Español
Servicio de Fundición a Presión de Aluminio Online
Ofrecemos servicio personalizado de fundición a presión de aluminio desde el diseño hasta la pieza terminada, con el objetivo de proporcionar piezas de aluminio de alta calidad de manera rentable.

Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
¿Qué es el servicio de fundición a presión de aluminio?
Nuestro servicio de fundición a presión de aluminio ofrece componentes metálicos de alta calidad y bajo costo mediante un proceso de precisión que garantiza una excelente exactitud dimensional y acabado superficial. Ideal para aplicaciones en automoción, aeroespacial e industria.

Aplicaciones de piezas de fundición a presión de aluminio
Las piezas de fundición a presión de aluminio combinan ligereza y alta resistencia, y se usan en sectores como aeroespacial, automotriz, electrónica de consumo y más, ofreciendo soluciones de precisión.
Fundición a Presión en Cámara Caliente vs. Cámara Fría
La fundición a presión en cámara caliente y en cámara fría son dos métodos principales de la industria: cada uno tiene características, ventajas y limitaciones, adecuados para distintos materiales y aplicaciones.

Fundición a Presión en Cámara Caliente
También llamada fundición ‘gooseneck’, el metal fundido se mantiene en una cámara calentada junto al molde. Un pistón sumergido empuja el metal a través de un canal curvo al molde. Ideal para metales de bajo punto de fusión (zinc, magnesio, algunas aleaciones de aluminio), ofrece ciclos muy rápidos pero no es adecuado para metales de alto punto de fusión.

Fundición a Presión en Cámara Fría
Para metales de alto punto de fusión (aluminio, cobre), el metal se vierte en una cámara fría externa al mecanismo de inyección y luego se empuja al molde con un pistón hidráulico o mecánico. Evita daños por calor al equipo, permite piezas densas y complejas, aunque los ciclos son más lentos debido al paso de vertido.
Fundición a presión de aluminio Materials
Capacidades de Fundición a Presión de Aluminio de Neway
Neway se especializa en fundición a presión de aluminio con moldes y ofrece servicios personalizados con amplios rangos de tamaño y acabados superficiales. Contáctanos y envía tus planos para un servicio integral de fundición de aluminio.
Cómo Funciona la Fundición a Presión en Neway
Descubre los fundamentos del proceso: metal fundido inyectado bajo alta presión en moldes de acero para crear piezas complejas. El vídeo cubre aleaciones comunes (aluminio, zinc, magnesio) y cómo el costo de molde se compensa con eficiencia de volumen.
Acabados Superficiales Disponibles
Nuestro servicio de tratamiento de superficies ofrece acabados especializados que mejoran durabilidad, estética y rendimiento. Incluye electrochapado, anodizado, recubrimiento en polvo y recubrimientos de barrera térmica para optimizar resistencia a la corrosión y desgaste.

Más información
Mecanizado

Más información
Pintura

Más información
Deposición Física de Vapor (PVD)

Más información
Granallado

Más información
Electropulido

Más información
Pulido

Más información
Anodizado

Más información
Pintura en Polvo

Más información
Electropulido

Más información
Decoración In Mold (IMD)

Más información
Acabado Cepillado

Más información
Negro Oxidado

Más información
Tratamiento Térmico

Más información
Abrasión en Tambor

Más información
Recubrimiento Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitruración

Más información
Galvanizado en Caliente

Más información
Barnizado

Más información
Revestimiento de Teflón

Más información
Recubrimientos Térmicos

Más información
Recubrimientos de Barrera Térmica

Más información
Pasivación
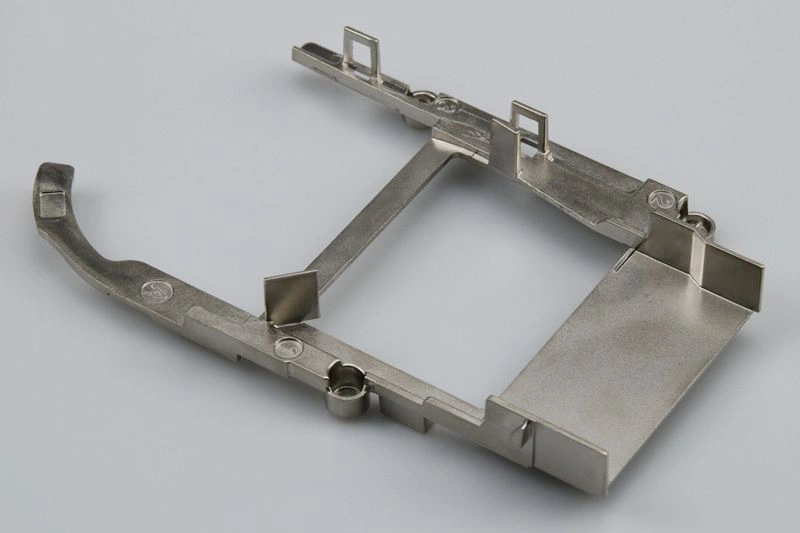
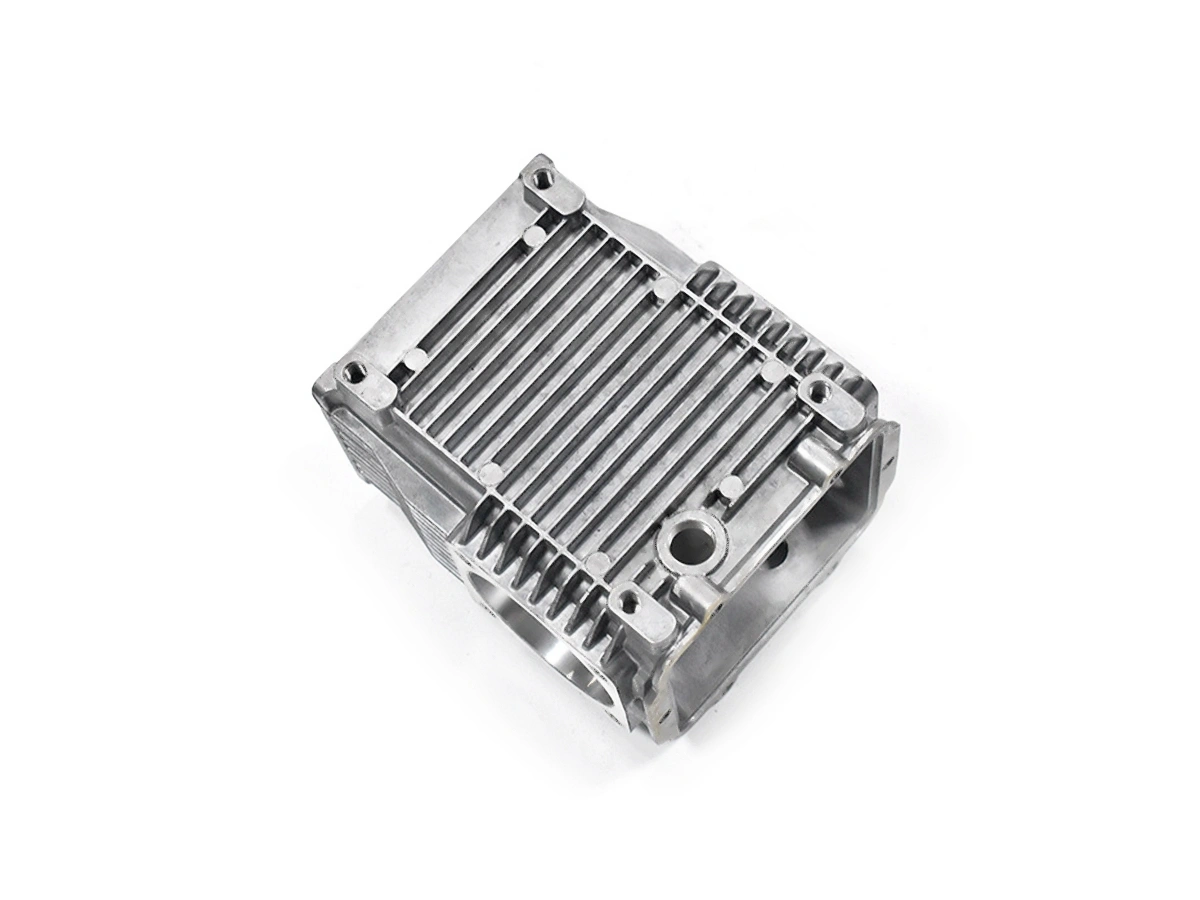
Galería de Piezas de Fundición a Presión de Aluminio
Explora nuestra colección de piezas de fundición a presión de aluminio: desde componentes automotrices hasta aplicaciones aeroespaciales, fabricadas con precisión y durabilidad en un proceso con control de temperatura. Admira el diseño y la ingeniería en cada pieza.







Comencemos un nuevo proyecto hoy
Consejos de Diseño para Fundición a Presión de Aluminio
Sigue estos consejos para mejorar eficiencia, reducir defectos y mantener consistencia. Optimiza enfriamiento, minimiza concentraciones de tensión y simplifica el proceso de molde siguiendo estándares de la industria.
Frequently Asked Questions
Explorar recursos relacionados




Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.