Français
Livraison rapide de pièces personnalisées : Service de moulage rapide
Vous recherchez un moyen rapide et économique de prototyper vos pièces en plastique ? Ne cherchez plus que le moulage rapide ! Notre procédé d’injection produit des pièces de haute qualité rapidement et efficacement, avec une large gamme de matériaux et de finitions disponibles.

Envoyez-nous vos conceptions et spécifications pour un devis gratuit
Tous les fichiers téléchargés sont sécurisés et confidentiels
Avantages du service de moulage rapide
Notre service de moulage rapide transforme les modèles numériques en produits physiques de manière rapide et efficace. Bénéficiez de délais de livraison réduits, d’économies de coûts, d’une grande précision et d’une grande variété de matériaux pour un avantage concurrentiel.

Applications des pièces moulées rapidement
Notre procédé permet un prototypage rapide et de haute qualité ainsi qu’une production à faible volume. Découvrez des pièces moulées sur mesure pour divers secteurs industriels.
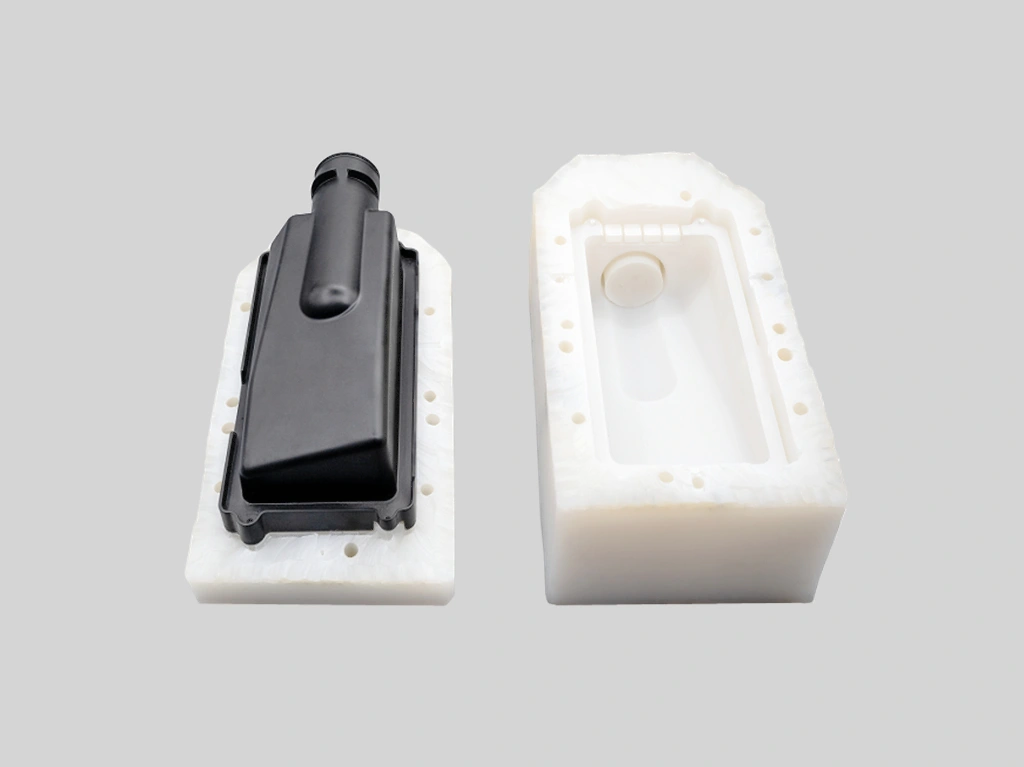
Prototypage par moulage rapide Materials
Capacités de moulage rapide de Neway
Besoin d’itérer rapidement votre conception de pièce plastique ? Le moulage rapide est la solution idéale !
Nos délais courts et nos faibles coûts d’outillage vous permettent de modifier et de tester de nouvelles idées en toute simplicité.
Finitions de surface disponibles pour pièces personnalisées
Notre service de traitement de surface propose des finitions spécialisées pour pièces personnalisées, améliorant durabilité, esthétique et performances.
Nous offrons l’électroplaquage, l’anodisation, la peinture en poudre et des revêtements à barrière thermique,
conçus pour optimiser la résistance à la corrosion, les propriétés d’usure et l’apparence de vos composants métalliques et plastiques.

En savoir plus
Usiné

En savoir plus
Peinture

En savoir plus
Dépôt PVD

En savoir plus
Sablage

En savoir plus
Électroplacage

En savoir plus
Polissage

En savoir plus
Anodisation

En savoir plus
Peinture poudre

En savoir plus
Électropolissage

En savoir plus
IMD (Décoration en moule)

En savoir plus
Fini brossé

En savoir plus
Oxydation noire

En savoir plus
Traitement thermique

En savoir plus
Polissage par tumbling

En savoir plus
Revêtement Alodine

En savoir plus
Chromage

En savoir plus
Phosphatation

En savoir plus
Nitruration

En savoir plus
Galvanisation

En savoir plus
Laquage

En savoir plus
Revêtement Téflon

En savoir plus
Revêtements thermiques

En savoir plus
Revêtements barrières thermiques

En savoir plus
Passivation
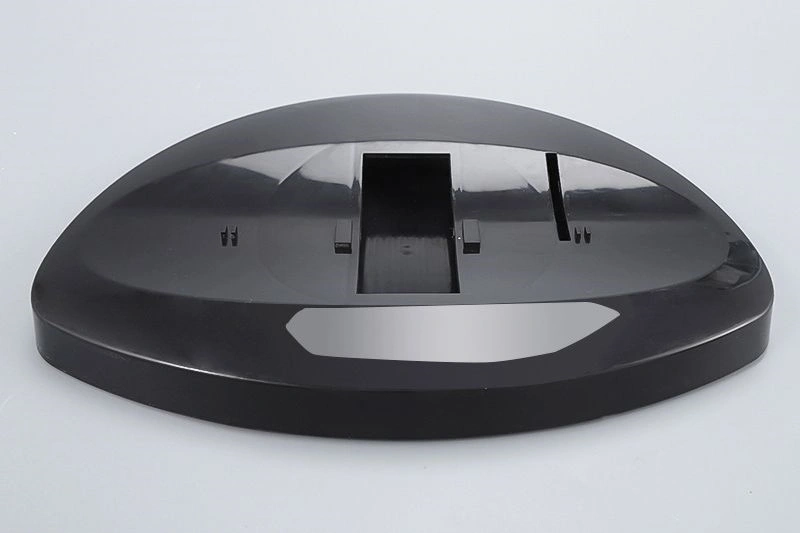
Galerie de pièces personnalisées
Dans notre galerie de pièces personnalisées, nous savons que chaque projet est unique. Nous collaborons étroitement avec nos clients
pour garantir que leurs pièces sont conçues selon leurs spécifications exactes. Grâce à notre souci du détail et à notre engagement qualité,
vos pièces dépasseront vos attentes.







Commençons un nouveau projet aujourd'hui
Guide de conception des pièces moulées rapidement personnalisées
Ces recommandations donnent des valeurs standard pour la conception de pièces de moulage rapide,
assurant un refroidissement uniforme, un remplissage optimal et des défauts minimisés.
Suivez ces conseils pour réduire le retrait, la déformation et la complexité des moules tout en obtenant une production efficace et de haute qualité.
Frequently Asked Questions
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Solutions
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.