中文

钣金冲压能做什么
钣金的可塑性使其能够制造各种形状和尺寸的定制零件。Neway提供四种工艺的定制冲压加工:级进模冲压、深拉金属冲压、传递模冲压和多滑块金属冲压。

级进模冲压
级进模冲压擅长大批量生产、复杂结构设计、严格公差和快速生产周期,有效提升效率并降低成本。

深拉金属冲压
深拉金属冲压专注于高深径比的复杂形状成型,适合生产无缝、轻质且耐用的部件。

传递模冲压
传递模冲压适合大尺寸复杂零件生产,保证一致性,减少材料浪费,并便于自动化流程。

多滑块金属冲压
多滑块金属冲压可制造复杂结构的中小型零件,具备高精度、高效率和良好性价比。
多滑块金属冲压
多滑块金属冲压可制造复杂结构的中小型零件,具备高精度、高效率和良好性价比。
级进模冲压
级进模冲压擅长大批量生产、复杂结构设计、严格公差和快速生产周期,有效提升效率并降低成本。
深拉金属冲压
深拉金属冲压专注于高深径比的复杂形状成型,适合生产无缝、轻质且耐用的部件。
传递模冲压
传递模冲压适合大尺寸复杂零件生产,保证一致性,减少材料浪费,并便于自动化流程。
多滑块金属冲压
多滑块金属冲压可制造复杂结构的中小型零件,具备高精度、高效率和良好性价比。
级进模冲压
级进模冲压擅长大批量生产、复杂结构设计、严格公差和快速生产周期,有效提升效率并降低成本。
什么是金属冲压服务
我们的金属冲压服务通过高产量、具成本效益的冲压工艺提供精密成型的金属零件。采用先进模具和自动化设备,为多行业应用生产高质量且结构复杂的零部件。

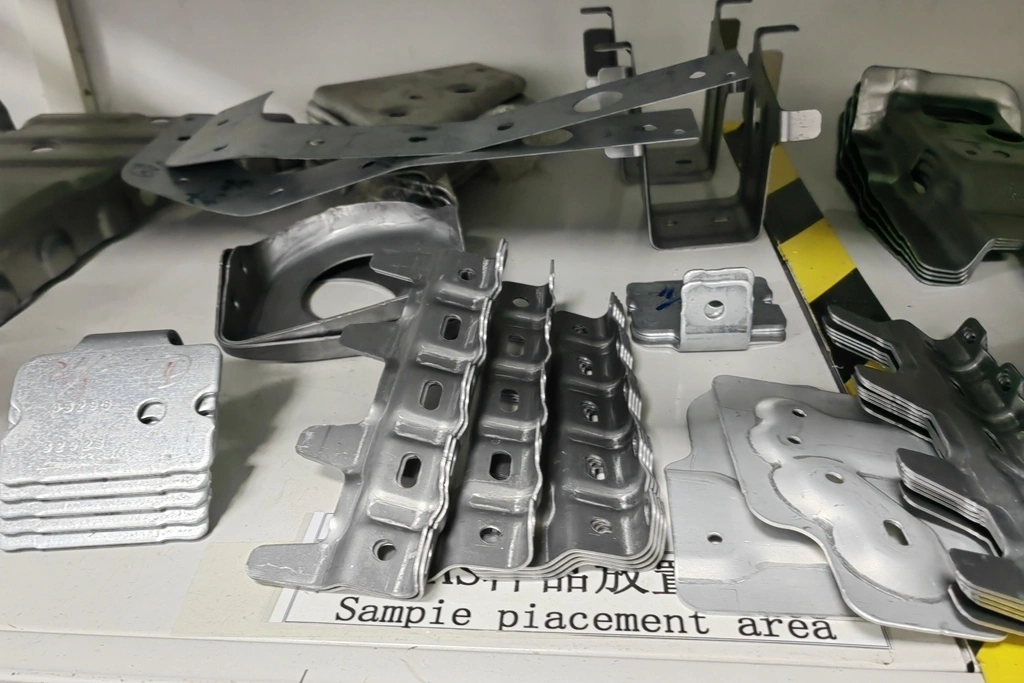
金属冲压件应用领域
我们的金属冲压工艺以高精度、快速与高效制造优质零部件。广泛应用于各行业的金属冲压件。
Neway 冲压能力
从样品开发到大批量生产,我们能够精准高效地满足各种项目需求。我们的定制冲压服务可为汽车、航空、医疗等各行业制造定制金属部件。
可选定制件表面处理
我们的表面处理服务为定制零件提供专业工艺,提高耐久性、美观性和性能。涵盖电镀、阳极氧化、粉末涂层及热障涂层等多种工艺,增强金属及塑料部件的耐腐蚀性、耐磨性及外观品质,适用于各行业。
























定制零件案例图库
在我们的定制零件图库中,我们深知每个项目都是独一无二的。因此我们与客户紧密合作,确保其定制零件符合所有规格要求。凭借对细节的关注和对品质的承诺,您可以信赖我们交付的定制零件将超出您的期望。







今天就开始一个新项目吧
定制金属冲压件设计指南
本指南提供定制金属冲压件的行业标准参数。遵循这些建议可实现高效成型,减少模具损耗,优化零件质量,同时保证结构强度和尺寸精度。



