Was ist Metallpulverspritzgießen? Wie funktioniert es?
Metallpulverspritzgießen (MIM) ist ein pulvermetallurgisches und spritzgießtechnisches Fertigungsverfahren für kleine, komplexe Metallteile wie Zahnräder, Scharniere, Schließkomponenten, medizinische Instrumentenkomponenten, elektronische Hardware und Automobilmechanismen. Dieser Artikel erklärt, wie MIM Metallpulver-Rohmaterial in gesinterte Metallteile umwandelt, und hilft Käufern zu entscheiden, ob MIM, CNC-Bearbeitung, Feinguss, Druckguss oder Stanzen der bessere Fertigungsweg ist. Das praktische RFQ-Problem besteht darin, dass ein MIM-Angebot nicht nur von der sichtbaren Teileform abhängt, sondern auch von der Materialgüte, der jährlichen Stückzahl, der Schrumpfungskontrolle, den kritischen Maßen, den Sekundäroperationen und den Prüfkriterien.
Kurze Antwort: MIM ist in der Regel am nützlichsten, wenn ein Metallteil zu komplex oder zu teuer für wiederholte CNC-Bearbeitung ist, aber das Teil klein genug und die Produktionsmenge hoch genug ist, um Werkzeug- und Sinterprozesssteuerung zu rechtfertigen. Käufer sollten vor einer MIM-Werkzeugüberprüfung die Zeichnung, das 3D-Modell, die Materialgüte, die Bezugsflächen, die Gewinde- oder Bohrungsanforderungen, die Oberflächengüte, die Wärmebehandlung und die Prüfnachweise festlegen.
Prozessschritt | Was passiert | Zu kontrollierendes Risiko | Benötigte Käuferbestätigung |
|---|---|---|---|
Metallpulverauswahl | Feines Pulver wird für die erforderliche Legierungsfamilie ausgewählt, wie z. B. 316L-Edelstahl, 17-4 PH-Edelstahl, MIM-420-Edelstahl, Ti-6Al-4V, Wolframlegierung oder Kobaltlegierung. | Pulverchemie, Partikelgröße, Verunreinigung und Materialverfügbarkeit beeinflussen das Sinterverhalten und die endgültigen Eigenschaften. | Materialgüte, anwendbare Norm, Korrosions- oder Härteanforderung und Dokumentationsanforderung. |
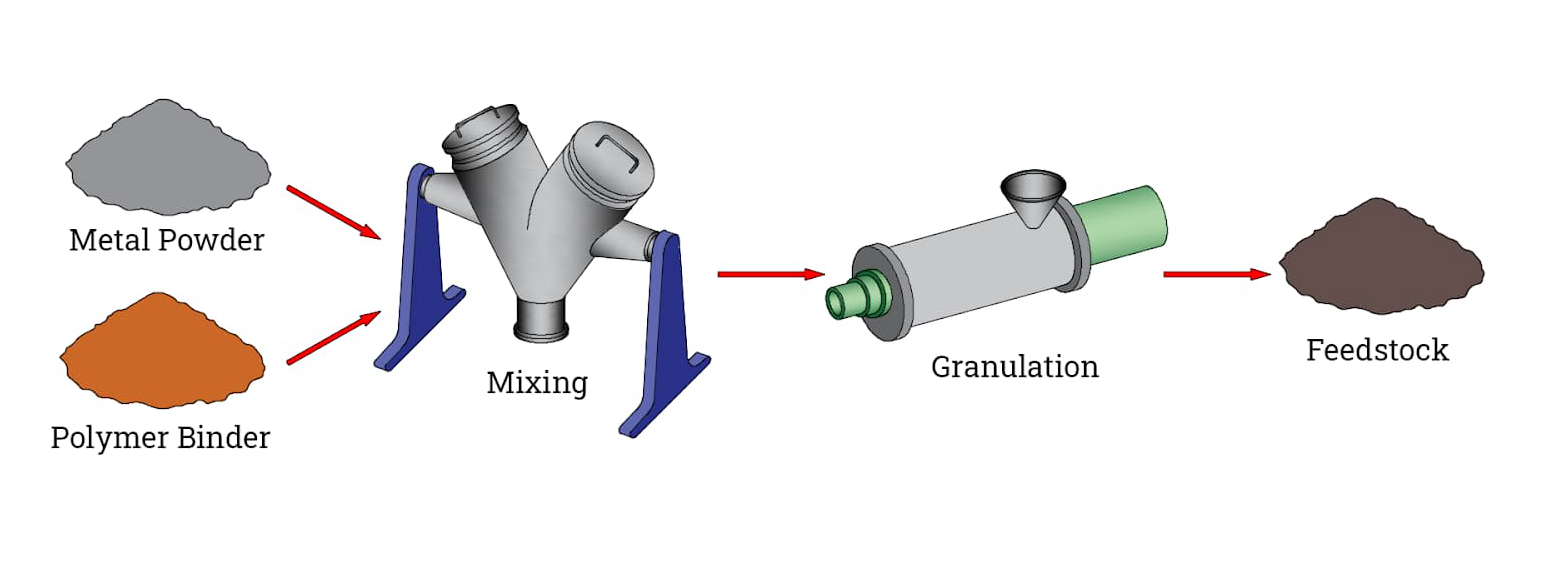
Feedstock-Zusammensetzung | Metallpulver wird mit polymerem Bindemittel gemischt, damit das Rohmaterial in eine Spritzgießform fließen kann. | Bindemittelverhältnis und Pulverbeladung beeinflussen Formfüllung, Entbinderungsstabilität, Schrumpfung und Dichte. | Teilegröße, Wandstärkenbereich, sichtbare Oberflächen, Anschnittlagenempfindlichkeit und erwartete Produktionsmenge. |
Spritzgießen | Das Rohmaterial wird zu einem Grünling mit der nahezu endgültigen Geometrie des Bauteils geformt. | Dünne Abschnitte, Hinterschnitte, scharfe Kanten, lange Fließwege und ungleichmäßige Wandabschnitte können ein Formgebungsrisiko darstellen. | Kritische Oberflächen, geformte Gewinde, Löcher, Zahnflanken, Hinterschnitte und Merkmale, die nach der Design-Review nicht geändert werden können. |
Entbindern und Sintern | Das Bindemittel wird entfernt, dann wird der Braunling gesintert, sodass die Metallpartikel zu einem dichten Metallbauteil verbinden. | Sinterschrumpfung, Verzug, Dichteschwankungen und Stützmethode können die Maßkontrolle beeinträchtigen. | Kritische Toleranzzonen, Bezugsstrategie, Prüfmethode und alle Oberflächen, die möglicherweise Bearbeitungszugabe benötigen. |
Sekundäroperationen und Prüfung | Wärmebehandlung, CNC-Bearbeitung, Polieren, Passivieren, Beschichten, Plattieren oder Montage können nach dem Sintern hinzugefügt werden. | Die Nachbearbeitung kann Härte, Oberflächenrauheit, Schichtdicke, Passung, Aussehen und Abnahmerisiko verändern. | Erstmusterprüfbericht, CMM-Bericht, Materialzertifikat, Härteprüfung, Oberflächenrauheitsbericht, Schichtdickenbericht oder visueller Standard. |
Was ist Metallpulverspritzgießen für kleine, komplexe Metallteile?
Metallpulverspritzgießen ist ein Near-Net-Shape-Verfahren zur Herstellung kleiner Metallkomponenten mit komplexer Geometrie. Das Verfahren kombiniert Prinzipien der Pulvermetallurgie und des Kunststoffspritzgießens: Metallpulver liefert die endgültige Legierung, und das Bindemittel verleiht der Pulvermischung vorübergehend ausreichend Fließfähigkeit, um eine Form zu füllen.
MIM eignet sich für Teile, die innenliegende Merkmale, dünne Abschnitte, kleine Löcher, Keilverzahnungen, Zahnflanken, Hinterschnitte oder wiederholte Produktion nach Werkzeugfreigabe erfordern. Typische MIM-Teilefamilien umfassen Schließmechanik, elektronische Steckverbinder, Uhren- und Scharnierkomponenten, kleine medizinische Instrumentenkomponenten, Automobilmechanismen und industrielle Verschleißteile. Für regulierte oder leistungskritische Anwendungen sollten die Spezifikationen des Käufers, Qualifikationsanforderungen und Abnahmekriterien vor der Produktionsfreigabe festgelegt werden; die endgültige Validierung bleibt in der Verantwortung des Käufers.

Wie Metallpulverspritzgießen Rohmaterial in gesinterte Metallteile umwandelt
Der MIM-Prozess wandelt Metallpulver-Rohmaterial durch Pulvervorbereitung, Feedstock-Zusammensetzung, Spritzgießen, Entbindern, Sintern und Sekundäroperationen in ein fertiges Metallteil um. Jede Stufe beeinflusst Schrumpfung, Dichte, Oberflächenbeschaffenheit und Maßprüfung.
MIM-Metallpulvervorbereitung
Die Auswahl des Metallpulvers steuert das Ausgangsmaterial für den Prozess. Das Pulver muss der Legierungsfamilie und dem Leistungsziel des Endbauteils entsprechen. Edelstahlsorten wie 316L, 17-4 PH und MIM-420 sind gängige MIM-Wahlmöglichkeiten, während Legierungen wie Ti-6Al-4V, MP35N, Wolframlegierung und Kobaltlegierung eine spezifischere Prüfung der Pulververfügbarkeit und des Verarbeitungsverhaltens erfordern.

Feedstock-Zusammensetzung und Formfüllung
Nach der Pulvervorbereitung wird das Metallpulver mit Bindemittel gemischt, um MIM-Feedstock zu erzeugen. Der Feedstock muss in den Formhohlraum fließen können, während eine ausreichende Pulverbeladung für das Sintern erhalten bleibt. Deshalb werden Teilegeometrie, Anschnittlage, Wandstärkenausgleich und das Design geformter Merkmale vor der Werkzeugherstellung überprüft.
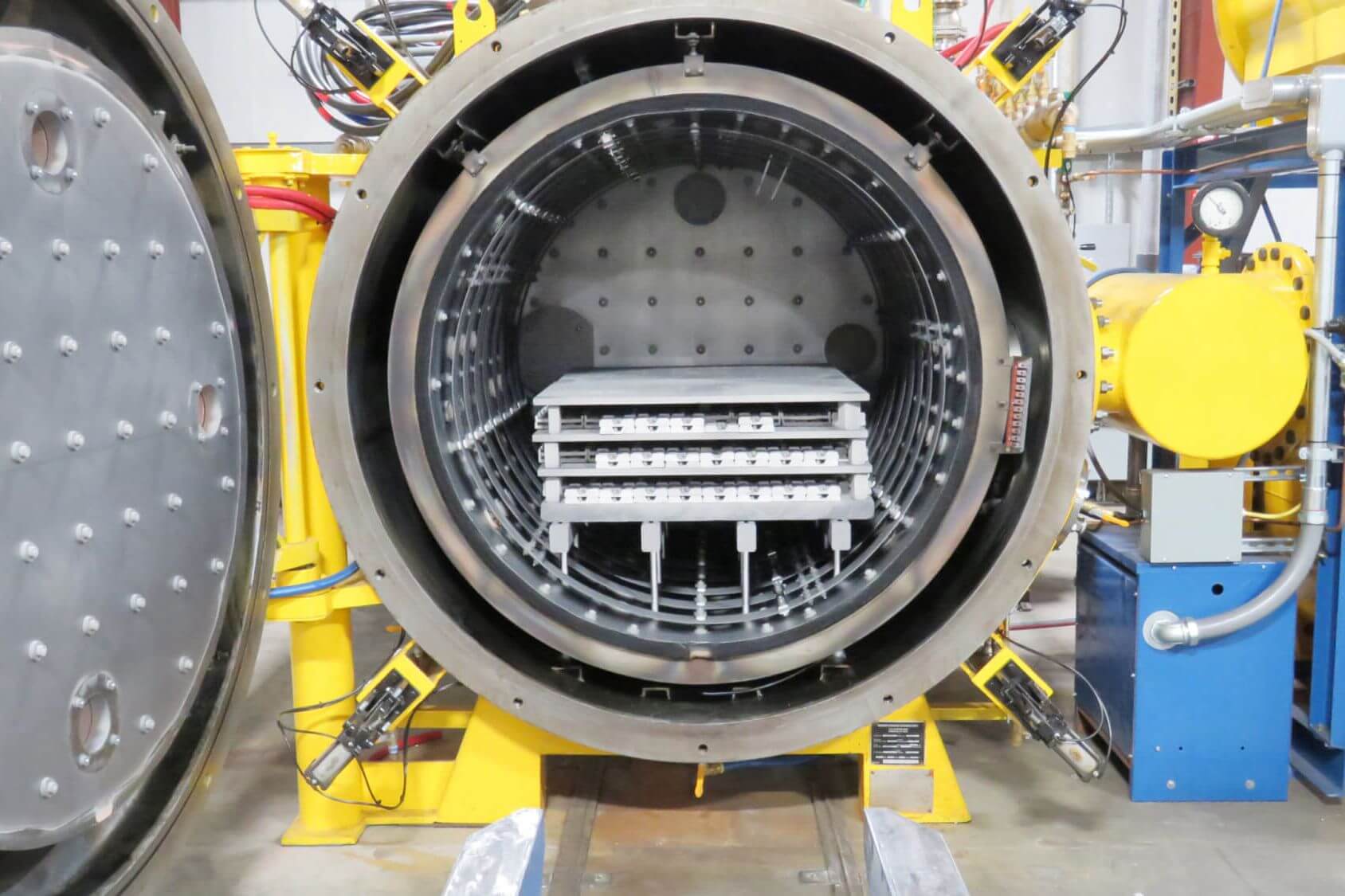
Entbindern und Sinterschrumpfung
Das Entbindern entfernt das Bindemittel aus dem geformten Grünling und hinterlässt einen Braunling, der gesintert werden kann. Während des drucklosen Sinterns oder eines anderen zugelassenen Sinterverfahrens verbinden sich die Metallpartikel und das Teil schrumpft. Das Werkzeugdesign muss die erwartete MIM-Schrumpfung berücksichtigen, aber kritische Maße erfordern dennoch eine zeichnungsbasierte Toleranzprüfung und Inspektionsplanung.
Welche MIM-Materialien und Teilemerkmale beeinflussen die Prozesseignung?
Die MIM-Eignung hängt von der Legierung, Teilegröße, Merkmalskomplexität, Toleranzzonen und Produktionsmenge ab. Das Verfahren ist nicht für jede Metallgüte verfügbar, und ein Material, das sich in Walzstange, Guss oder Bearbeitungsmaterial gut verarbeiten lässt, ist möglicherweise nicht als MIM-Pulver-Feedstock verfügbar oder praktikabel.
Der Weg der MIM-Materialien sollte zusammen mit der Zeichnung überprüft werden. 316L-Edelstahl kann aufgrund seiner Korrosionsbeständigkeit gewählt werden, 17-4 PH-Edelstahl, wenn Ausscheidungshärtung spezifiziert ist, MIM-420-Edelstahl, wenn Härte und Verschleißfestigkeit wichtig sind, und Titan- oder Kobaltlegierungen sollten anhand der Spezifikationen und Qualifikationsanforderungen des Käufers bewertet werden.
Teilemerkmale beeinflussen auch die MIM-Herstellbarkeit. Hinterschnitte, Sacklöcher, lange dünne Wände, innenliegende Kanäle, geformte Zähne, kleine Ansätze und sich kreuzende Rippen können nützliche Gründe für die Betrachtung von MIM sein, aber jedes Merkmal ändert das Formdesign, die Entbinderungsunterstützung, den Sinterverzug und den Prüfzugang. Merkmale, die Montagelasten oder Dichtungsfunktionen tragen, sollten vor der Werkzeugüberprüfung als kritisch identifiziert werden.
Wie Sinterschrumpfung und Verzug die MIM-Toleranz beeinflussen
Die Sinterschrumpfung ist eines der Haupttoleranzrisiken beim Metallpulverspritzgießen. MIM-Werkzeuge werden mit Schrumpfungskompensation hergestellt, aber das tatsächliche Maßergebnis hängt von Material, Pulverbeladung, Teilegeometrie, Wandstärkenausgleich, Stützmethode, Sinteratmosphäre und Nachsinteroperationen ab.
Eine MIM-Zeichnung sollte allgemeine Maße von funktionskritischen Maßen trennen. Allgemeine Oberflächen können nach Prozessqualifizierung im gesinterten Zustand geeignet sein, während Dichtflächen, Lagersitze, Gewindelöcher, Bezugsflächen, Zahnflanken oder Presspassungen eine CNC-Bearbeitung, Schleifen, Reiben, Gewindeschneiden oder eine Grenzlehrenprüfung erfordern können. Käufer sollten nicht davon ausgehen, dass jedes geformte Merkmal nach dem Sintern die gleiche Toleranz halten kann.
Die Prüfnachweise sollten dem Risiko des Teils entsprechen. Übliche Nachweise können einen Maßbericht, CMM-Prüfung für Bezüge und Positionen, Dichteprüfung, Materialzertifikat, Härteprüfung nach Wärmebehandlung, Oberflächenrauheitsbericht, Schichtdickenbericht oder visuellen Prüfstandard umfassen. Das erforderliche Prüfpaket sollte vor dem Angebot vereinbart werden, da die Prüftiefe die Fertigungskontrolle und die Kosten beeinflusst.
Wo MIM-Teile möglicherweise CNC-Bearbeitung, Wärmebehandlung oder Oberflächenveredelung benötigen
Viele MIM-Teile benötigen dennoch Sekundäroperationen, wenn die Zeichnung lokale Präzision, Härte, Korrosionsbeständigkeit, kosmetisches Aussehen oder Montagepassung erfordert. MIM erzeugt die nahezu endgültige Metallform, während die Nachbearbeitung ausgewählte Merkmale auf die endgültige Spezifikation bringt.

Wärmebehandlung kann erforderlich sein, wenn die ausgewählte Legierung und der Zeichnungszustand Härte, Festigkeit oder Verschleißfestigkeit erfordern. Bei 17-4 PH-Edelstahl sollten der spezifizierte Zustand und die Abnahmekriterien vor der Produktion bestätigt werden, da die endgültige Härte und mechanische Leistung vom Materialweg und der Wärmebehandlungsanforderung abhängen.
CNC-Bearbeitung kann für Bezugsflächen, enge Bohrungen, präzise Gewinde, Lagersitze, Dichtflächen oder Passflächen erforderlich sein. Die Oberflächenveredelung kann Polieren, Passivieren, Beschichten, Plattieren, Pulverbeschichten oder PVD umfassen, abhängig von der Zeichnung und der Anwendungsumgebung.

Wann CNC-Bearbeitung, Gießen, Druckguss oder Stanzen besser als MIM sein können
MIM ist nicht der beste Weg für jedes Metallteil. CNC-Bearbeitung kann besser für Prototypen, Kleinserien, große Teile, Teile mit häufigen Designänderungen oder Komponenten sein, die aus standardmäßigen Stangen oder Platten bearbeitet werden müssen. Feinguss kann für größere Metallformen mit gießbarer Geometrie praktikabler sein, während Aluminium-Druckguss oder Zink-Druckguss für größere Nichteisen-Gehäuse, Halterungen und Abdeckungen geeignet sein kann. Blechstanzen ist oft der bessere Weg für flache oder geformte Blechkomponenten.
Für die frühe Designvalidierung können 3D-Druck-Prototyping, CNC-Bearbeitungs-Prototyping oder schnelles Formen helfen, die Montagepassung vor der MIM-Werkzeugherstellung zu bestätigen. Sobald sich das Design stabilisiert und die jährliche Nachfrage die Werkzeugherstellung unterstützt, kann MIM die wiederholte Bearbeitung komplexer kleiner Metallmerkmale reduzieren.

Welche Informationen helfen bei der Überprüfung eines Metallpulverspritzgussteils vor der Produktion?
Eine nützliche MIM-Überprüfung beginnt mit der Teilefunktion, der Zeichnung und den Fertigungsrisiken, die kontrolliert werden müssen. Käufer sollten ein 3D-Modell, eine 2D-Zeichnung, Materialgüte, geschätzte jährliche Menge, Prototypen- oder Produktionsstadium, kritische Maße, Bezugsstrategie, Oberflächengüte, Wärmebehandlung, Beschichtungs- oder Plattierungsanforderung, Prüfberichtsanforderung und alle anwendungsspezifischen Qualifikationsanforderungen bereitstellen.
Für den MIM-Serviceweg von Neway Precision sollte die Überprüfung identifizieren, welche Merkmale im gesinterten Zustand bleiben können und welche Merkmale nach dem Sintern bearbeitet oder veredelt werden müssen. Dies hält die Hauptfrage des Artikels praktisch: Was ist Metallpulverspritzgießen, wie funktioniert es und wann ist das Verfahren für kleine komplexe Metallteile sinnvoll?
Verwandte FAQs
Welche Materialien sind für Metallpulverspritzgießen geeignet?
10 Gründe, warum MIM-Metallpulver teurer sind als übliche Massenmetallmaterialien
Was sind die Anwendungen von dünnwandigen MIM-Teilen in verschiedenen Branchen?
Welche Kostenvorteile bietet das MIM-Verfahren im Vergleich zur CNC-Bearbeitung?



