после литья. Покупатели должны отмечать зоны давления, уплотнительные поверхности, пути нагружения, косметические поверхности, обрабатываемые базы и внутренние каналы, чтобы литейный завод мог согласовать контроль дефектов с функцией детали.
Что вызывает газовую пористость в отливках из песчаных форм?
Газовая пористость проявляется в виде пустот, мелких отверстий или более крупных газовых полостей в отливке. Дефект может возникать из-за плохой вентиляции формы, избыточной влажности, газов от связующих стержней, турбулентного потока металла, захваченного воздуха или газопоглощения сплавом.
Газовая пористость важна, когда отливка требует герметичности, устойчивости к утечкам, обрабатываемых уплотнительных поверхностей или несущих сечений. В RFQ следует указывать испытания на утечку, испытания давлением, разрезание, рентгеновский контроль, КТ или визуальные критерии приемки, когда пористость влияет на функцию детали.

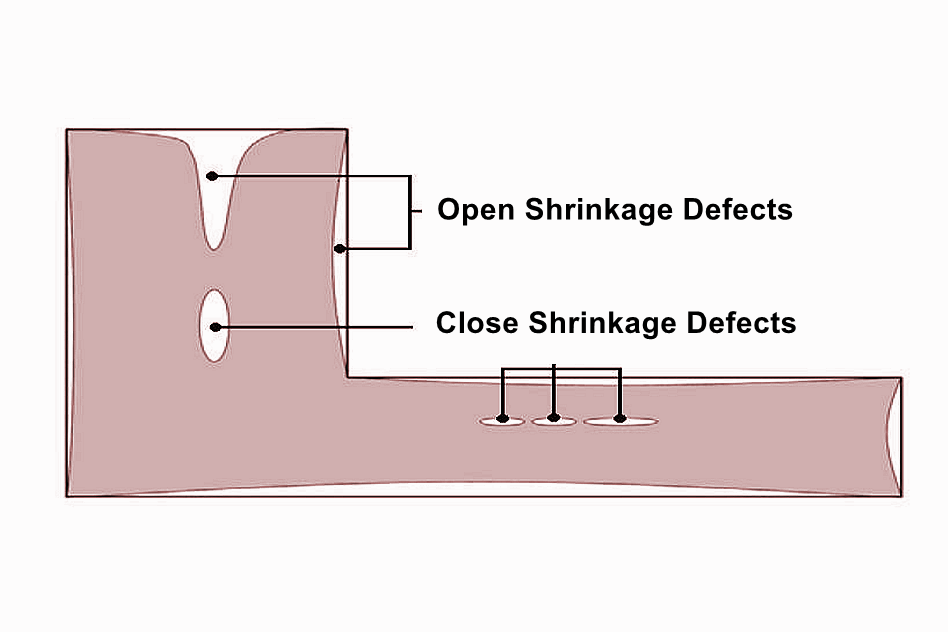
Что вызывает дефекты усадки в деталях из песчаных форм?
Дефекты усадки образуются, когда расплавленный металл сжимается при затвердевании, и отливка не получает достаточного количества питающего металла из прибылей или местных путей питания. Толстые сечения, резкие изменения толщины стенок, изолированные бобышки, неправильное расположение прибылей и неравномерное охлаждение могут увеличить риск усадки.
Контроль усадки обычно требует анализа конструкции и процесса. Отливка может потребовать лучшего баланса стенок, изменения прибылей, холодильников, изменения литниковой системы, корректировки припуска на обработку или пересмотра плана затвердевания. Покупатели должны определить критические поперечные сечения и обрабатываемые области, где усадка недопустима.
Почему возникают песчаные включения и дефекты формы?
Песчаные включения возникают, когда рыхлый песок, сломанный материал формы, фрагменты стержня, шлак, оксидная пленка или посторонний материал застревают в отливке. Эрозия формы, слабые стержни, плохое покрытие, турбулентная заливка, поврежденные поверхности формы и недостаточная очистка могут способствовать дефектам включений.
Включения могут повлиять на обрабатываемые поверхности, уплотнительные поверхности, внешний вид и прочность. Если отливка имеет внутренние каналы, покупатель должен определить доступ для очистки и требования к контролю. Песчаный стержень может потребовать особого внимания к прочности стержня, вентиляции и разрушаемости.

Что вызывает холодные стыки и недоливы в литье в песчаные формы?
Холодные стыки и недоливы возникают, когда расплавленный металл не заполняет форму полностью или два фронта металла встречаются без полного слияния. Эти дефекты могут появляться возле тонких стенок, длинных путей течения, холодных участков, плохо вентилируемых зон или сложной геометрии.
Возможные меры контроля включают проверку температуры заливки, литниковой системы, размера литникового хода, вентиляции, толщины стенки, температуры формы и поведения текучести сплава. Покупатели должны определить тонкие сечения, резкие переходы, длинные ребра и ограничения по косметическим линиям течения до котировки.
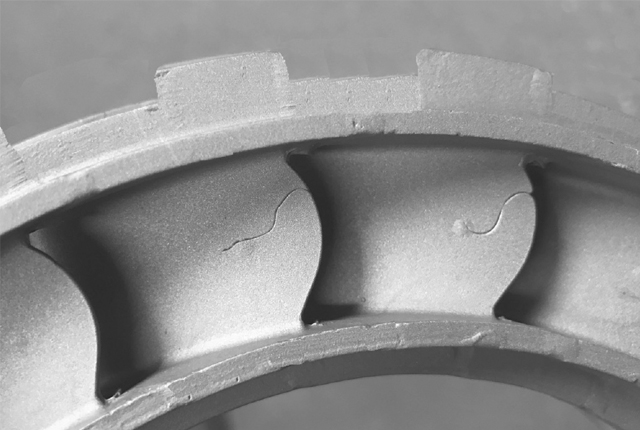
Что вызывает горячие трещины в отливках из песчаных форм?
Горячие трещины возникают, когда отливка трескается во время затвердевания из-за того, что усадка ограничена геометрией формы, расположением стержня, переходами стенок или неравномерным охлаждением. Дефект важен, когда трещина пересекает путь нагрузки, границу давления, обрабатываемую поверхность или крепежный элемент.
Риск горячих трещин можно снизить, проверив радиус галтели, переход стенки, поведение сплава, конструкцию прибылей, ограничение формы, баланс охлаждения и конструкцию стержня. Контроль может включать визуальный осмотр, капиллярный контроль, разрезание, рентгеновский контроль или КТ, если риск трещин влияет на критерии приемки.

Какие данные контроля подтверждают управление дефектами литья в песчаные формы?
Данные контроля должны соответствовать функции отливки. Декоративная крышка может потребовать визуального осмотра и проверки размеров. Корпус под давлением может потребовать испытания на утечку или давление. Структурный кронштейн может потребовать сертификат материала, испытание на твердость, отчет о размерах и контроль трещин в зависимости от требований покупателя.
Обычные данные включают контроль первой детали, отчет о размерах, КИМ, сертификат материала, испытание на твердость, запись термообработки, стандарт визуального контроля, отчет о шероховатости поверхности, испытание на утечку, испытание давлением, капиллярный контроль, рентгеновский контроль, КТ или разрезание. Покупатель должен определить критерии приемки до начала производства.
Дефект литья в песчаные формы | Вероятная причина | Риск для детали, который следует проверить | RFQ или данные контроля |
Газовая пористость | Плохая вентиляция, влажность, газ стержня, турбулентное заполнение или газопоглощение сплавом | Утечка, отказ под давлением, пустоты на обрабатываемой поверхности и снижение прочности | Испытание на утечку, испытание давлением, рентген, КТ, разрезание и критерии приемки пористости |
Усадка | Недостаточное питание, плохая конструкция прибылей, толстые сечения и неравномерное охлаждение | Слабые сечения, полости на обрабатываемой поверхности и дефекты в зоне давления | Анализ затвердевания, план прибылей, припуск на обработку, разрезание, рентген или КТ |
Песчаные включения | Эрозия формы, поломка стержня, рыхлый песок, шлак, оксидная пленка или плохая очистка | Поверхностные дефекты, забитые каналы, проблемы с уплотнением и брак при обработке | Визуальный стандарт, доступ для очистки, бороскоп, разрезание и анализ материала |
Холодный стык или недолив | Неполное заполнение, плохой поток, низкая эффективная температура, тонкие сечения или плохая вентиляция | Слабые швы, неполная геометрия, косметические дефекты и помехи при сборке | Анализ стенок, анализ литниковой системы, утверждение образца, проверка размеров и визуальный стандарт |
Горячая трещина | Ограниченная усадка, резкие переходы, плохие галтели, поведение сплава или дисбаланс охлаждения | Рост трещин, отказ по пути нагрузки, утечка давления и риск брака после обработки | КД, визуальный контроль, разрезание, рентген, КТ и критерии приемки трещин |
Что должны предоставить покупатели для снижения риска дефектов литья в песчаные формы?
Полезный RFQ должен включать 2D-чертеж, 3D-модель, марку сплава, ожидаемое количество, размер отливки, толщину стенки, внутренние стержни, критические размеры, припуск на обработку, чистоту поверхности, термообработку, требования к утечке или давлению, косметические зоны и метод контроля.
Контроль дефектов начинается до заливки первой формы. Четкие чертежи помогают литейному заводу проверить конструкцию формы, стержней, литниковой системы, прибылей, вентиляции, обработки, финишной отделки и данные контроля в соответствии с фактическим использованием отливки.
Часто задаваемые вопросы
Является ли услуга индивидуального литья в песчаные формы экономически эффективной?
Литье в кокиль и литье в песчаные формы: сравнение двух процессов литья металлов
В чем разница между литьем в песчаные формы и литьем по выплавляемым моделям?
Существуют ли особые ограничения или проблемы, связанные с литьем по выплавляемым моделям?
