钣金冲压中的凹模(女性)和凸模(男性)是什么?
在钣金冲压中,凸模是推动、切割、成形或拉深钣金的公工具元件,而凹模是支撑板材并定义最终形状的母工具元件。实际的RFQ问题在于如何确定凸模几何形状、凹模型腔几何形状、模具间隙、钣金等级、厚度、公差、毛刺方向和产量对冲压件报价的影响。

钣金冲压中的凹模和凸模是什么?
凸模,通常称为公工具,是对钣金施加力的移动或加压工具元件。凹模,通常称为母工具,是支撑钣金并提供型腔、开口或成型表面以创建冲压特征的工具元件。
在落料、冲孔、弯曲、拉深、压印或成型过程中,凸模和凹模作为一套匹配的工具组工作。凸模形状、凹模开口、材料间隙、冲床力和钣金性能决定了零件是否切割干净、成型准确、避免开裂并保持预定尺寸。
冲压模具实体 | 制造角色 | 采购方应在RFQ中定义的问题 |
|---|---|---|
凸模 | 推动、切割、弯曲、冲孔或成型钣金 | 特征形状、孔径、折弯线、切削刃和磨损风险 |
凹模 | 支撑板材并提供型腔或开口 | 零件形状、间隙、毛刺方向、成型深度和零件顶出 |
凸模-凹模间隙 | 控制切割质量、毛刺、断裂区和模具负载 | 材料等级、厚度、边缘质量和检验要求 |
料带布局 | 控制材料在级进或传递操作中的流动 | 零件方向、废料、载料带设计和产量 |
模具钢和涂层 | 影响耐磨性和模具维护 | 年产量、材料硬度、不锈钢使用和表面损伤风险 |
冲床设置 | 影响行程、力、速度、送料精度和重复性 | 零件尺寸、成型深度、公差和质量监控 |
凸模在钣金冲压中起什么作用?
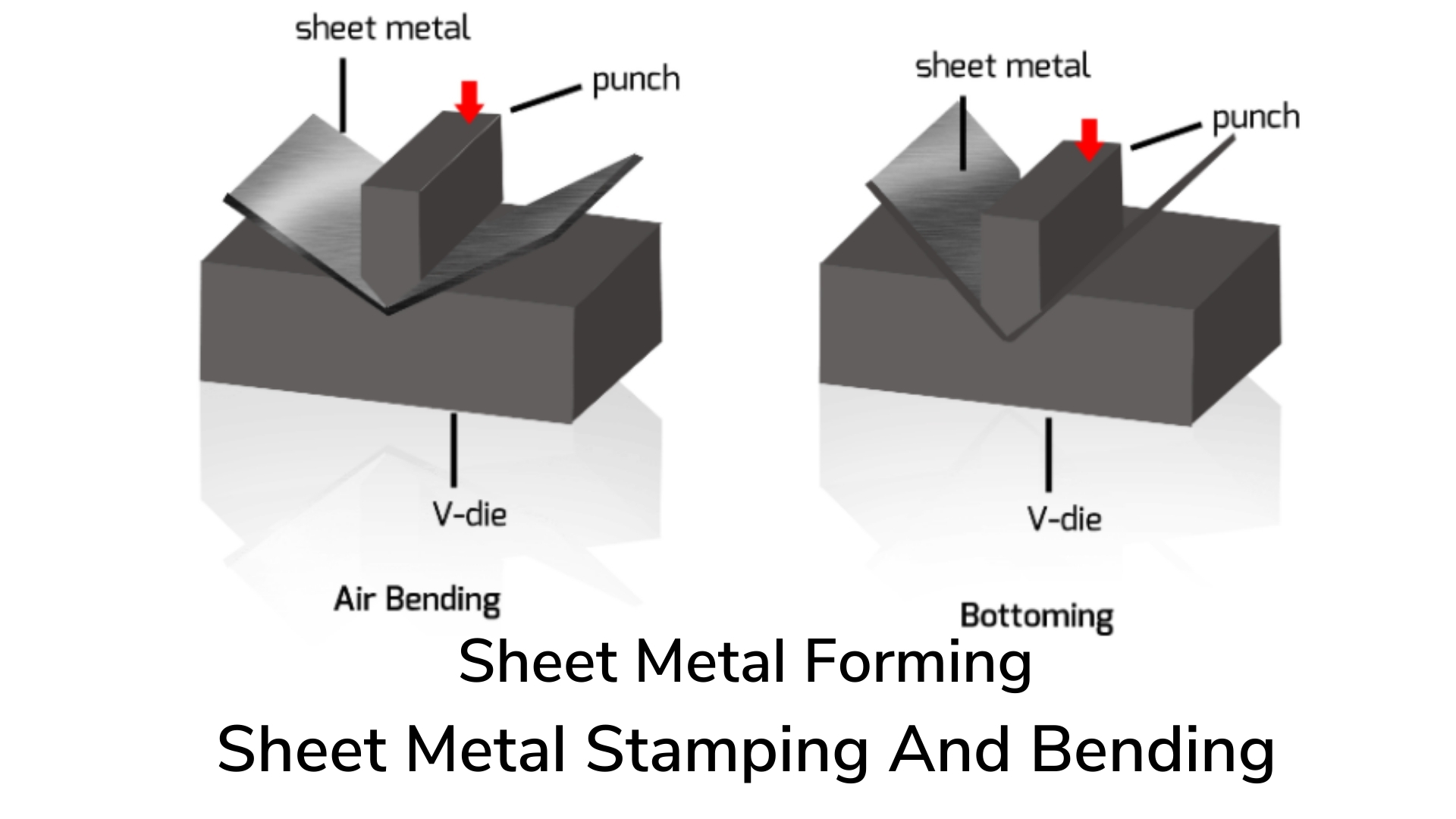
凸模产生主动变形或切割动作。在冲孔中,凸模推过板材形成孔。在落料中,凸模和凹模从料带上分离外部形状。在弯曲中,凸模将板材压入凹模形状。在拉深中,凸模将板材拉入型腔以形成更深部件。
凸模设计影响边缘质量、孔形状、成型压力、咬合风险和工具磨损。小型凸模可能容易断裂。细长凸模可能需要更强的导向。成型凸模可能需要规划圆角半径,使材料弯曲而不是开裂。

采购方应识别关键的冲压特征:冲孔、槽、百叶窗、凸耳、折弯线、压印、拉深杯或连接器特征。这些特征决定凸模几何形状、模具维护、检验点以及是否需要二次去毛刺或成型操作。
凹模在钣金冲压中起什么作用?
凹模支撑钣金并控制最终特征形状。在切割操作中,凹模开口与凸模配合剪切材料。在成型操作中,凹模表面引导板材进入所需的弯曲、拉深、压印或成型轮廓。
凹模设计影响尺寸精度、毛刺方向、零件平面度、拉深深度、回弹、表面痕迹和顶出。凹模几何形状必须匹配材料的厚度、强度、延展性、晶粒方向、涂层和表面要求。

采购方应告知供应商零件的哪一面是外观面或功能面。毛刺方向、顶出器痕迹、模具痕迹和成型划痕在可见表面、电气接触区域、密封面或精密装配接口上可能更为重要。
凸模-凹模间隙、毛刺和回弹如何影响冲压件?
凸模-凹模间隙是最重要的模具决策之一。间隙与材料等级和厚度不匹配会增加毛刺、边缘撕裂、凸模负载、模具磨损和尺寸变化。确切间隙应由冲压供应商根据材料和特征设定。
毛刺很重要,因为剪切边缘通常有毛刺侧和塌角侧。图纸应说明毛刺方向是否对装配、电气接触、安全、密封或外观有影响。如果毛刺不可接受,可能需要报价去毛刺、滚光、刷光或二次精加工。
回弹发生在钣金成型后部分恢复时。回弹取决于材料强度、厚度、弯曲半径、晶粒方向、成型几何形状和模具补偿。采购方应确定需要检验的弯曲角度、平面度和配合面。
钣金冲压中使用哪些模具类型?
常见的模具类型包括落料模、冲孔模、弯曲模、成型模、拉深模、复合模、级进模和传递模。模具类型取决于零件几何形状、产量、工序数、公差、材料利用率和自动化需求。
单工序模可能适用于简单的低产量零件或原型验证。级进模可能更适合需要多工序料带布局的大批量生产。传递模可能在零件太大或复杂无法用于级进料带处理时考虑。
RFQ应明确预期数量、零件尺寸、材料、厚度、特征数、外观面和检验要求。这些细节帮助供应商选择模具路线,而不是假设一种模具类型适用于所有冲压项目。
采购方在凹模和凸模模具的RFQ中应包含哪些内容?
有用的钣金冲压RFQ应包括3D CAD模型、2D图纸、材料等级、板材厚度、相关回火或硬度、年产量、目标生产阶段、关键尺寸、毛刺方向要求、表面光洁度、涂层、平面度、弯曲角度、孔公差和检验方法。
采购方还应说明零件是原型、小批量冲压件还是大批量生产件。凸模和凹模设计根据预期产量、模具寿命、维护计划、自动化和成本目标而变化。
实际答案是,凹模和凸模不仅仅是通用的模具名称。凸模和凹模定义了冲压件的几何形状、边缘质量、成型行为、成本、维护风险和检验策略。
