Inconel 738
Nuances similaires à l'Inconel 738
États-Unis : UNS N07750
Description
L'Inconel 738 est un superalliage à base de nickel réputé pour son exceptionnelle combinaison de résistance à haute température, de stabilité thermique et de résistance à la corrosion et à l'oxydation. Sa forme en poudre est largement utilisée dans la fabrication additive (FA) et les procédés de métallurgie des poudres, répondant aux exigences strictes des industries aérospatiale, énergétique et automobile.
Applications
Aérospatiale : Les poudres d'Inconel 738 sont largement utilisées pour produire des aubes de turbine, des directrices et d'autres composants nécessitant une haute résistance et une résistance à l'oxydation à des températures élevées. Ces pièces sont cruciales pour les performances et la longévité du moteur.
Secteur de l'énergie : Les composants pour les turbines à gaz dans les centrales électriques, y compris les chambres de combustion et les pièces de postcombustion, sont fabriqués en Inconel 738 en raison de sa résistance au fluage et à la rupture à des températures allant jusqu'à 982 °C.
Automobile : Les systèmes d'échappement haute performance et les composants de turbocompresseur bénéficient de la stabilité thermique et de la résistance à la corrosion de l'Inconel 738.

Composition et propriétés
La poudre d'Inconel 738 comprend principalement du nickel, du chrome, du cobalt et du molybdène, avec des éléments d'alliage supplémentaires tels que le tungstène, l'aluminium et le titane pour améliorer ses propriétés. Cette composition offre un point de fusion d'environ 1 250 °C à 1 350 °C, permettant à l'alliage de maintenir son intégrité structurelle et ses performances mécaniques à haute température. Il présente également une excellente résistance à la fatigue thermique et à l'oxydation cyclique, essentielles pour les applications dans des environnements sévères.
Inconel 738 Valeurs typiques (% en poids) | |||||||||||||||||||||||||||||
C | Cr | As | W | Co | Mo | Al | Ti | Fe | Nb | Ta | B | Zr | Mn | Si | P | Pb | Sb | Sn | Bi | ||||||||||
0,10-0,20 | 15,70-16,3 | ≤0,005 | 2,4-2,8 | 8,0-9,0 | 1,5-2,0 | 3,0-3,7 | 3,0-3,5 | ≤0,50 | 0,6-1,0 | 1,5-2,0 | 0,005-0,015 | 0,05-0,15 | ≤0,20 | ≤0,03 | ≤0,015 | ≤0,015 | ≤0,001 | ≤0,002 | ≤0,001 | ||||||||||
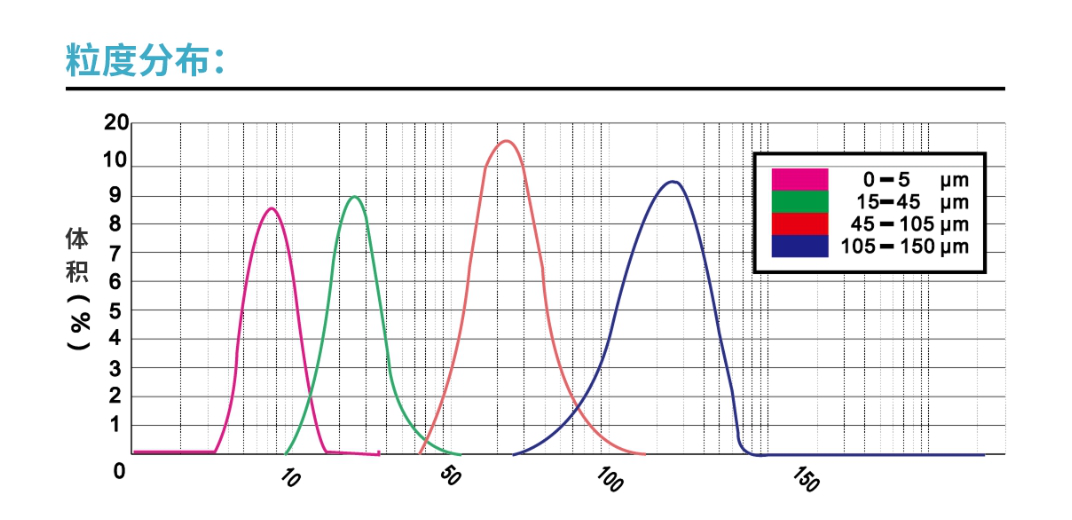
Caractéristiques de la poudre d'Inconel 738
La distribution granulométrique, la morphologie et la fluidité de la poudre d'Inconel 738 sont critiques pour la fabrication additive et la métallurgie des poudres. Typiquement, les tailles de poudre varient de 15 à 45 micromètres pour les procédés de fusion laser sélective (SLM) et de fusion par faisceau d'électrons (EBM). La forme sphérique des particules de poudre assure une fluidité et une densité de tassement supérieures, facilitant une microstructure plus uniforme et exempte de défauts dans le produit final.
Propriétés mécaniques après finition du produit | État de la poudre | ||||||||||||||||
Limite d'élasticité | Résistance à la traction | Allongement | Taille | 0-15 μm | 15-45 μm | 45-75 μm | 45-150 μm | ||||||||||
R p0,2/MPa | R m/MPa | δ5 /% | |||||||||||||||
Horizontal | ≥ 880 | ≥ 1030 | ≥7,5 | Forme | sphérique | sphérique | sphérique | sphérique | |||||||||
Propriétés physiques
Densité : 8,30 g/cm³
Surface spécifique : 0,242 cm²/g
Sphéricité ≥98,5 %
Densité apparente : 4,19 g/cm³
Débit Hall : 17,9 s/50 g
Point de fusion : 1260-1330 °C
Densité relative : proche de 100 %
Épaisseur de couche recommandée : 15 μm, 20 μm, 30 μm, 40 μm, 50 μm
Norme technique : Spécification technique de la poudre Inconel 738 pour l'impression 3D, ASTM B446, AMS 5666, AMS 5663, AMS 5599
Techniques de fabrication
La fabrication avec des poudres d'Inconel 738 implique des procédés sophistiqués conçus pour exploiter les propriétés supérieures de ce superalliage à base de nickel, en particulier dans des environnements à haute température et à contrainte élevée tels que les industries aérospatiale, énergétique et automobile. Le choix de la méthode de fabrication dépend des exigences spécifiques de l'application, notamment la complexité de la pièce, le volume et les propriétés souhaitées. Voici un aperçu des procédés de fabrication clés :
Fabrication additive (FA)
La fabrication additive, ou impression 3D, avec l'Inconel 738 est principalement exécutée par des méthodes telles que la fusion laser sélective (SLM) et la fusion par faisceau d'électrons (EBM). Ces procédés permettent la construction couche par couche de pièces, permettant la création de géométries complexes qui seraient difficiles ou impossibles avec les techniques de fabrication traditionnelles.
Fusion laser sélective (SLM) : Un laser de haute puissance fusionne les particules de poudre d'Inconel 738 couche par couche, selon un modèle 3D numérique. Cette méthode est idéale pour produire des composants avec des structures internes intricées et des géométries complexes, tels que les canaux de refroidissement dans les aubes de turbine.
Fusion par faisceau d'électrons (EBM) : Utilise un faisceau d'électrons de haute puissance pour fondre la poudre, un procédé réalisé sous vide pour assurer une haute pureté et une oxydation réduite de la pièce finale. L'EBM convient aux composants nécessitant des propriétés matérielles exceptionnelles, comme une haute résistance à la fatigue.
Métallurgie des poudres
La métallurgie des poudres impliquant des poudres d'Inconel 738 comprend le compactage isostatique à chaud (HIP) et le moulage par injection de métal (MIM). Ces méthodes sont choisies pour leur capacité à obtenir des composants à haute densité et haute résistance.
Compactage isostatique à chaud (HIP) : Combine haute température et pression pour densifier les poudres en excellents composants. Le HIP est bénéfique pour éliminer les vides internes et obtenir des propriétés mécaniques supérieures, ce qui le rend adapté aux composants critiques dans les turbines aérospatiales et de production d'énergie.
Moulage par injection de métal (MIM) : Cela implique le mélange de poudre d'Inconel 738 avec un liant pour créer une matière première, qui est ensuite moulée dans la forme désirée avant déliantage et frittage. Le MIM est avantageux pour produire de petites pièces complexes avec des tolérances serrées, telles que des fixations et des engrenages.
Avantages en production
L'utilisation de poudres d'Inconel 738 offre plusieurs avantages de production :
Flexibilité de conception : Permet la fabrication de formes complexes et de caractéristiques internes difficiles ou impossibles à obtenir avec les méthodes de fabrication traditionnelles.
Efficacité matérielle : Par rapport aux techniques de fabrication soustractive, la fabrication additive réduit considérablement les déchets de matériaux.
Performance à haute température : Les capacités à haute température des pièces en Inconel 738 sont essentielles pour les industries opérant dans des conditions extrêmes, offrant une sécurité et une fiabilité améliorées.
En résumé, les poudres d'Inconel 738 sont cruciales dans la fabrication de composants exigeant une haute résistance, une durabilité et une résistance aux environnements sévères. Leur utilisation dans la fabrication additive et la métallurgie des poudres ouvre de nouvelles voies pour la conception et la production de composants avancés dans diverses industries.
Fabrication avec des superalliages à base de nickel poudres d'Inconel 738
Principaux procédés de fabrication :
Les alliages réfractaires à base de nickel sont généralement utilisés pour la résistance à la corrosion, la résistance à haute température et d'autres conditions de travail extrêmes, tels que les roues, les vannes de pompe, les pièces automobiles, etc. Neway dispose d'une variété de techniques de traitement pour fabriquer des pièces en alliages réfractaires à base de nickel et résoudre leurs problèmes, tels que la déformation, la fissuration et la porosité.
Moulage par injection de métal (MIM)
Moulage par compression de poudre (PCM)
Compactage isostatique à chaud (HIP)
OBTENEZ MAINTENANT UN SERVICE DE PROTOTYPAGE GRATUIT ! : Service de conception consultative chez Neway
Poudres métalliques disponibles :
Explorer les blogs associés



