Русский
Служба производства по гравитационному литью по запросу
Ознакомьтесь с отличиями гравитационного литья и других методов, чтобы выбрать оптимальный вариант для вашего проекта.

Отправьте нам ваши чертежи и спецификации для получения бесплатного расчета
Все загруженные файлы надежно защищены и конфиденциальны
Что такое услуга гравитационного литья
Наша услуга гравитационного литья использует силу тяжести для изготовления высококачественных металлических компонентов с отличным качеством поверхности и структурной целостью. Идеально подходит для литья сложных форм при низком давлении, экономии энергии и минимальных отходах.

Области применения изделий гравитационного литья
Наш процесс гравитационного литья обеспечивает выпуск прочных компонентов с выдающимися механическими свойствами для разных отраслей. Ознакомьтесь с ключевыми сферами использования.

Литьё под действием силы тяжести Materials
Отделка поверхностей на заказ
Наш сервис обработки поверхностей предлагает электроосадку, анодирование, порошковую окраску и термобарьерные покрытия для повышения прочности, эстетики и производительности ваших деталей.

Узнать больше
Станочная обработка

Узнать больше
Покраска

Узнать больше
PVD-покрытие

Узнать больше
Пескоструйная обработка

Узнать больше
Гальваническое покрытие

Узнать больше
Полировка

Узнать больше
Анодирование

Узнать больше
Порошковая окраска

Узнать больше
Электрополировка

Узнать больше
IMD (декор в форме)

Узнать больше
Щеточное покрытие

Узнать больше
Черный оксид

Узнать больше
Термообработка

Узнать больше
Тамблирование

Узнать больше
Обработка Alodine

Узнать больше
Хромирование

Узнать больше
Фосфатирование

Узнать больше
Нитрование

Узнать больше
Горячее цинкование

Узнать больше
Лакировка

Узнать больше
Тефлоновое покрытие

Узнать больше
Теплозащитные покрытия

Узнать больше
Термические барьерные покрытия

Узнать больше
Пассивация
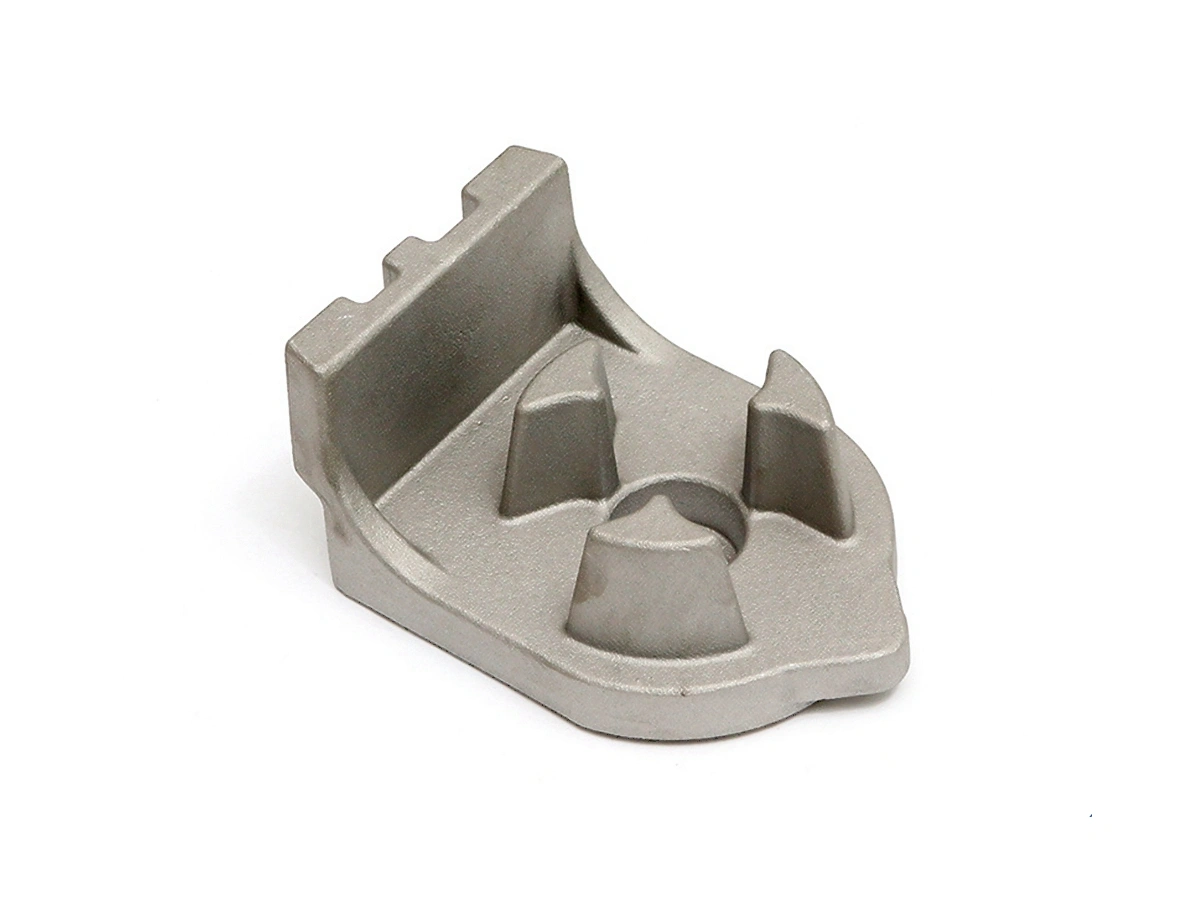
Галерея изделий гравитационного литья
Изучите нашу галерею, демонстрирующую разнообразие и области применения высококачественных деталей гравитационного литья.







Начните новый проект сегодня
Руководство по проектированию деталей для гравитационного литья
Стандартные отраслевые значения для оптимизации течения металла и затвердевания, минимизации усадки, пористости и затрат на производство, обеспечивающие высокое качество и точность литья.
Frequently Asked Questions
Изучить связанные ресурсы




Neway Precision Works Ltd.
№3 Лефушаньская промышленная западная дорога
Фэнган, Дунгуань, Китай
Индекс 523000
Решения
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.