What is Gravity Cast | Process, Materials, Pros, Limitations
This article explains gravity casting for custom metal parts made in reusable molds. It covers the gravity casting process, cast aluminum and other non-ferrous casting materials, mold design risks, common defects, and the RFQ decision buyers face when choosing between gravity casting, sand casting, die casting, and investment casting for a functional metal component.

How Gravity Casting Fills a Permanent Mold Without Pressure
Gravity casting, also called permanent mold casting or gravity die casting in some buyer documents, fills a mold cavity by pouring molten metal under gravity rather than injecting metal under high pressure. The process is commonly reviewed for non-ferrous metal parts where a reusable mold, controlled pouring, and stable solidification can support the required geometry and quantity.
The practical RFQ question is not only whether the part can be cast. Buyers should confirm whether gravity casting can meet the part size, wall transitions, surface finish, machining allowance, alloy requirement, and inspection standard more effectively than sand casting, die casting, or investment casting.
Gravity Casting Process Steps From Mold Preparation to Trimming
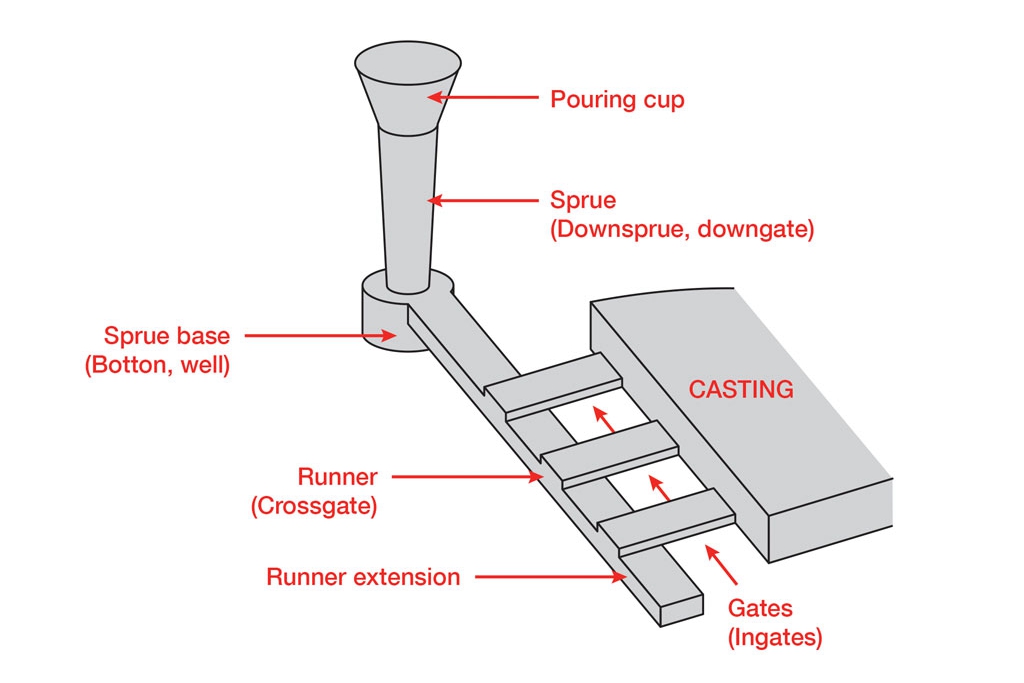
The gravity casting process starts with mold and part review. A pattern or 3D model defines the mold cavity, gate location, riser position, draft direction, and machining allowance. The mold is cleaned, coated, assembled, and heated according to the casting alloy and part geometry.
After mold preparation, molten metal is poured into the gating system. The metal fills the cavity by gravity, gases exit through vents, and risers feed shrinkage during solidification. After cooling, the casting is removed, gates and risers are trimmed, and the part may go through CNC machining, deburring, blasting, heat treatment, coating, or dimensional inspection.
Gravity Casting Materials: Cast Aluminum, Zinc, Magnesium, and Copper Alloys
Gravity casting is often reviewed for non-ferrous alloys because these materials can flow into permanent molds under controlled pouring conditions. The right material depends on mechanical load, corrosion exposure, weight target, heat transfer, surface finish, and downstream machining or coating requirements.
Gravity Casting Material | Part Requirement It Can Support | RFQ Point to Confirm |
Cast aluminum, including A356, A380, or ADC12 when suitable | Lightweight metal parts, heat transfer, moderate strength, and machinable features. | Confirm alloy grade, heat treatment if required, machining stock, coating, and acceptance criteria. |
Small to medium metal components where detail, weight, or surface finishing needs are defined. | Check whether gravity casting or zinc die casting better fits the geometry and volume. | |
Lightweight components where material handling, corrosion protection, and finishing are controlled. | Confirm alloy availability, coating requirement, and production qualification needs before quoting. | |
Wear, thermal, electrical, or corrosion-related requirements when the part design is castable. | Define alloy grade, machining surfaces, pressure or leak requirements, and inspection evidence. |
Mold Design, Gates, Risers, Venting, and Cooling in Gravity Casting
Mold design controls whether molten metal fills the cavity smoothly and solidifies without avoidable defects. Gate size, gate location, riser volume, venting, mold coating, draft angle, and cooling balance should be reviewed together because changing one element can affect metal flow and shrinkage feeding.
Buyers should identify critical surfaces before tooling review. A cosmetic surface, sealing face, bearing seat, threaded boss, or press-fit bore may need different gate placement, machining allowance, local cooling, or post-casting inspection.
Gravity Casting Defects: Porosity, Shrinkage, Misruns, and Surface Marks
Common gravity casting defects include porosity, shrinkage, cold shuts, misruns, inclusions, warpage, and surface marks. These defects usually connect to metal temperature, pouring speed, gating, riser feeding, venting, mold coating, alloy cleanliness, and cooling rate.
Casting Defect | Likely Manufacturing Cause | Control or Inspection Method |
Porosity | Gas entrapment, turbulence, poor venting, or metal cleanliness issues. | Gating review, degassing or filtration when applicable, visual inspection, leak test, or X-ray if specified. |
Shrinkage | Insufficient riser feeding or unbalanced section thickness during solidification. | Riser design review, section transition review, machining allowance, and dimensional inspection. |
Misruns or cold shuts | Incomplete filling, low fluidity, unsuitable gate layout, or interrupted metal flow. | Pouring process control, gate adjustment, mold temperature review, and visual inspection. |
Surface marks | Mold coating condition, mold wear, trapped gas, or handling damage. | Surface finish standard, blasting or machining plan, and cosmetic acceptance criteria. |
Gravity Casting vs Sand Casting and Die Casting for Route Selection
Gravity casting is often stronger than sand casting for repeatability when the part justifies a reusable mold, but sand casting can be more practical for very large parts, low tooling budgets, or geometry that does not suit a permanent mold. Die casting can be better for high-volume thin-wall parts, but die casting uses pressure filling and different mold, porosity, tooling, and machining considerations.

Investment casting may be reviewed when the part has small complex features, difficult undercuts, or many surfaces that need near-net shape detail. The best casting route depends on alloy, part size, annual quantity, tolerance zones, machining allowance, surface finish, and inspection requirement.
RFQ Inputs and Inspection Evidence for Gravity Cast Parts
A useful gravity casting RFQ should include a 3D model, 2D drawing, alloy grade, annual quantity, prototype or production stage, critical dimensions, surface finish, machining zones, and inspection requirements. Without these inputs, the supplier can only provide a broad process opinion instead of a practical casting and tooling review.
RFQ Input | Why It Matters in Gravity Casting | Possible Evidence After Production |
Alloy and heat treatment requirement | Material controls pouring temperature, shrinkage behavior, machinability, and final properties. | Material certificate or heat-treatment record when required by the drawing. |
Critical dimensions and datum scheme | Machining allowance and casting distortion need to be reviewed against functional surfaces. | Dimensional report, CMM report, or go/no-go gauge result. |
Leak, pressure, or sealing requirement | Porosity and surface finish controls may need additional process and inspection planning. | Leak test, pressure test, surface roughness report, or visual standard. |
Surface finish and coating | Blasting, machining, anodizing, painting, or powder coating can affect dimensions and appearance. | Surface roughness report, coating thickness report, or visual inspection record. |
Related FAQs



