金属射出成形 (MIM) vs. 精密鋳造:どちらを選ぶ?
金属インジェクションモールディング(MIM) と 鋳造(インベストメントキャスティング) は、金属部品を作成するための2つの異なる製造プロセスで、それぞれ利点と制限があります。

金属インジェクションモールディングプロセス
金属インジェクションモールディング(MIM)は、プラスチックインジェクションモールディングの柔軟性と、金属素材の耐久性と特性を組み合わせた製造プロセスです。細かい金属粉末をバインダーと混ぜてフィードストックを作り、それを金型に注入して精緻で正確な金属部品を形成します。モールディング後、部品はバインダーを取り除き、焼結プロセスを経て、金属粒子を融合させ、高品質でほぼネットシェイプの金属部品が得られます。
MIMは、複雑なジオメトリの部品を作成できる能力で評価されており、自動車、航空宇宙、医療、電子機器などさまざまな業界で広く使用されています。MIMプロセスは主に、小さくて複雑な部品の製造に使用されます。
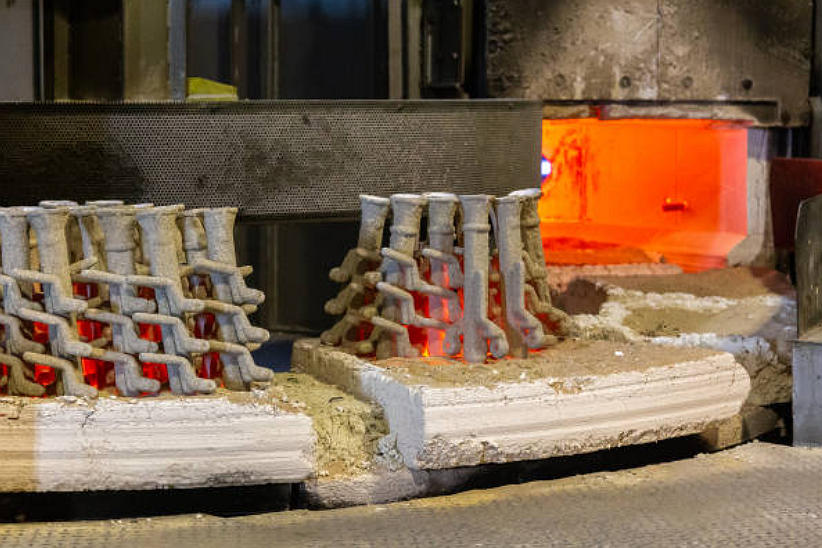
鋳造(インベストメントキャスティング)プロセス
鋳造、別名精密鋳造またはロストワックス鋳造は、ワックスまたは樹脂パターンにセラミックシェルをコーティングする製造プロセスです。このシェルは加熱されてワックスを取り除き、キャビティを残します。シェルを取り除いた後、溶けた金属をキャビティに注ぎ込み、精緻で正確な金属部品を作成します。
鋳造は、非常に詳細で複雑な部品を作成する能力で評価されており、しばしば優れた表面仕上げを提供します。これにより、航空宇宙、自動車、芸術産業において選ばれることが多いです。鋳造プロセスは主に小・中型および複雑な部品の製造に使用されます。
素材の比較
MIMは、硬い金属、磁性合金、高融点金属など、さまざまな素材をサポートしています。例えば、コバルト合金やタングステン合金があります。
鋳造は、融点が低い金属や合金を主に使用するため、素材の選択肢が限られます。例えば、銅合金、アルミニウム合金、ステンレス鋼などです。
複雑さと許容誤差
MIMは、非常に複雑で精緻な部品を作成するのに優れています。それは、アンダーカット、薄い壁、複雑なジオメトリを持つ部品を製造する能力を提供し、これらは他の製造方法では難しいことがあります。MIMは、±0.05mm(±0.002インチ)またはそれよりも厳しい許容誤差を達成することができ、高精度の部品に適しています。
鋳造も優れた表面仕上げで複雑な形状を�成できます。それは、細かいディテール、曲がった表面、および薄いセクションを持つ部品に適しています。鋳造は、通常±0.5mm(±0.02インチ)の範囲で厳しい許容誤差を達成できますが、非常に厳しい許容誤差を達成するには追加の機械加工が必要になることがあります。
複雑さと許容誤差の面では、MIMプロセスが優れています。どちらのプロセスも高い複雑さを実現できますが、MIM部品はより精密です。
コストと生産量
素材費用:
金属インジェクションモールディングでは、細かい金属粉末がバインダーと混合されます。金属粉末のコストは、選択された素材に応じて比較的高くなることがあります。たとえば、MIMのステンレススチール粉末は約10 USD/kgです。しかし、鋳造に使用されるステンレススチールの量は約3 USD/kgです。鋳造は通常バルク材料を使用し、そのコストは通常MIMよりも低くなります。
ツーリング費用:
MIMには高価なツーリングが必要で、注入と成形用の金型が含まれ、初期設定費用に大きな影響を与える可能性があります。MIMの初期金型コストは高いですが、金型寿命は長く、50Kショットまで達することがあります。大量生産された部品では、非常に優れた取引となります。
鋳造の初期金型コストはMIMよりも比較的低く、特により浅くて小さな部品の場合です。この時点では、鋳造は少量から中量の生産においてコスト効率が高いです。
労働コスト:
MIMは、混合、注入成形、バインダー除去、焼結など、いくつかの段階を含みます。この複雑さにより、労働コストが高くなる可能性があります。ただし、MIMメーカーは、労働コストを削減するために自動化または半自動化されたMIM部品の生産ラインを装備することができます。鋳造のステップは比較的簡単で、主に手作業に依存しています。豊富な経験を持つオペレーターが歩留まりを改善し、コストをある程度削減することができます。MIMは中型から大型の部品生産に適しており、鋳造は少量から中量生産に適しています。
鋳造は少量から中量生産においてコスト効率が高く、適度に複雑なジオメトリを処理できます。ツーリングコストを最小限に抑える必要があり、精度がMIMほど重要でない場合に好まれます。
Newayは、製造エンジニアとして、各プロジェクトの特定の要件を評価し、生産量、部品の複雑さ、予算制約などの要素に基づいて最もコスト効率の高い製造方法を推奨し、選択されたプロセスがプロジェクトの目標に合致するようにします。
表面仕上げ
金属インジェクションモールディング(MIM)における表面仕上げ:
滑らかさ: MIMは比較的滑らかな表面仕上げを実現できます。ただし、最終的な表面品質は、金型の品質、バインダー除去、および焼結条件などの要因に依存します。MIM部品には粉末粒子のためにわずかなテクスチャーがある場合があります。
精度: MIMは高精度を提供し、精緻なディテールや繊細な特徴を正確に再現できます。通常、NewayはMIM部品を±0.02mm以上の精度で製造できます。
後処理: 場合によっては、MIM部品は表面を滑らかにするための研磨や、寸法精度を改善するための機械加工などの後処理が必要�なることがあります。これにより、コストとリードタイムが増加する可能性があります。
投資鋳造における表面仕上げ:
滑らかさ: 投資鋳造は、通常MIMよりも滑らかな表面仕上げを提供します。このプロセスでは、高品質の表面を持つワックスパターンを作成し、それを使って金型を作ります。
精度: 投資鋳造は良好な精度を実現できますが、複雑なディテールに関してはMIMほどの精度はない場合があります。多少の表面欠陥や分割線が発生することがあり、それには追加の仕上げが必要になることがあります。
後処理: 投資鋳造部品も研磨や機械加工などの後処理が必要になることがあり、残っている欠陥を取り除き、希望する表面仕上げを実現するために行われます。
薄壁機能
金属インジェクションモールディング(MIM):
MIMは、金型内の細かいディテールを再現する能力があるため、複雑で薄壁のジオメトリを持つ部品を作成するのに優れています。
MIMは、0.4ミリメートル(0.02インチ)または場合によってはそれよりも薄い壁厚を実現できるため、ミニチュア化された複雑な部品に最適です。
このプロセスは、薄壁の特徴を再現する際に高精度を提供し、優れた寸法精度を実現します。薄壁を作成する能力があるにもかかわらず、MIMは壁厚の変動に敏感である場合があります。薄い壁は収縮を制御し、最終部品の完全性を確保するために慎重なプロセス最適化が必要な場合があります。
投資鋳造
投資鋳造 も薄壁の部品を製造できますが、一般的にはMIMよりも適しているのは中程度の薄壁です。
投資鋳造では、1.5ミリメートル(0.06インチ)までの壁厚が実現可能で、さまざまな用途に適しています。
投資鋳造は、壊れやすい壁に対して追加の考慮が必要になる場合があります。同じ厚さを達成し、収縮の空洞や表面の不規則性などの欠陥を避けることがより難しいことがあります。
複雑な薄壁ジオメトリでは、鋳造および冷却の際に追加の注意が必要になる場合があります。
その他のFAQ
投資鋳造:
金属インジェクションモールディング:
1. 金属インジェクションモールディングは何に使われますか?
