Defectos y soluciones comunes en la fundición a presión de aluminio
¿Qué defectos de fundición a presión de aluminio importan en la revisión de RFQ?
Los defectos de fundición a presión de aluminio pueden afectar carcasas, cubiertas, soportes, piezas de disipación de calor, bastidores y componentes que contienen presión. La revisión de defectos de fundición a presión de aluminio debe conectar cada defecto con la característica de la pieza, el riesgo funcional, la causa del proceso y la evidencia de inspección. El problema práctico de RFQ es decidir qué defectos son cosméticos, cuáles afectan el mecanizado o ensamblaje, y cuáles requieren inspección como medición CMM, estándar visual, inspección por rayos X, inspección por TC, pruebas de fugas o pruebas de presión.
Los defectos comunes de fundición a presión de aluminio incluyen porosidad de gas, porosidad por contracción, rechupes, rellenos incompletos, rebabas, desajuste de línea de partición, grietas en caliente, defectos superficiales y exposición de vacíos internos durante el mecanizado. La mayoría de los controles de defectos comienzan antes de la herramienta: la selección de aleación, el equilibrio de paredes, el diseño de compuerta y bebedero, la ventilación, la ubicación de rebosaderos, la temperatura del molde, la disposición de refrigeración, el control de sujeción y el margen de mecanizado influyen en la calidad final de la pieza.
¿Cómo afecta la porosidad a las piezas fundidas a presión de aluminio?
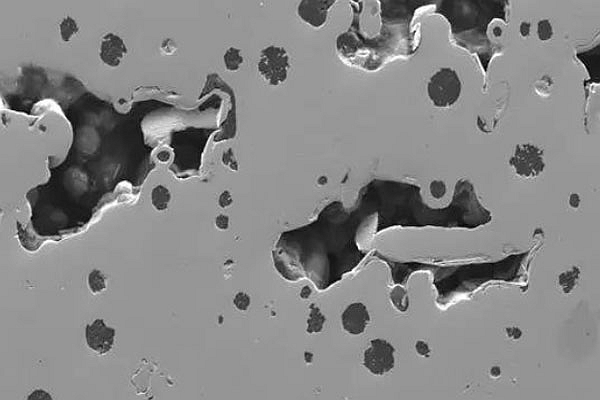
La porosidad es un vacío o poro dentro de una pieza fundida a presión de aluminio, y se vuelve importante cuando el vacío afecta la resistencia, el rendimiento de fugas, la estanqueidad, las superficies cosméticas o las características mecanizadas. La porosidad de gas puede provenir de atrapamiento de aire, mala ventilación, llenado turbulento, humedad, gas disuelto o diseño inadecuado de compuerta y bebedero.
El control de porosidad comienza con el flujo de metal y la evacuación de aire. El RFQ debe identificar superficies de presión, caras de sellado, taladros mecanizados, rutas de fuga y áreas cosméticas, porque diferentes áreas pueden requerir diferentes criterios de aceptación. La inspección puede incluir seccionamiento, inspección por rayos X, inspección por TC, pruebas de fugas o pruebas de presión cuando la función de la pieza requiere revisión de defectos internos.
¿Cómo se forman la contracción y la microporosidad en secciones fundidas a presión?
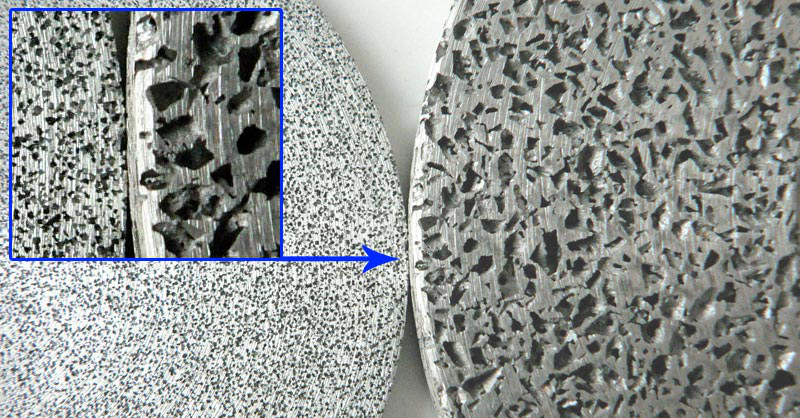
La contracción y la microporosidad se forman cuando el aluminio se contrae durante la solidificación y el suministro local de metal no puede compensar el cambio de volumen. Las secciones gruesas, las transiciones de pared desiguales, los salientes aislados, las nervaduras pesadas, el equilibrio de enfriamiento deficiente y las condiciones de alimentación inadecuadas pueden aumentar el riesgo de contracción.
La dirección de la solución no es solo cambiar una configuración de la máquina. El diseño de la pieza puede necesitar equilibrio de espesor de pared, transiciones más suaves, mejor ubicación de compuerta, ajuste de rebosadero, revisión de la disposición de refrigeración o cambios en el margen de mecanizado local. El comprador debe marcar las secciones portantes, las zonas de presión y las superficies mecanizadas, porque la contracción puede ser aceptable en un área e inaceptable en otra.
¿Qué causa los rechupes y rellenos incompletos en la fundición a presión de aluminio?
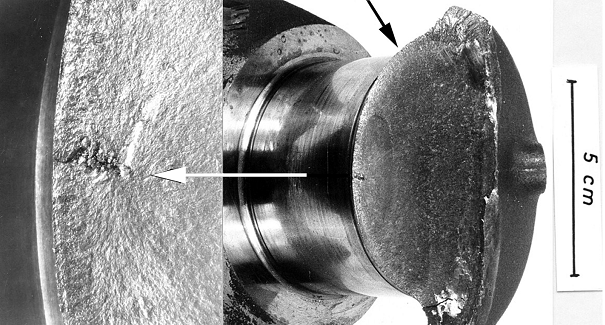
Los rechupes y rellenos incompletos ocurren cuando el aluminio fundido no se fusiona completamente o no llena completamente la cavidad del molde antes de la solidificación. Estos defectos a menudo aparecen como líneas de flujo, bordes incompletos, discontinuidades en secciones delgadas o costuras débiles donde dos frentes de metal se encuentran sin una fusión adecuada.
Las posibles causas incluyen baja temperatura efectiva del metal fundido, baja temperatura del molde, mala ventilación, ubicación inadecuada de la compuerta, trayectorias de flujo largas, paredes delgadas, restricciones de flujo o solidificación prematura. Los planos de RFQ deben especificar paredes delgadas, nervaduras largas, bolsas profundas, transiciones bruscas y límites de líneas de flujo cosméticas, para que el proceso de fundición a presión pueda revisarse antes de la herramienta.
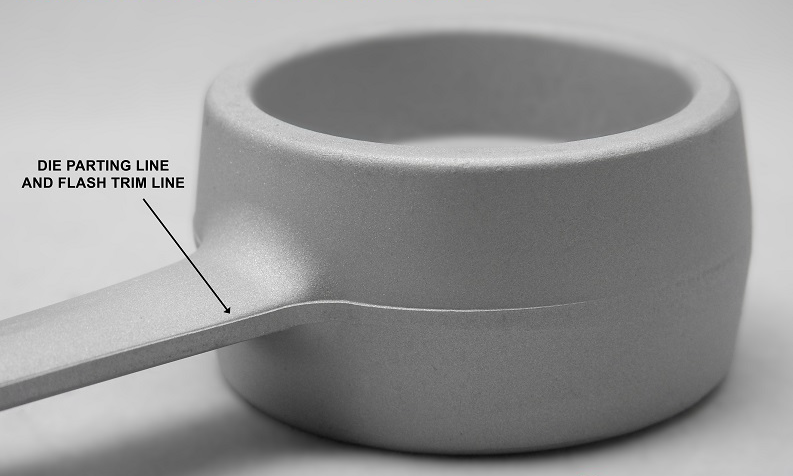
¿Por qué aparecen rebabas y defectos de línea de partición?
La rebaba es aluminio excesivo que escapa en la línea de partición del molde, la interfaz del deslizador, el área del expulsor o la superficie de cierre. Las rebabas y el desajuste de la línea de partición importan porque pueden aumentar el costo de recorte, interferir con el ensamblaje, afectar las caras de sellado o crear rebabas cerca de superficies manipuladas o cosméticas.
Las rebabas pueden estar relacionadas con el desgaste del molde, el control de sujeción, el ajuste del molde, la expansión térmica, la presión del metal, la contaminación en las superficies de cierre o un mantenimiento insuficiente. El plano debe identificar la altura de rebaba permitida, los bordes sin rebaba, las superficies cosméticas y los requisitos de inspección posterior al recorte. Si una línea de partición cruza una interfaz de sellado o deslizamiento, la cotización debe incluir mecanizado o acabado controlado después de la fundición.
¿Cómo deben revisarse las grietas y roturas en caliente?
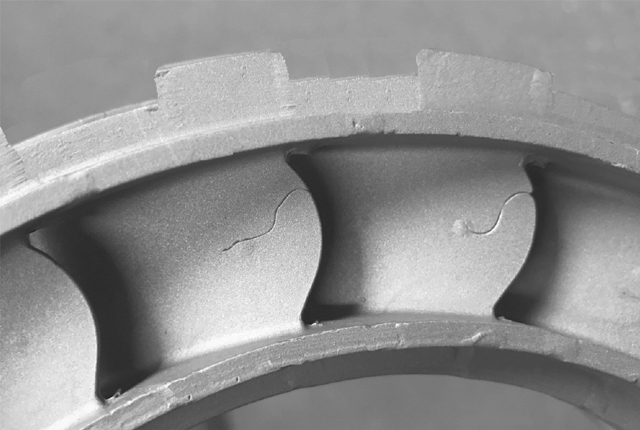
Las grietas y roturas en caliente son separaciones que se forman mientras la fundición aún se está solidificando y está restringida por el molde o por un enfriamiento desigual. Estos defectos son graves cuando la grieta intersecta una trayectoria de carga, un límite de presión, una superficie mecanizada o una característica de montaje.
La revisión de grietas en caliente debe considerar el comportamiento de la aleación, las transiciones de sección de pared, el radio de acuerdo, el diseño de nervaduras, la contracción restringida, la ubicación de la compuerta, el equilibrio de enfriamiento y la tensión de expulsión. El RFQ debe identificar las características estructurales, las zonas de presión y las necesidades de inspección. Se puede considerar la inspección por tintas penetrantes, estándares visuales, seccionamiento, inspección por rayos X o inspección por TC cuando el riesgo de grietas afecte los criterios de aceptación.

¿Qué evidencia de inspección ayuda a controlar los defectos de fundición a presión de aluminio?
La evidencia de inspección debe coincidir con el riesgo del defecto y la función de la pieza. Los informes dimensionales y la inspección CMM apoyan el control de tolerancias. Los estándares de inspección visual apoyan las superficies cosméticas, rebabas, rayones y calidad de eliminación de compuerta. La inspección por rayos X o TC apoya la revisión de porosidad interna. Las pruebas de fugas y pruebas de presión apoyan carcasas selladas, cuerpos de bomba, válvulas y piezas relacionadas con presión.
Los compradores deben definir los criterios de aceptación antes de la cotización. Para aplicaciones críticas de seguridad o reguladas, el paquete de planos debe definir los requisitos de calificación, las necesidades de documentación y la responsabilidad de validación final. El proveedor de fundición a presión puede apoyar la fabricación y la evidencia de inspección, mientras que la validación final sigue siendo responsabilidad del comprador.
Tipo de defecto | Causa de fabricación probable | Riesgo de la pieza a revisar | RFQ o evidencia de inspección |
Porosidad de gas | Atrapamiento de aire, mala ventilación, llenado turbulento, humedad o gas disuelto | Fugas, reducción de estanqueidad, vacíos expuestos después del mecanizado y reducción de resistencia | Prueba de fugas, prueba de presión, inspección por rayos X, inspección por TC, seccionamiento o criterios de aceptación de porosidad |
Contracción y microporosidad | Espesor de pared desigual, secciones gruesas, desequilibrio de enfriamiento o alimentación local insuficiente | Rutas de carga débiles, defectos en zona de presión, rutas de corrosión y vacíos en superficies mecanizadas | Revisión de pared, revisión de enfriamiento, margen de mecanizado, seccionamiento, rayos X, TC o prueba funcional |
Rechupe y relleno incompleto | Llenado incompleto, trayectorias de flujo largas, mala ventilación, baja temperatura efectiva o secciones de pared delgada | Costuras débiles, bordes incompletos, marcas de flujo cosméticas e interferencia de ensamblaje | Revisión de flujo, estándar visual, verificación dimensional, revisión de pared delgada y aprobación de muestra |
Rebaba y desajuste de línea de partición | Desgaste del molde, control de sujeción, contaminación de cierre, expansión térmica o desajuste de deslizador | Rebabas, costo de recorte, interferencia en superficie de sellado, defectos cosméticos y riesgo de ensamblaje | Límite de rebaba, estándar visual, proceso de recorte, nota de mecanizado e inspección de primera pieza |
Grietas y roturas en caliente | Contracción restringida, sensibilidad de aleación, transiciones bruscas, enfriamiento desigual o tensión de expulsión | Crecimiento de grietas, falla de ruta de carga, fuga de presión y riesgo de rechazo después del mecanizado | DPI, estándar visual, seccionamiento, inspección por rayos X, inspección por TC y criterios de aceptación |
¿Qué información de RFQ reduce el riesgo de defectos en la fundición a presión de aluminio?
Un RFQ útil de fundición a presión de aluminio debe incluir el plano 2D, el modelo 3D, el grado de aleación, la cantidad anual, la etapa de prototipo o producción, el espesor de pared, las dimensiones críticas, el esquema de referencia, las superficies cosméticas, los requisitos de presión o fugas, el margen de mecanizado, el recubrimiento o tratamiento superficial, el tratamiento térmico si se requiere y el método de inspección.
La reducción de defectos depende de la revisión temprana del diseño y el proceso. Cuando los compradores identifican superficies funcionales, áreas sin rebaba, caras de sellado, agujeros roscados, asientos de cojinetes y límites de presión en la etapa de cotización, la ruta de fundición a presión puede revisarse con una planificación más realista de herramientas, mecanizado, acabado e inspección.
Preguntas frecuentes relacionadas
¿Qué material se utiliza para el molde de fundición a presión de aluminio?
¿Cuáles son los tratamientos superficiales comunes para las fundiciones a presión de aluminio?
¿Qué es la línea de partición en la fabricación de fundición a presión de aluminio?
Pared más delgada en fundición a presión de aluminio: ¿qué tan delgada se puede hacer?
¿Qué es la contracción en frío en la fundición a presión de aluminio?
¿Cuáles son los estándares de tolerancia en la fundición de precisión?
Fundición a presión de zinc vs fundición a presión de aluminio: ¿en qué se diferencian?
